I am still not up and running as it should.
I recently bought the hypertherm 45 XP with cpc hoping this would solve my problems. But no
I am very close on giving up on this machine…please help.
I will post my recent cut from today. I filmed the screen with OBS and filmed the table with my phone. I will also add the gcode file.
I already did lots of trail and error. I am running out of options.
Aas you can see, I have the workclamp on the workpiece (and believe me, I’ve had it all over the table). I increased the piercedelay because of my hypertherm. I did different cuttingspeeds, different cutting heights, pierce heights, etc etc.
My setup:
Crossfire Pro with THC
hypertherm 45xp with CPC port and the Langmuir cpcport-cable to connect for the THC
working with sheetcam to make the g codes
Firecontrol V21.1.3
Why does it say 50800 in the program speed line. I know you are working in metric, but there is no conversion that I can find that makes that an acceptable program speed. Converting from MM/M to IPM that is 2000 IPM.
Maybe try a simple cut ready file at a speed that’s less than 300 inches per minute.
You must have had some success cutting in the past cuz you made those pyramid slats. (Were you using the torch height controlling during cutting these slats previously?)
I don’t know where that 50.800 is coming from.
In sheetcam I set the plunge on 1500 mm/min and the speed on 2000 mm/min
I can find the 2000 mm/min in my g code file, but I cant find the plunge speed in my g code file, neither the 50800.
@TinWhisperer I don’t think my THC issue is solved yet. But I don’t know what to do at this point.
I will draw a more simple drawing and make the cut and film it and post it here. I really hope I can get this machine up and running.
And yes, I did make some cuts in the past. But I had to push the RETRY button a lot. You don’t want to know how much steel went into the garbage before I had some slats
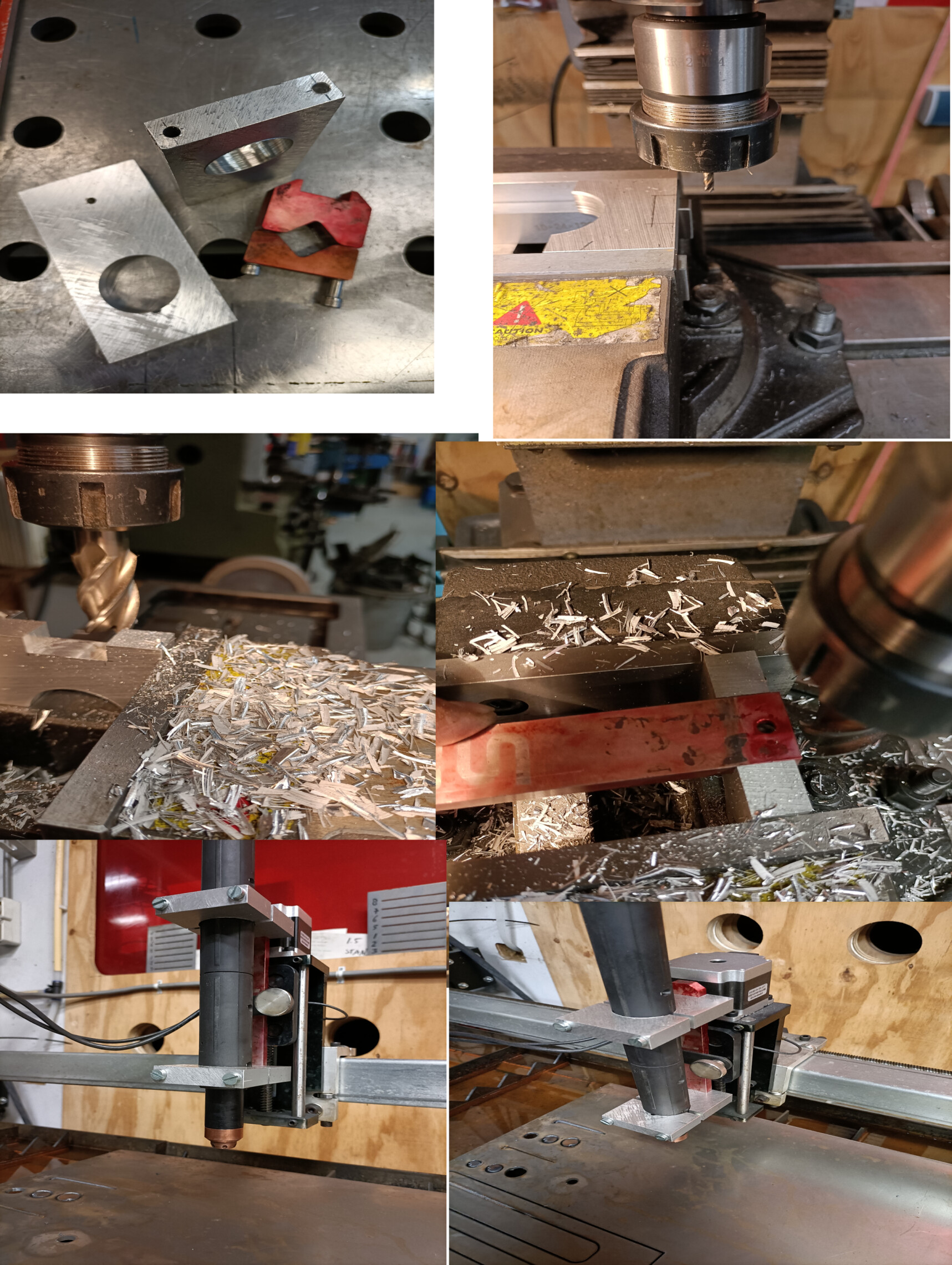
as Bill_A mentioned, you should be clamping on the body of the torch and not the nozzle. you should really be using a machine torch holder which will clamp down on the body in 2 positions.
clamping too tight on the nozzle end will give you problems.
Thanks for the replies so far. I wasn’t able to do more test cuts yet. But I found the time to upgrade the mounting. The original mounting was to small and as I live in the Netherlands, buying the machinetorch mounting from Langmuir would cost me a week.
@TinWhisperer
I really really really appreciate it that you dug into it like this. So many thanks for that. If I’d lived in the United States, I would sent or bring you some flowers (or tools might be better)
To all the others that took the effort to look in to this topic I would also like to say: many thanks (@ds690 , @Bill_A , @nicaDd). You are the best.
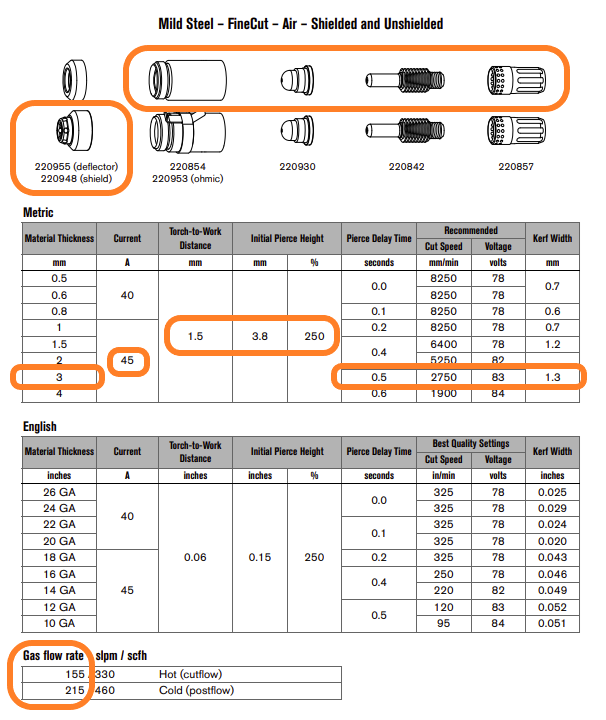
Today started with checking the consumables. I found out that I used the diffuser 220857 instead of the 220947. But that didn’t seem the problem.
After that I asked my twelve year old daughter to film the gauge at the aircompressor as I was making cuts. Than I found out that the pressure went down to 5.5bar before the compressor came back on. So I did some adjustments on the compressor so pressure stays on to a bit above 6bar.
And believe it or not. Been cutting al day and no more ‘Lost arc’ error or any other error. I can’t fully believe it yet. But it looks like I am up and running. Did 3mm cuts, 1.5 mm cuts and the machine went on and on without any problem.
So the problem was definately the airpressure. Maybe in relationship with the torchmount as well.
So once again: thanks to all of you out there.
If there is anything I can do in return, let me know. I am a happy man right now.
It’s amazing what a small change in air pressure can cause, so glad to see you’ve got it figured out, I know when I got mine running properly it felt awesome