I’m having trouble getting a clean plasma (Razer 45) cut on aluminum alloy. The material is 1/4 in thick. I’ve been messing around with PSI, voltage, speed, etc. but can’t seem to get things dialed in.
Any advice on a troubleshooting workflow?
Currently, I’m doing my settings in Fusion 360 only.
To start with I would be running that thing maxed out at 45 amps.
I would check my nozzle for any tiny blockages which is common for aluminum cutting and I would check for deformities. The hole or orifice of the nozzle must be perfectly round.
You will also need very dry air. All operations require dry air aluminum especially.
I would try a slightly higher cut height. .1"
And I would start testing speeds between 25 and 40 in per minute.
Absolutely make sure your material clamp (ubiquitously knowing as the ground clamp) on the material being cut.
Depending on how complicated your design is you also might want to add some feed optimization to slow it down on inside radii.
Again, thank you. As someone brand new to this hobbie I’m very thankful for the guidance. Do you think this would be a good starter setup to deliver dry air to the torch?
Every other heavy use I change out the cartridge and repack it with fresh beads. This is maybe a little excessive.
But since I’ve bought in mine Eastwood rebrands this same at a reduced cost.
You’re going to want to cool off the air as much as possible before it reaches the desiccant cell and have a drip tee before the desiccant cell as well.
I would have the desiccant cell is close to the plasma as you can mainly to give the air as much chance to cool as possible.
I would stay away from anything with a quarter inch fitting.
@TinWhisperer from what I read we have a similar setup minus beads do you see yours changing colors often? I have yet to see moisture in my dry air tank. Just curious
Originally that desiccant cell did not come with color changing beads but I had changed the beads out of both the cartridges I have to the blue color change version of beads.
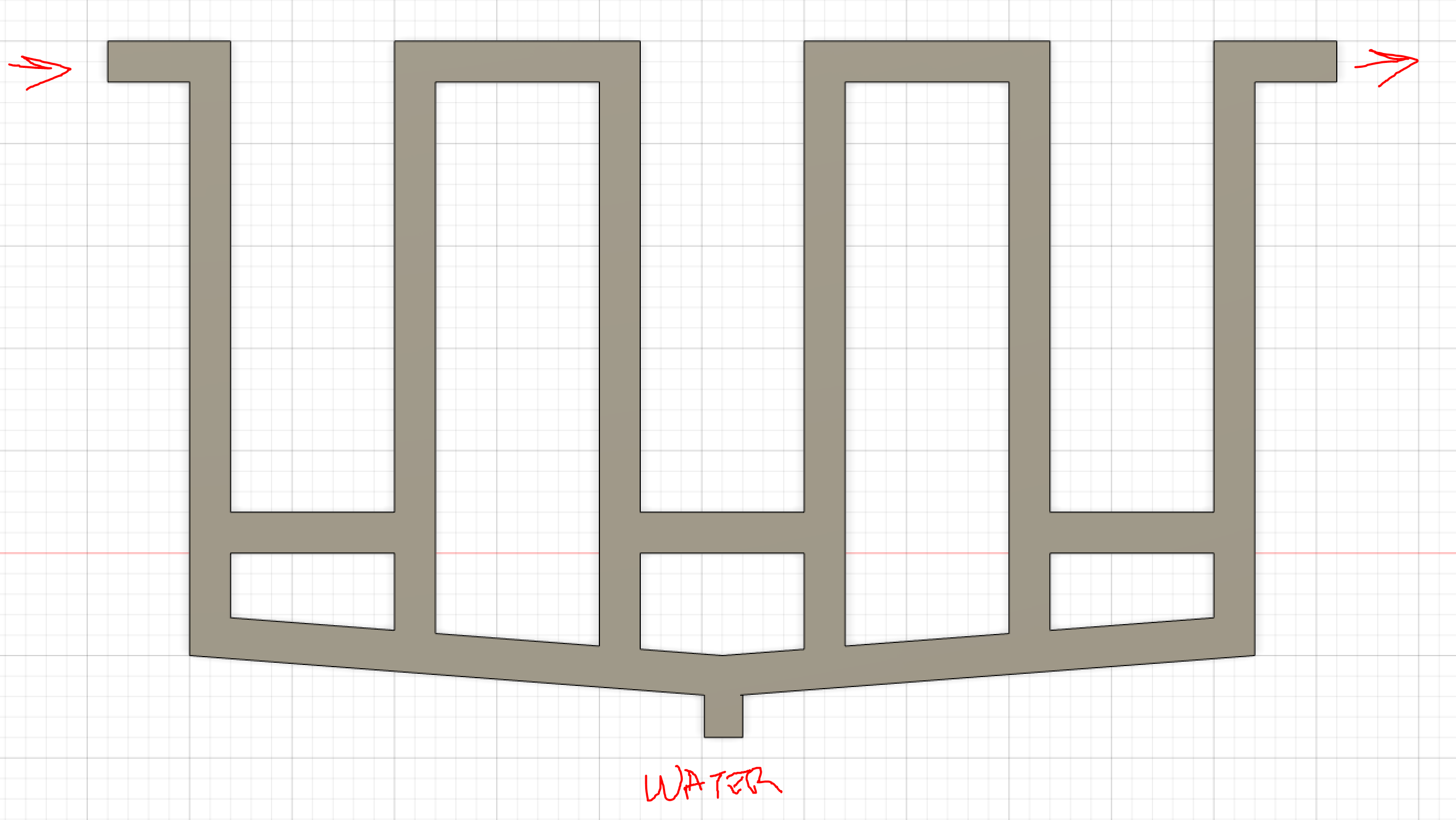
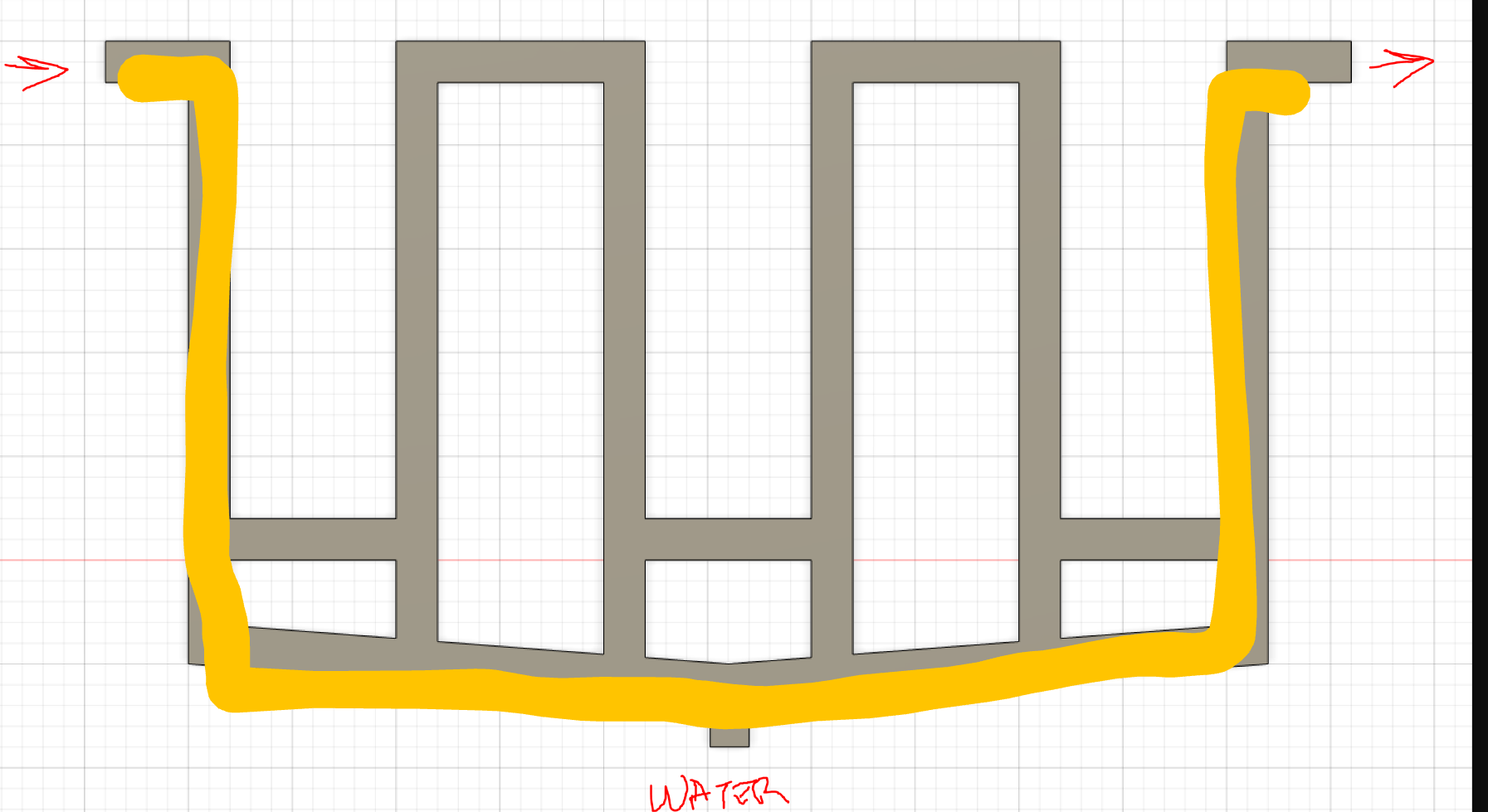
So as the air flows into this cartridge it hits the centrifugal fin style water separator at the top then the air comes in the bottom of the cartridge and the air flows from the bottom up and then out the top and towards the plasma cutter.
So even when you open the canister the top beads will look blue but if you dump it out they’ll be pink at the bottom.
I have two of these internal cartridges that I switch out every other time I do a heavy cut session.
I’ll pop open those internal cartridges and dump the beads onto a cookie sheet and bake them in the oven and then return them back to the cartridge and then put the cartridge in a ziplock bag till I need it.
I don’t see moisture in my dry tank either.
The water vapor that doesn’t condense but still moves through the equipment is the invisible threat to our equipment.
Right and I agree was just curious. Just my way of thinking I would see at least a drop of moisture. I use my powder coating gun for hours at a time including blast cabinet with the table.
Not sure for curiosity sake I may have to put mine back in line to see how much they catch.
Most people put a valve at the bottom of each leg. the air needs to travel through each leg without bypassing any. I used 2 transmission coolers with af an for reach. I would consider the cost each way.
An autodrain on the low side will automatically empty it.
@Phillipw I don’t think his extra bridges will be a problem, most of the useful separation will be on the vertical tubes, but they are redundant, ISTM…
Forget that and just put a transmission cooler on the compressor.
I get way more water out of the separator on the transmission cooler in a single compressor cycle, than all the water I’ve ever drained from my 60’ copper manifold.
I put one cooler between pump and tank. Then did one between tank and refrigerated dryer. Cost for me here was cheaper and in my opinion looks better than copper pipe on the wall.