It would be interesting to measure the output of both current and voltage.
I have seen some people speculate that some of these manufactures overstate the amps they are putting out, but if you look at the specs considering the output voltage the hypertherm is generally puts out 30-35% more watts than the cheaper brands because of the higher output voltage.
Its likely they have made the comparison because the output wattage of a hypertherm 45 vs your CUT60 are similar.
Reading your posts, you seem to understand all this stuff better than I do so I don’t need to tell you that watts not amps are the unit of power for electricity. W=VA
Here is the comparison based on rated power between a Hypertherm 45 amp machine and your machine. I also included the rated power of a 60 amp Hypertherm for perspective.
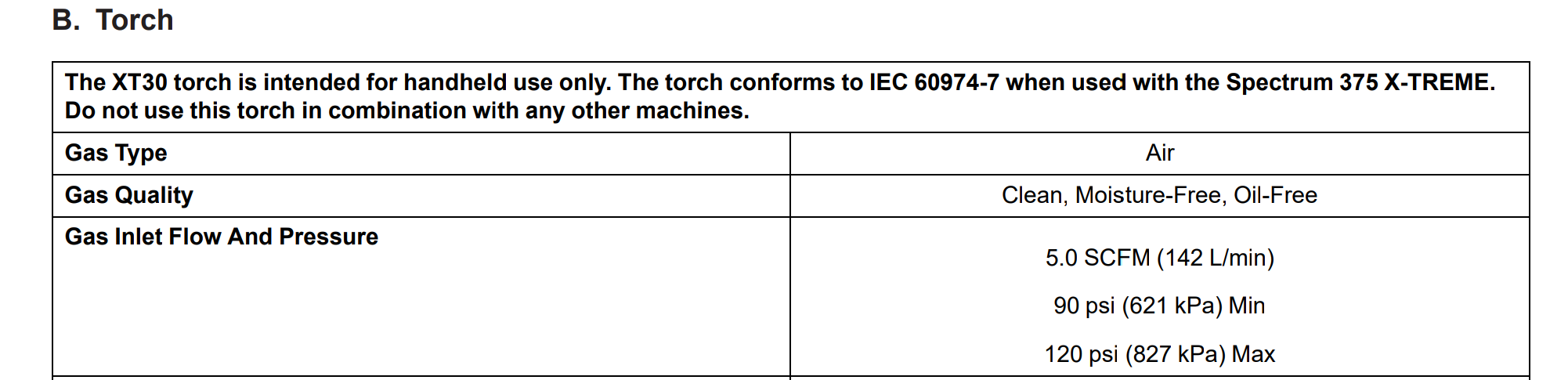
I happen to look up this manual for another reason the other day and I thought I’d post it it’s a requirements. It falls in line with most products out there.
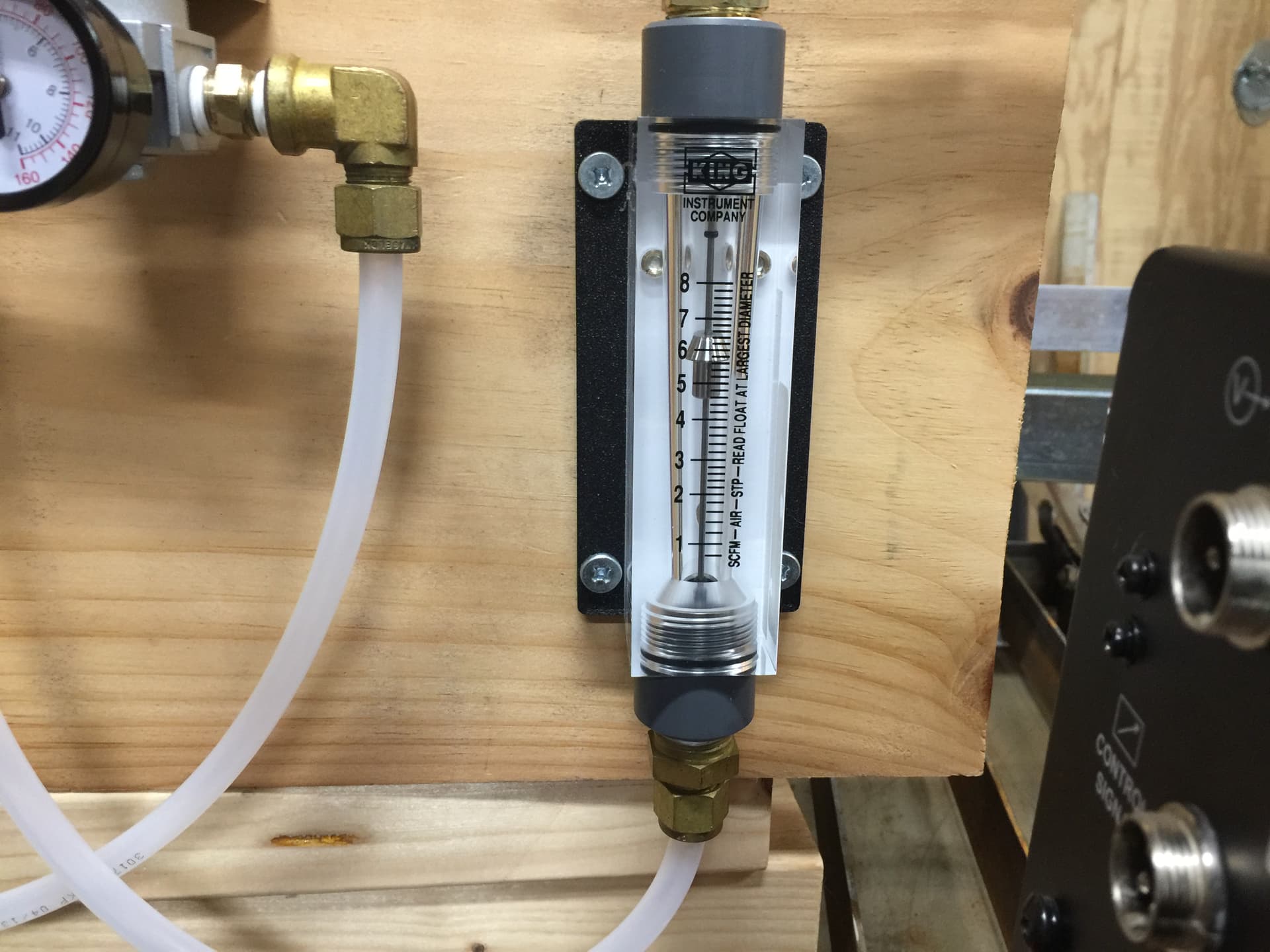
5scfm
sdavilla, I have the Hynade 60 also. I felt that the internal regulator was a restriction, so I removed it altogether. I don’t know for sure as I haven.t cut 1/2 in yet but it did make a big difference for 3.8 in. It sounds like more volume of air is coming out now. I set my regulator to 70 psi and it doesn’t fluctuate as much as it used to.
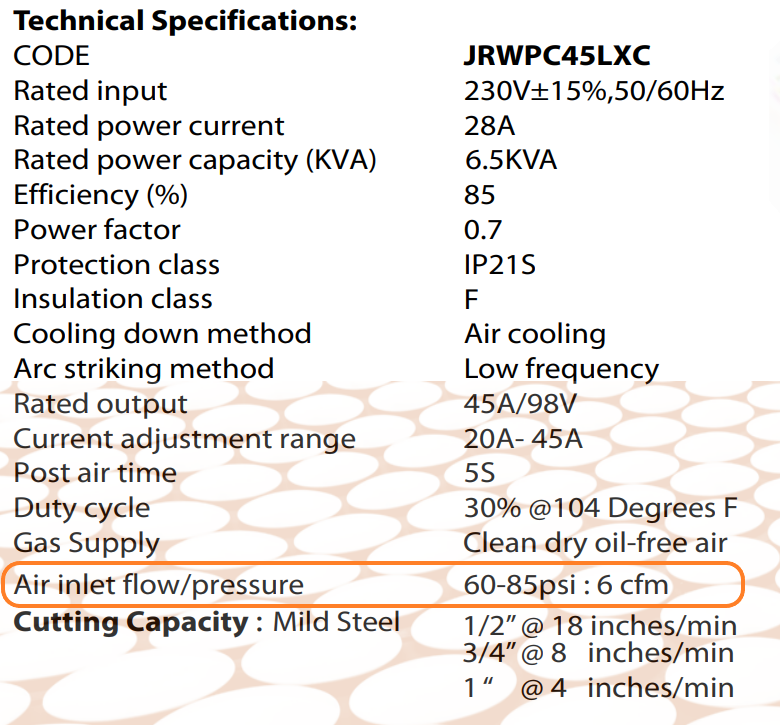
6 cfm. I also removed the external air regulator (just in-case) and used my house air regulator on the wall. The external is much, much better than the internal. Both are same model number, very different cfm behavior. lol. My Hi-flow husky (HomeDepot) air regulator on the wall is even better. Free flow with front panel disconnected is 8+ cfm, I’m pegged on the flow gauge.
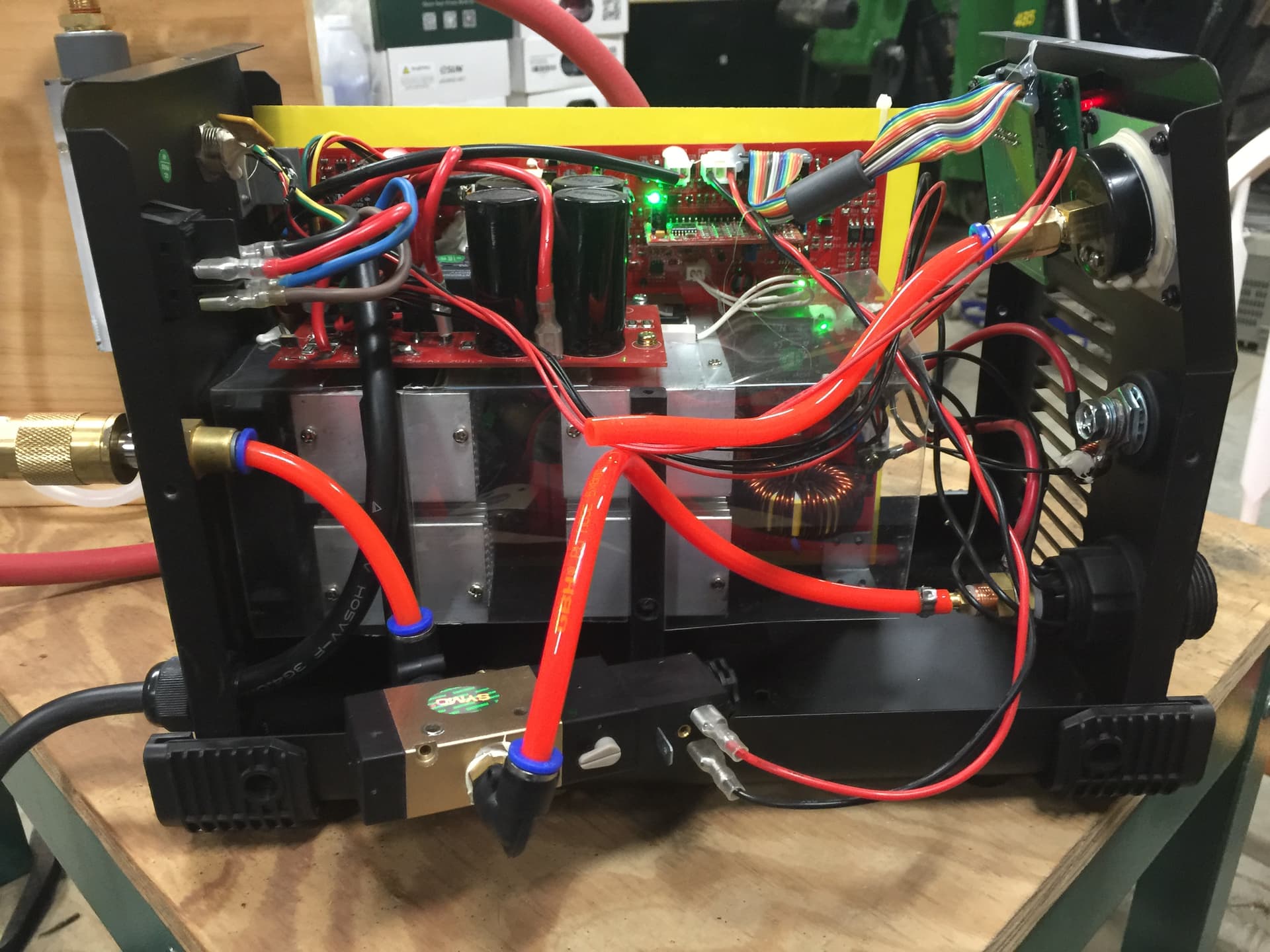
No joy poking at air switch. Can’t see a good way to open up the orifice. No joy with google ether. Nothing that really tells me the different models (SYMC STG2321-08) with respect to orifice.
Looks like air fittings and airline are restricting air. What size is your air supply line to cutter?
You want at least 1/2" airline to cutter and 110-120 psi air supply to cutter.
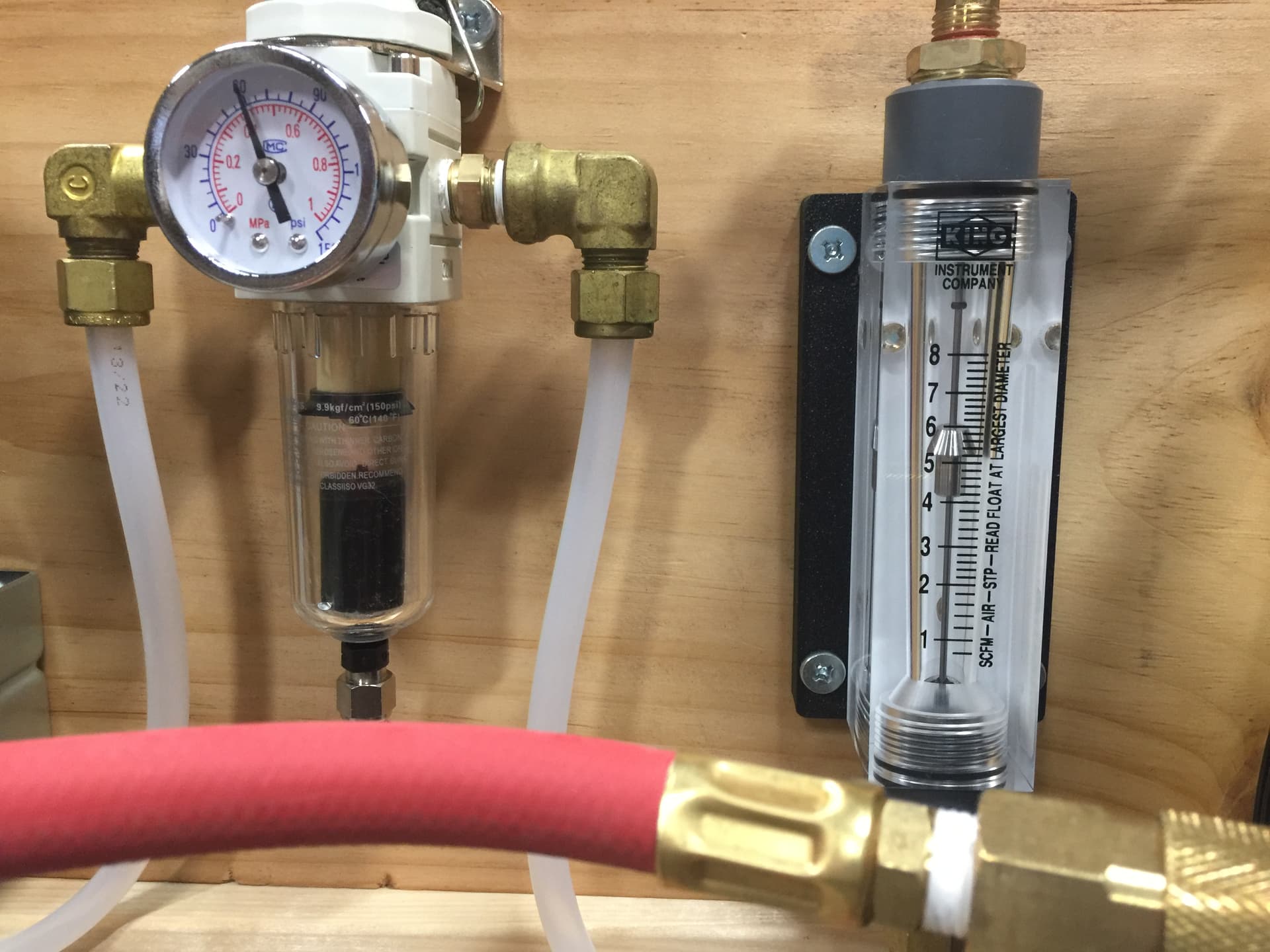
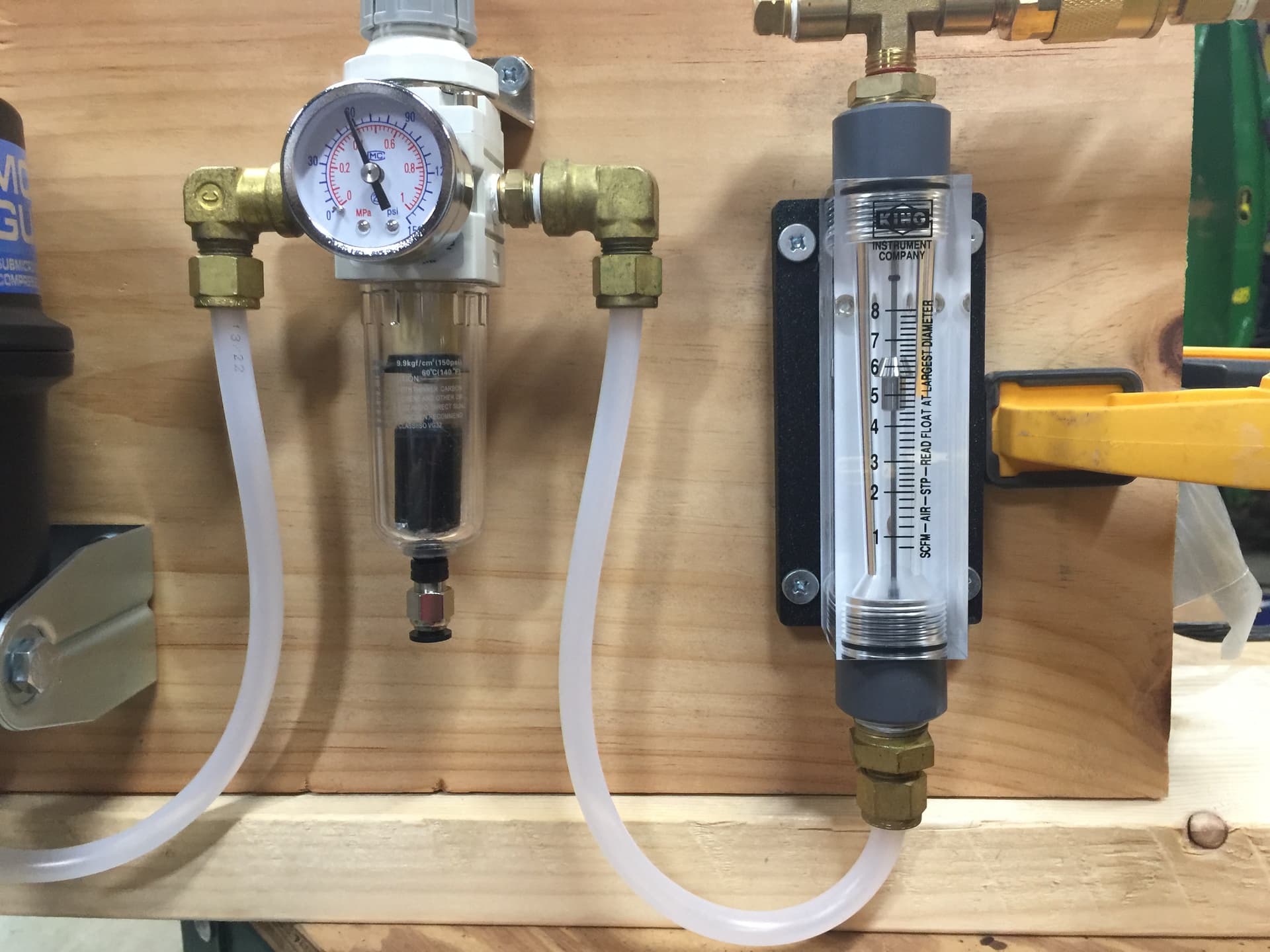
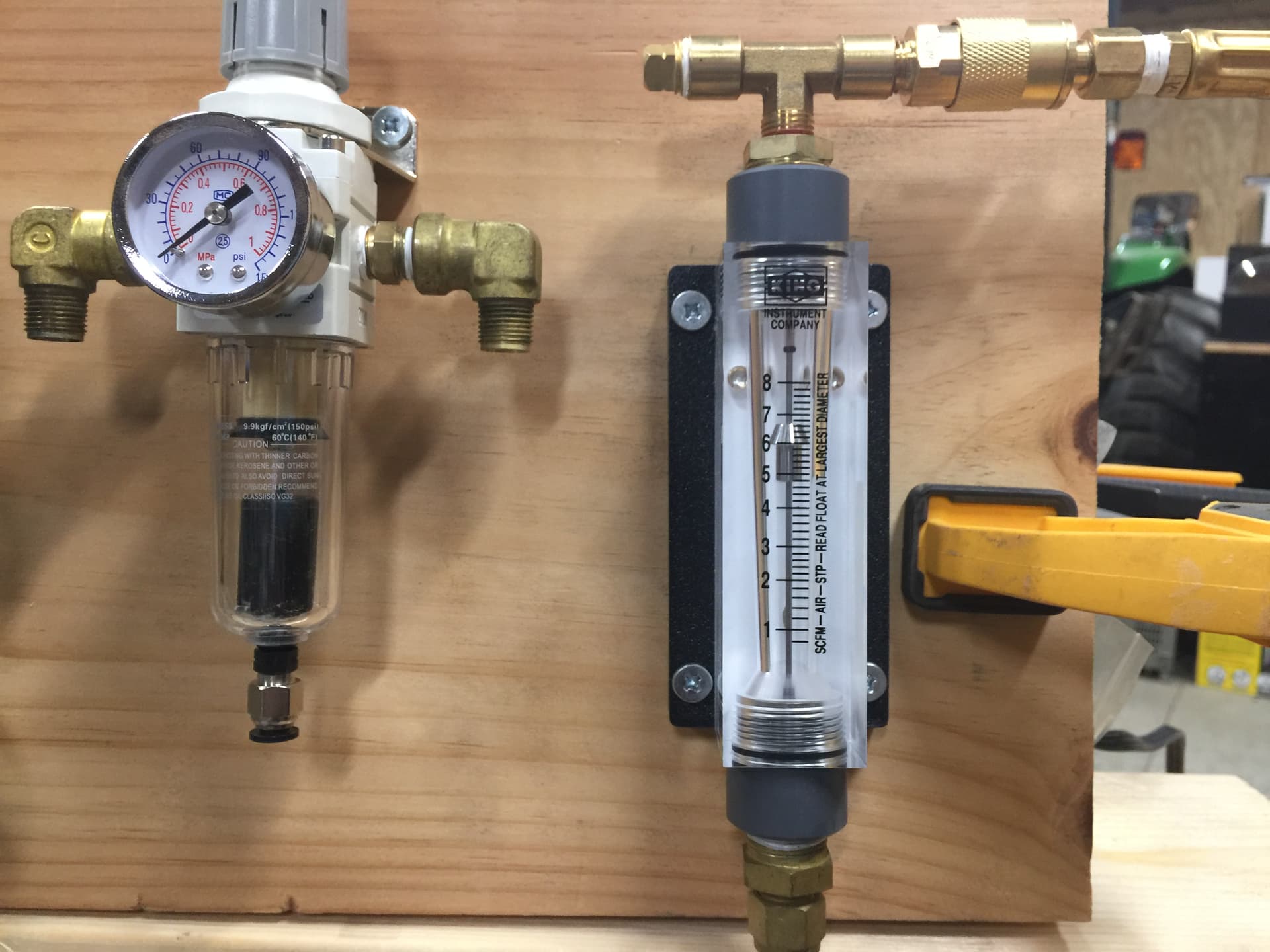
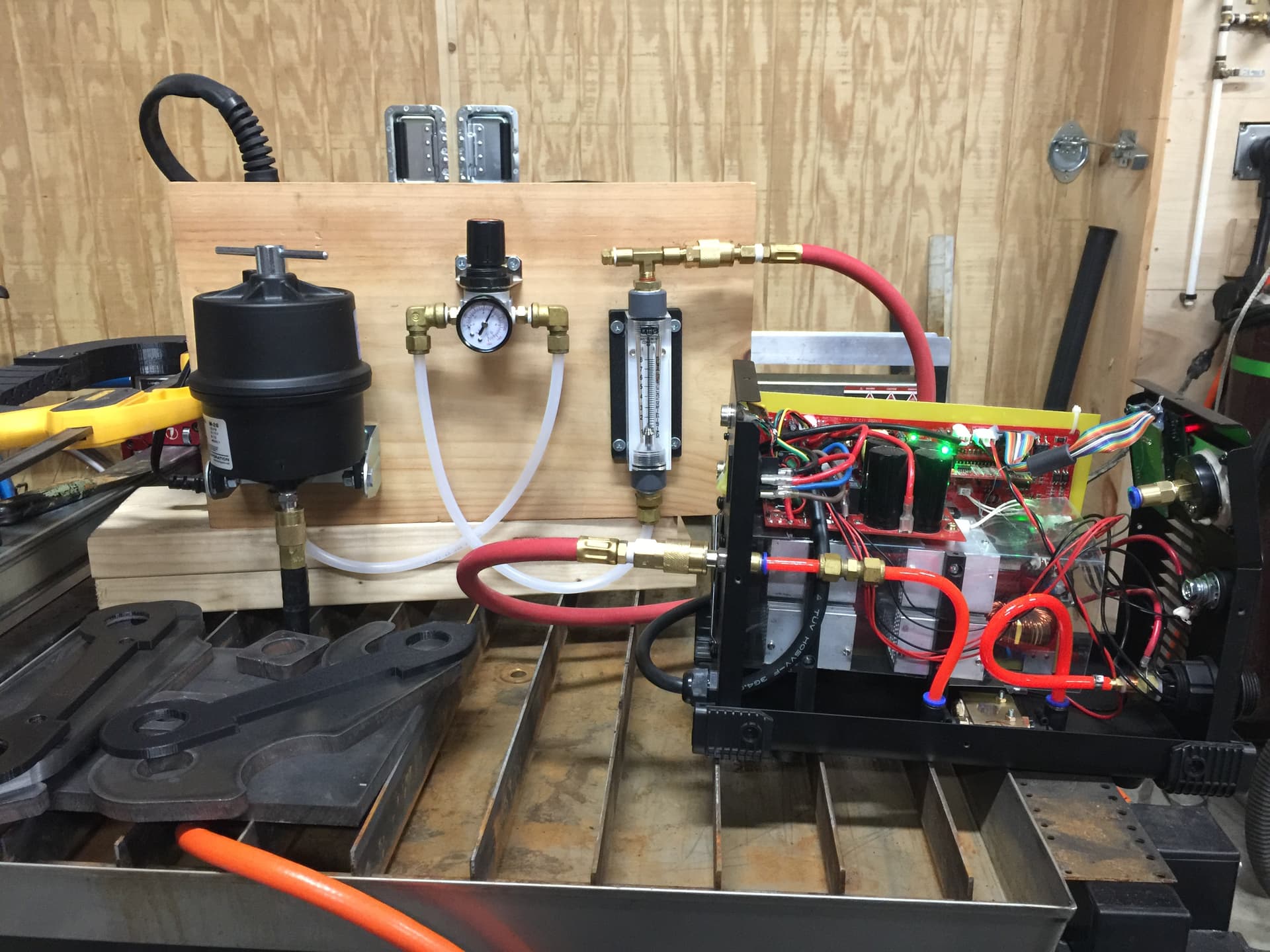
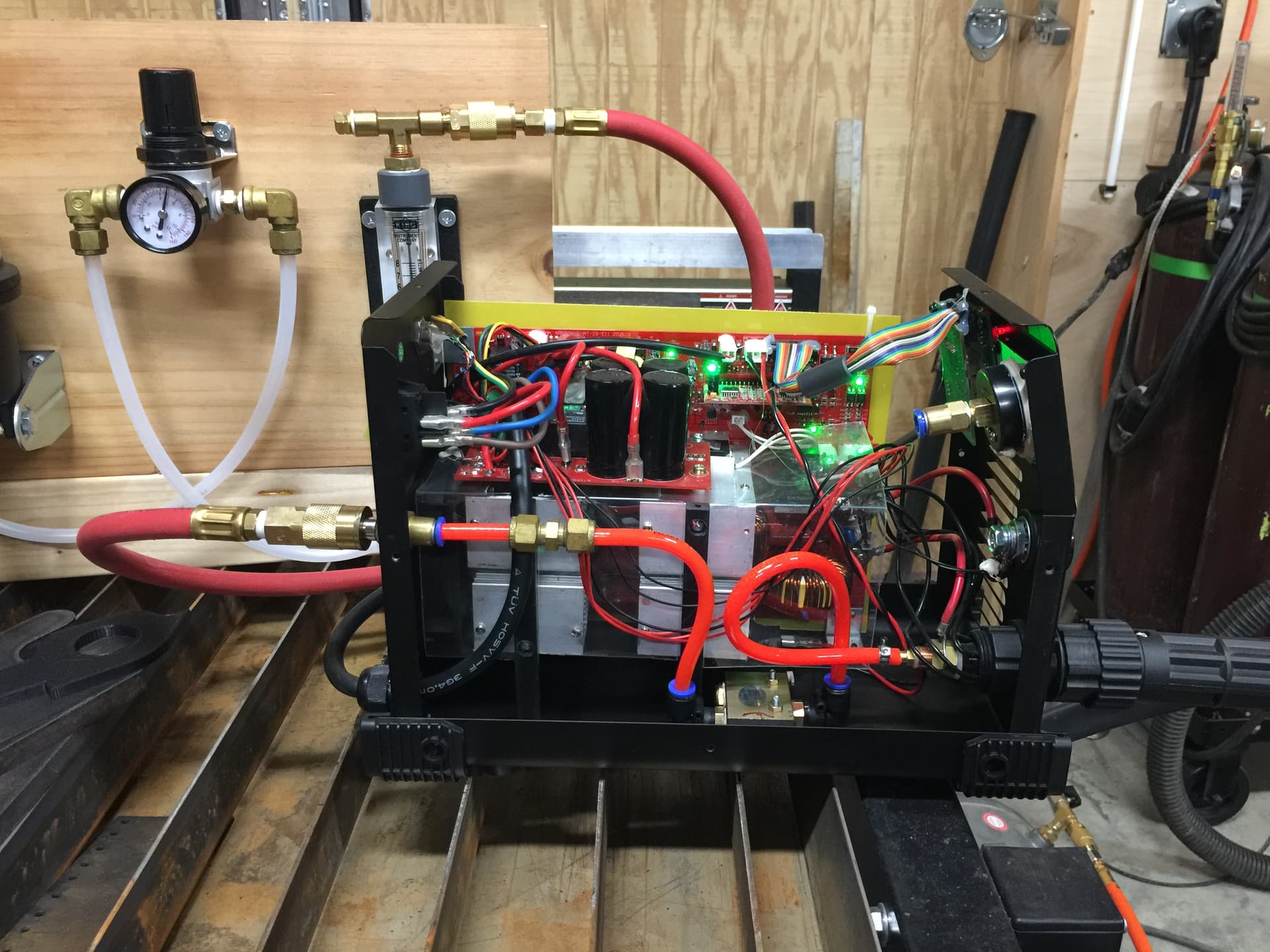
pic of my set up 3/4" from air tank to first filter then all 1/2" fittings through rest of filter system.
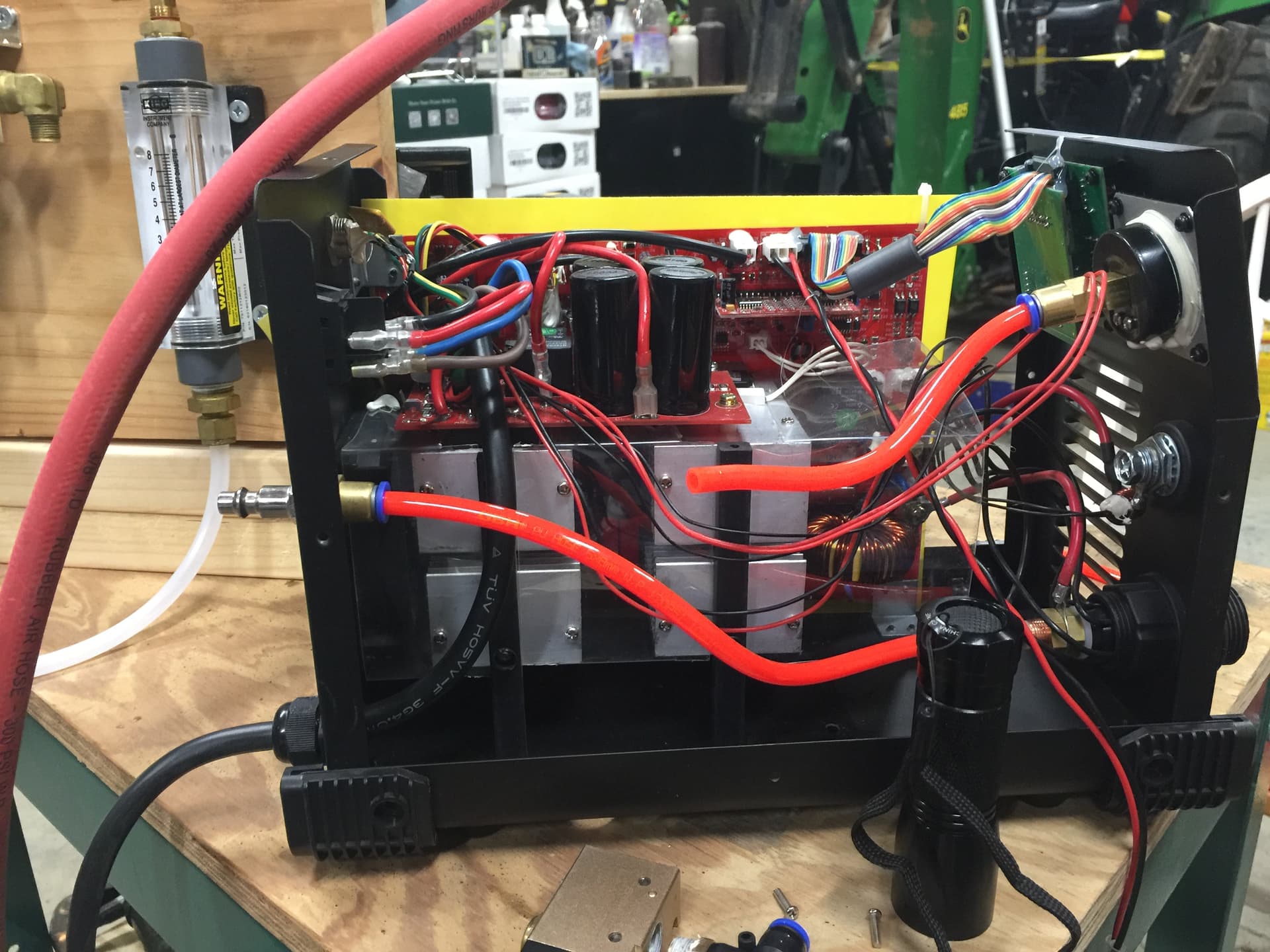
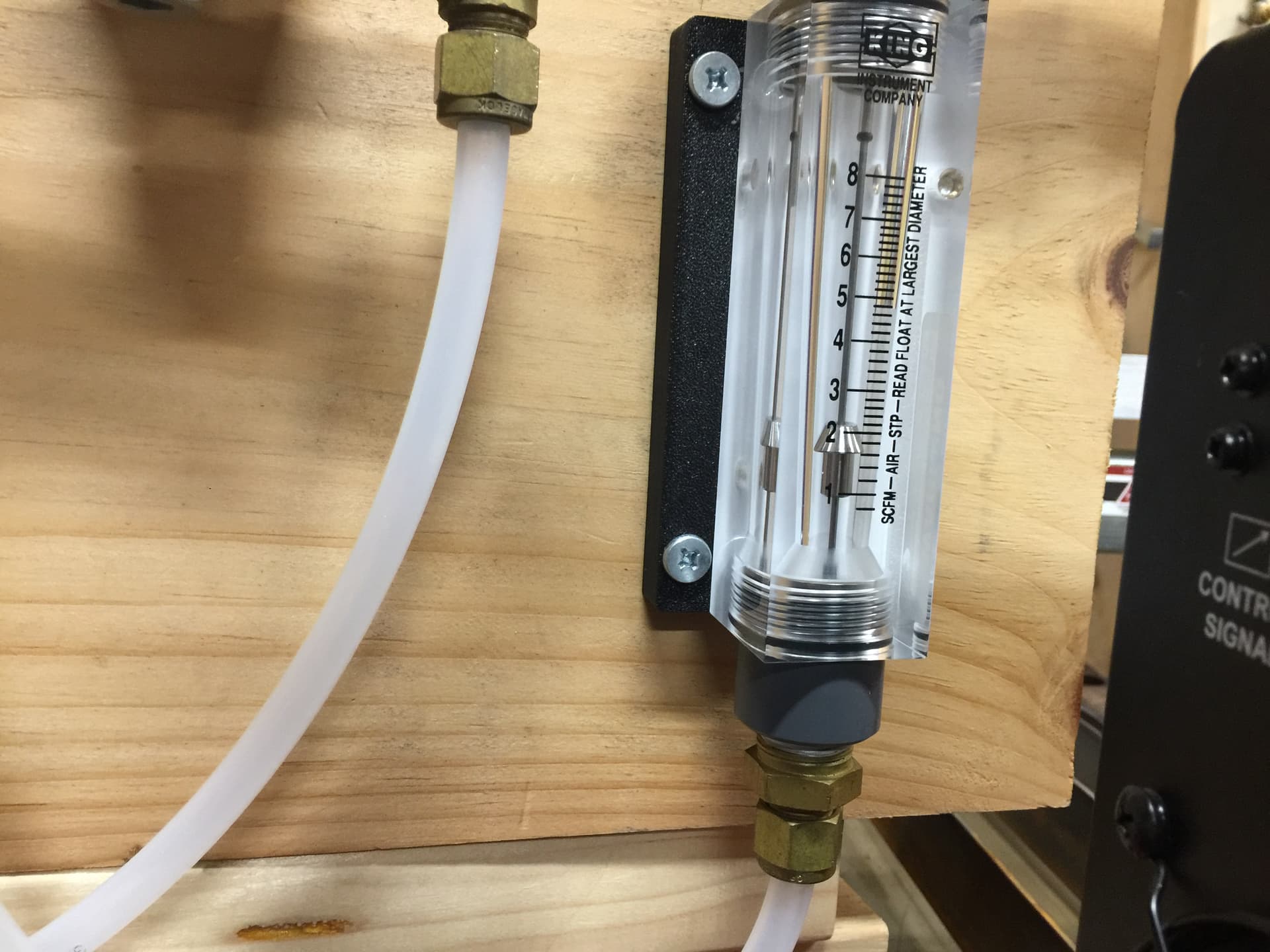
Sure, 1/2 all the way is better than 3/8 but I tested max cfm with air switch removed (see previous posts) and venting inside the cutter. The air plumbing setup can deliver at least 6+ cfm to inside of the cutter and hold better than 60 psi easy. This is actual measured rate with a quality flow gauge. The restrictions are after the inside cutter air input (air switch, front connector, torch lines, etc).
1.6 cfm ~= 45 lpm which matches the “air flow rate” in the manual. I’m getting the impression that while the cut60dn/PTM80 “can” cut 1/2 steel, the cut rate is much, much slower than higher quality plasma torches. Heh, it will cost me $3k to find out. LOL.
To add to all the info on the Hynade plasmas
I have the cut 80 and I’m a electronic tech and have disassembled the cut80 and have analyzed the circuit and construction quality including parts used and can say after seeing the insides of the cut 60–they are completely different inside with the cut 60 looking way less robust, not that it didn’t cut the 1/2" but looks like it is at it’s end of capacity on 1/2", the cut 80 has a higher output current and voltage and is a better match for the 80 amp torch, look at the reviews on amazon on the cut 80 and you will see a guy who cut 1" without dross–so don’t discount the Hynade cut 80 for thick stuff !
The original poster is trying with some success to use the 80 amp torch with the 60 amp plasma, I’d try the Hynade cut 80 before paying 3K for a Hypertherm !!