So I’m not exactly sure what’s going on here but I’ve noticed that lately my cuts seem to be getting progressively further and further away from the work until all it’s doing is producing slag on top of the work and then eventually just cutting out the torch.
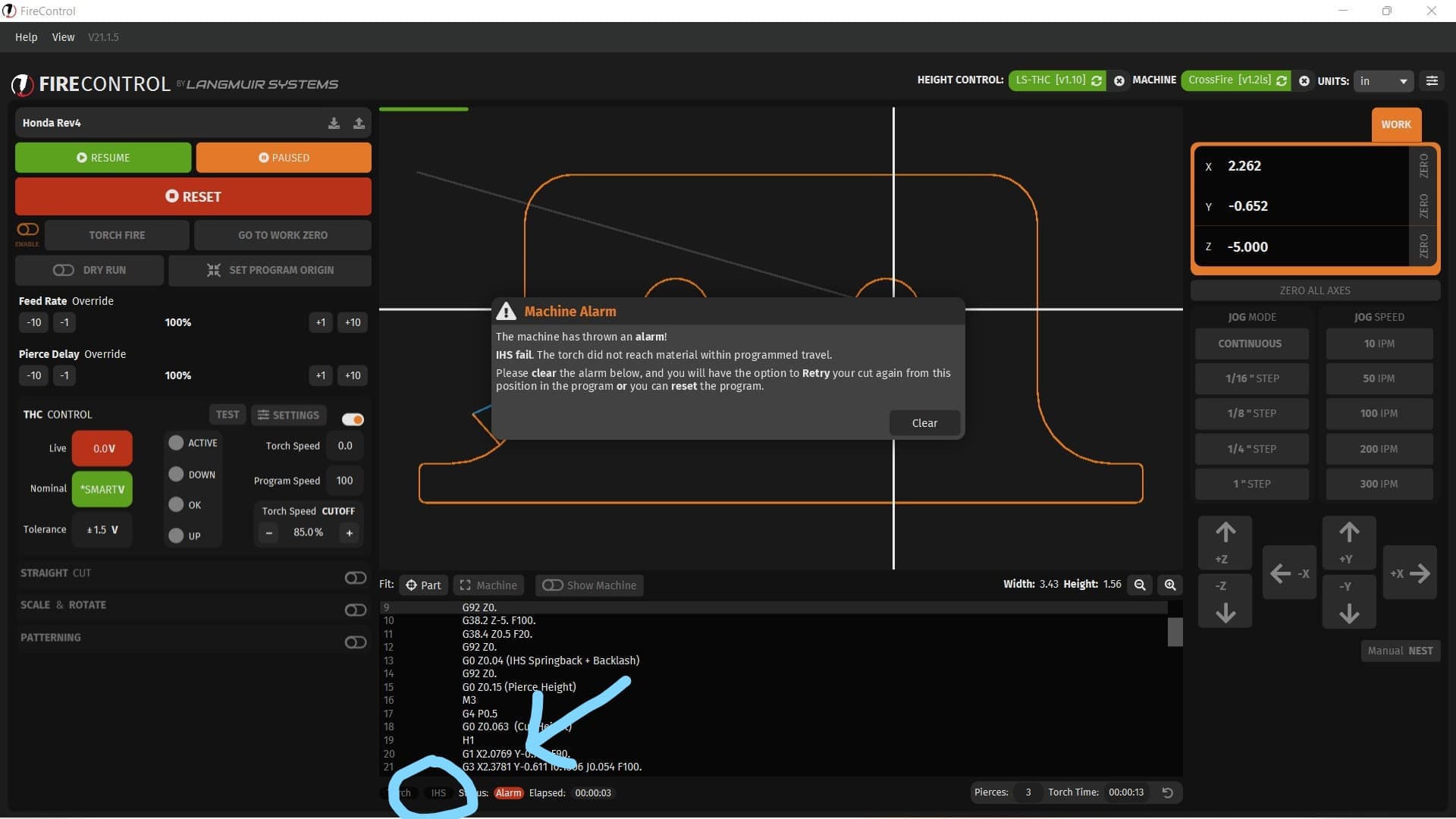
Reset the THC control defaults and then watch the Firecontrol screen during the cut. Specifically look at the IHS light on the screen. If the IHS light turns green at any time after the cut has started, Firecontrol thinks that the torch is hitting the metal and raises the torch by .060". It will do that every time that IHS light comes on during a cut, until it gets too high and the torch goes out.
The IHS light comes on whenever the IHS switch opens, which is only supposed to happen when the torch contacts the workpiece. However, if the Z axis rails are dirty or the rollers don’t roll smoothly, the Z carriage can hang up and cause the switch to open.
The IHS light will also come on if the connection to the IHS switch is broken. That can be caused by a loose IHS wire connection. Several users have reported that the IHS wire was not properly connected to the switch on their Z axis assembly and that caused intermittent issues.
The IHS light in Firecontrol should only come on when you lift the Z carriage. The IHS light is on the bottom of the screen. It’s all grayed out on this image, but the arrow is pointing to the location of the IHS light.
It’s not surprising that the “active” light stays on all the time with the settings you have. .5v is not much tolerance, so that alone will have it active most of the time. Changing the smart voltage distances to .05 doesn’t give it enough time to establish a stable voltage to work with. You may still be reading the higher pilot arc voltage and the THC is lifting to try to maintain that voltage. The default setting allows the torch to move far enough for the voltage to become stable before letting the THC take over.
I see, so I have reset the settings to default, to remove any issues I may have introduced.
It got better by making the timeframe 300 cycles instead of 10, so there is something in that if that makes it a slight bit better.
The IHS light you are discussing doesn’t come on when cutting no. So it’s not that being an issue.
That said, since I hit reset on the THC and removed all my settings, even getting it to establish an arc at all is damn near impossible. It suddenly doesn’t want to cut 99% of the time.
Well, probably 20% of the time it cuts, I get maybe ⅕ presses of the go button to get it to actually work.
Zero idea what’s going on now, as it was running great, same settings on everything for weeks, suddenly today I start getting a plethora of dramas.
I’m not sure what would suddenly cause the consumables to turn bad though? And the cables have the same slack they have had since I installed the machine.
All the issues seem to have suddenly appeared, and none of the standard troubleshooting seems to be fixing it.
Consumables may have been bad. You could have had another issue then it cutting bad trashed them . May want to clean swirl ring and stuff make sure electrode moves freely. Video looked to me like pilot arc didn’t transfer . I was thinking plunge rate to slow why 8 asked about the codes.
Not likely to be that many bad no. I have to weld on night shift I will ponder on it hope you can get it figured out soon. Do you have a hand torch wondering how it would cut by hand?