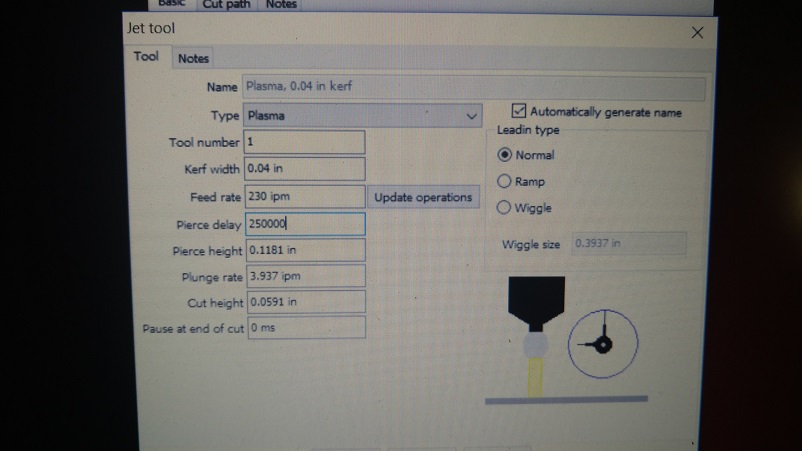
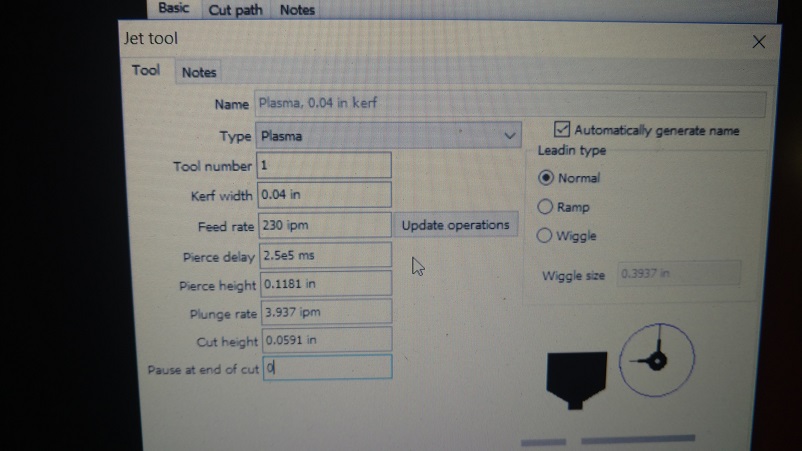
Then when editing your tool setting in Sheetcam where it has the pierce delay box for 1/4 sec you will add 250000 I know that there is only 1000ms in a second and it doesn’t make any sense to me but it works. I wonder if someone messed up on a decimal point or if they thought there were a million ms’s in a second?
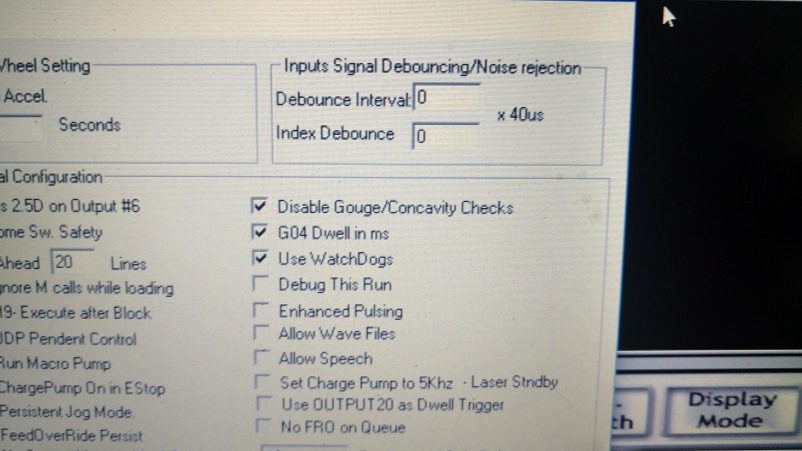
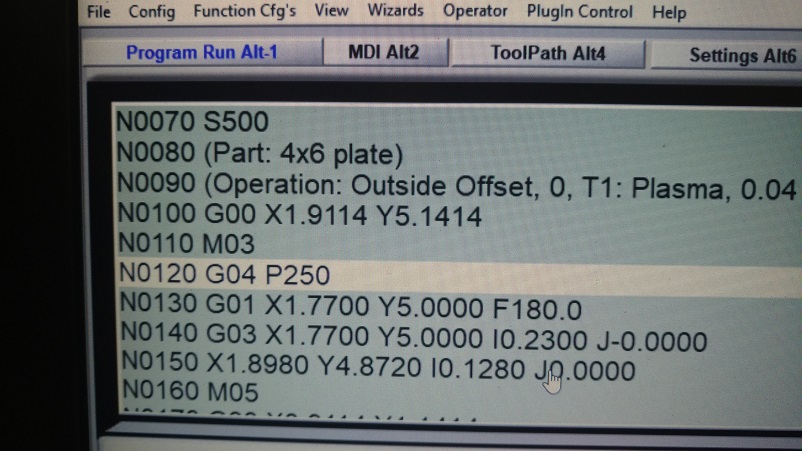
Then with it opened up in Mach3 if you scroll down to your G04 code you should see that it has a P250 behind it and as long as your Mach3 software is configured to treat the “04 Dwell in ms” then you should be good to go.
I came over from the other post that I hijacked. I am still running into issues with this. I wonder if it is specific to the cutter/Hypertherm 45xp. I can’t get the pierce delay down below 3 seconds, almost 4. no matter what I change it to or what I’ve done. I wonder if there is a setting for the pre-flow of air?
no it has been like this since the beginning. I just checked - no pre-flow. I mean the cutting part of it isn’t bad, but the pierce holes are pretty big and noticeable and I wonder if it’s because it is sitting there for almost 4 seconds. I have changed the other pierce delays in the .tap file to see if that would make a difference. No matter what I do it always delays that long.
I love the way this thing cuts. I just can’t figure out why I can’t edit the delay. One of the reasons I purchased this cutter after buying an Everlast was the cut quality - now to see that the pierce delay, on my end, isn’t configurable.
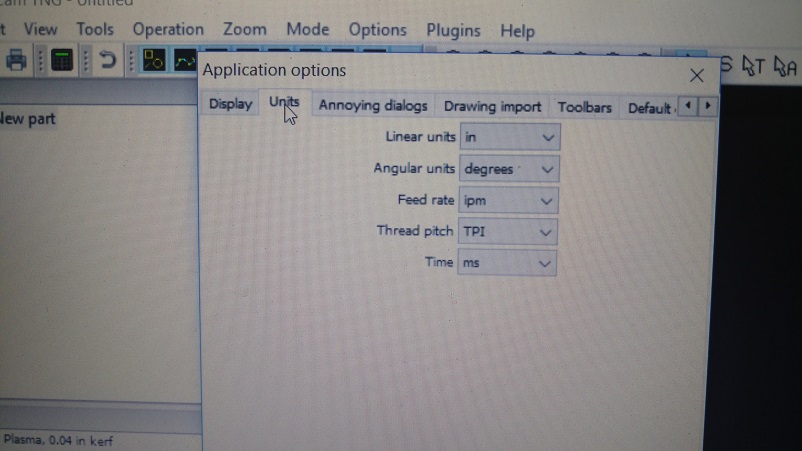
What post processor did you select for sheetcam, it sounds like it may be waiting for the z axis to travel down I am fixing to leave work and it takes me about an hour and a half to get home then I will look and see what post processor I chose, I believe there is one for mach3 with no z axis and I may have chosen that one but it has been a while and I already packed up my laptop I am also sending you a pm.
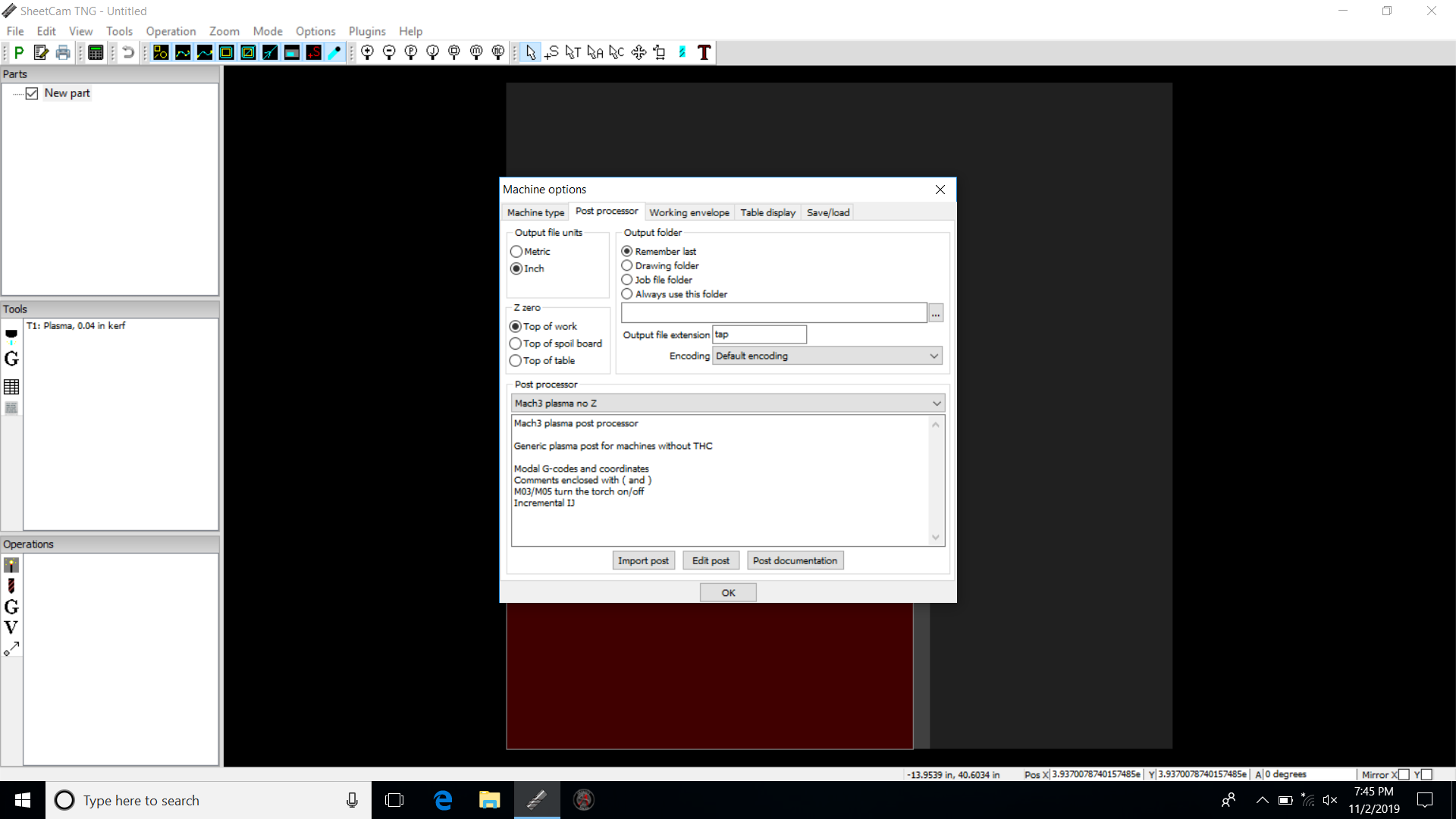
Not sure if you’re still on here trying this tonight or not but I just got home and checked the software and this is what I have chosen for the post processor in sheetcam.
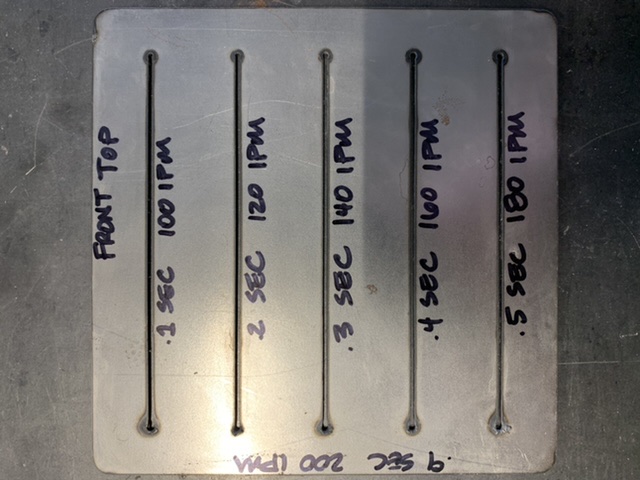
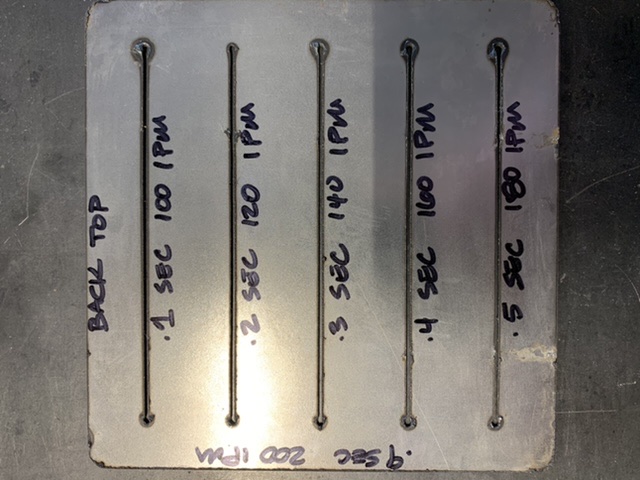
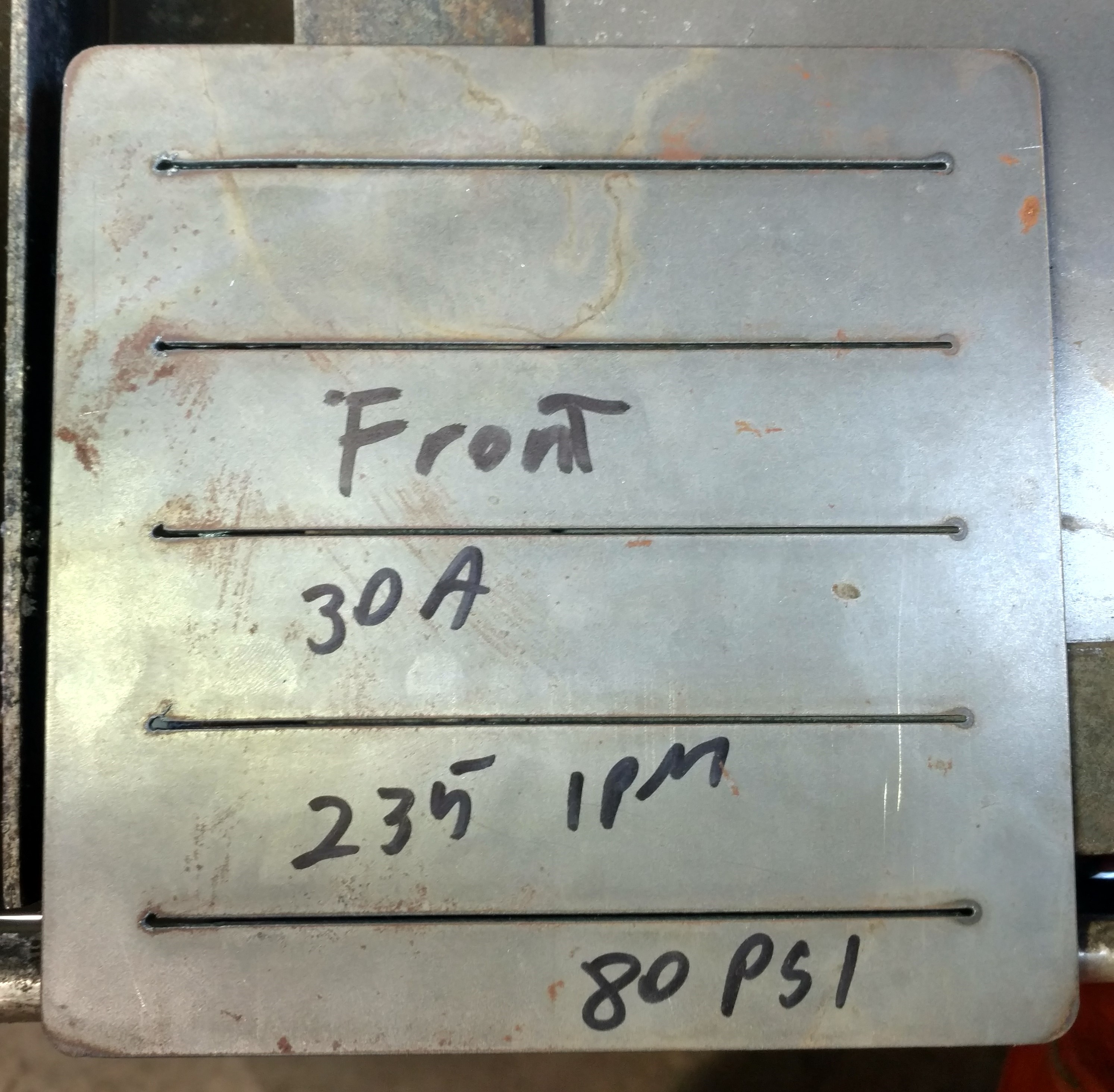
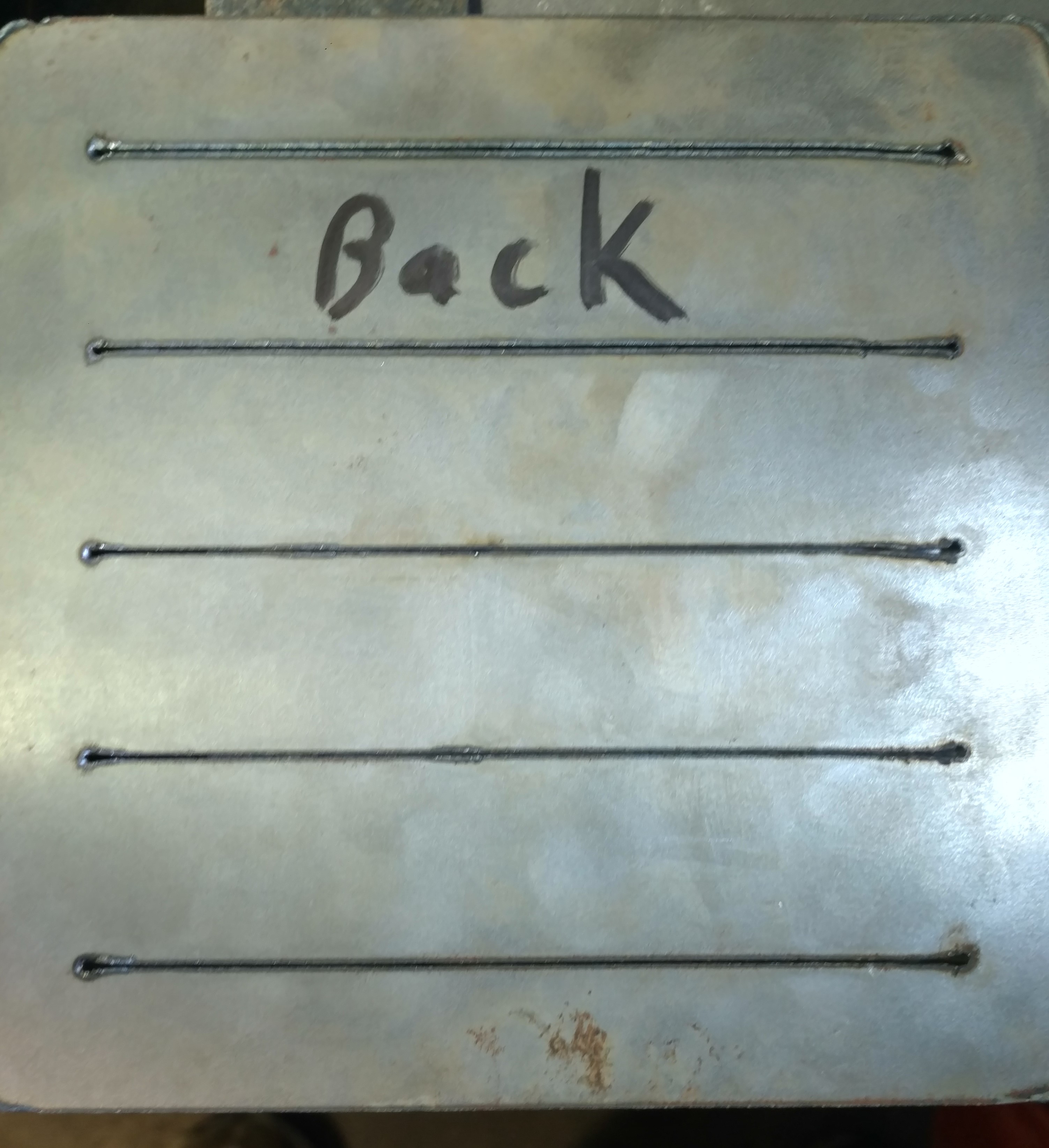
Gunny, download this file and change the .dxf to .tap then load it in your mach3, it is a simple square 6x6 with 5 lines, I use it for finding the correct speed and setting for new steel. I currently have it set for the following
Line 1 = .1 sec pierce at 100 imp
Line 2 = .2 sec pierce at 120 imp
Line 3 = .3 sec pierce at 140 imp
Line 4 = .4 sec pierce at 160 imp
Line 5 = .5 sec pierce at 180 imp
Outside cut = .9 sec pierce at 200 imp
Then it should return back to 0-0 and rewind the gcode.
You should see a slightly longer delay in each line with the longest delay on the outside.
Ok so I used the post-processor that Donald suggested and IT WORKED!!! I have a 600ms or .6 second delay on my pierce and it worked perfectly. I am going to use the file that Donald posted/sent so I can just test and watch some of the pierces, so I can get a good idea of what I want to use on the metal I’m using most of the time - 16gauge.
I almost want to hook up the Everlast and see how she runs.
My only question is where did this come from? Was it something I did, most assuredly?
Anyways, I feel like now I just went and upgraded everything.
Thank you guys for the patience and trouble-shooting.
Those look awesome, makes me think that maybe I need to go with the hypertherm? I’ve got my Primeweld 60 cutting cutting good but nothing like that on the backside.
now you can breakout your feeler gauges and see how wide your gap is on the one that you decide to use and enter that in sheetcam then you will have the kerf set properly.
Don’t have any 16g material because my friend’s wife works at a fab shop that had 7000lbs of 18g material in 19.5 X 30.5 inchs, for twenty cents a pound so guess what I’ve been cutting.
Here is the cut sample that I settled on the other day and I really think that it is pushing it a little and I have slowed down to 220 ipm since then and it is cutting good for what I am cutting.
yeah your lines are pretty clean compared to mine. I was going pretty much the book setting. i would think raising the air pressure would make it worse.
Mine actually got better with more air, you can also take your swirl ring out and flip it over and see if that makes a difference, they are directional and it can make a difference. Mechanic on this forum has allot of info about the consumables and what you need.
I forgot to tell you that I am using a 40 amp shield and they came from Mechanic, I haven’t tried any of the fleabay tips but as long as his are working then I’ll keep going back to him.
I’ll see if I can get some 16g later and see what I can come up with but not sure when that will happen.