So before I show the issue just want to go over my details:
PLASMA:
RazorWeld 45
PTM60 Machine Torch
40A Shielded Consumables
Consumables are Fresh at time of this issue
160ipm
Machine has 80 psi @ idle, 75psi while cutting
Cut Height .05”, pierce height .12”
AIR SUPPLY:
~17 SCFM, 80 Gallon Compressor
Air leaves tank, 6 48” drop legs of 1” copper, goes to oil separator and desiccant filter (desiccant was fresh and blue before cut), goes to Refrigerated Air Dryer running 34 degree F, goes to Eastwood CFS Desiccant Dryer (cartridge was fresh and new) run through ~10 ft of rubber air line to a MotorGuard filter (stays bone dry) goes to 1foot hose, enters plasma cutter
SYSTEM:
Latest FireControl and THC
Laptop, unplugged
THC is enabled, running Smart Voltage
MATERIAL
16 G Hot Rolled Steel
FILE
You’ll see the file cuts perfect one time, the other time the issue occurs
Ok fun stuff is out of the way now, now for the pics.

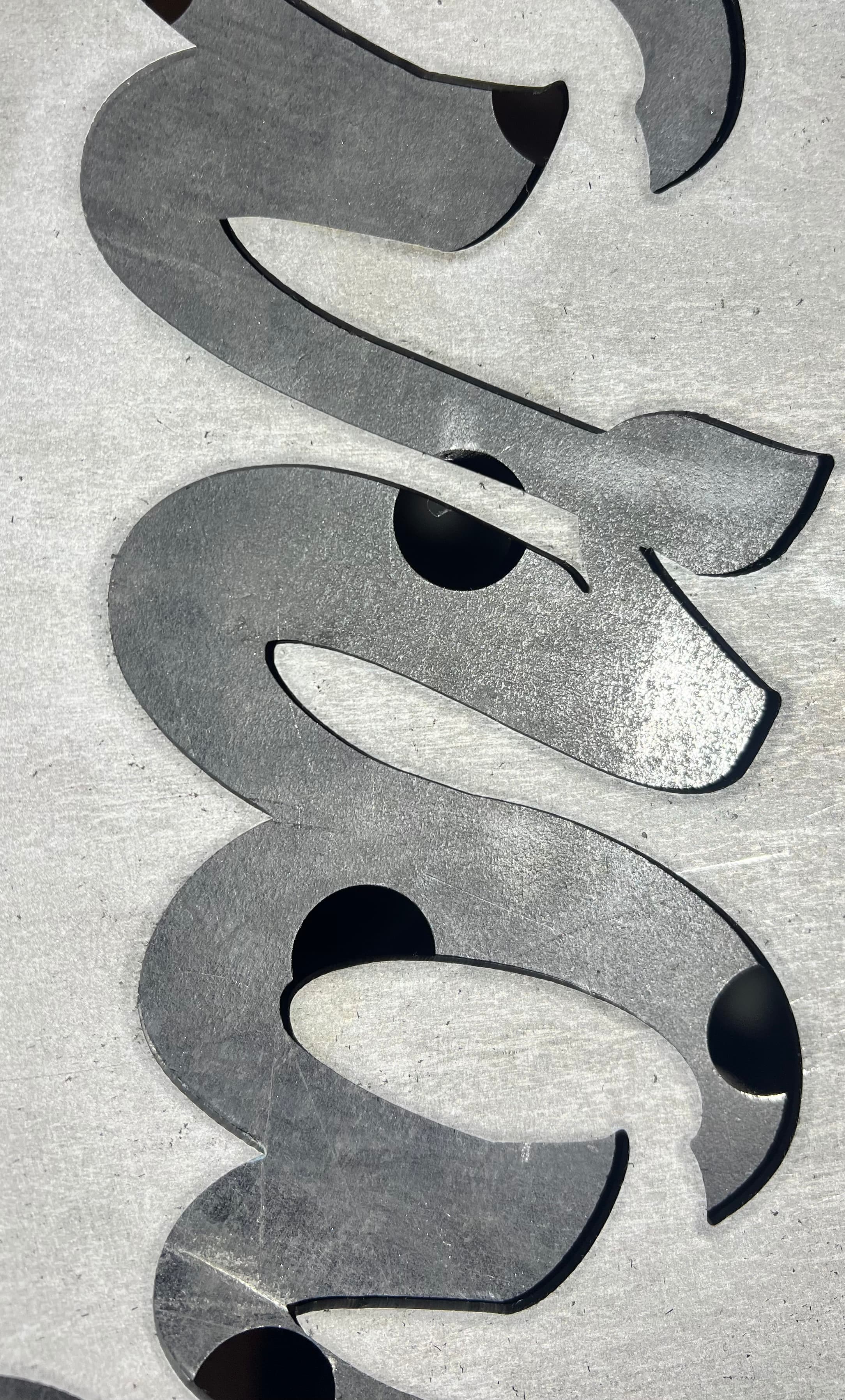
Here you can see where the jaggedness starts, goes from perfectly smooth to jagged


Here’s how long it stays jagged, you see it stays jagged in all directions


Here’s where it ends, just turns a corner and butter smooth again.


Here it comes up suddenly then goes back away.


Then whatever this crazy wavy thing is, was supposed to be smooth, nothing like this.
EXAMPLES OF GOOD CUT (done after bad one, with same consumables that were in there, lowered to 140ipm only change made, but I’ve had this happen before while keeping speeds identical)

Soooooo, opinions on a possible cause?