I’m doing a project that will eventually have 6000 circles cut as a half-tone image screen.
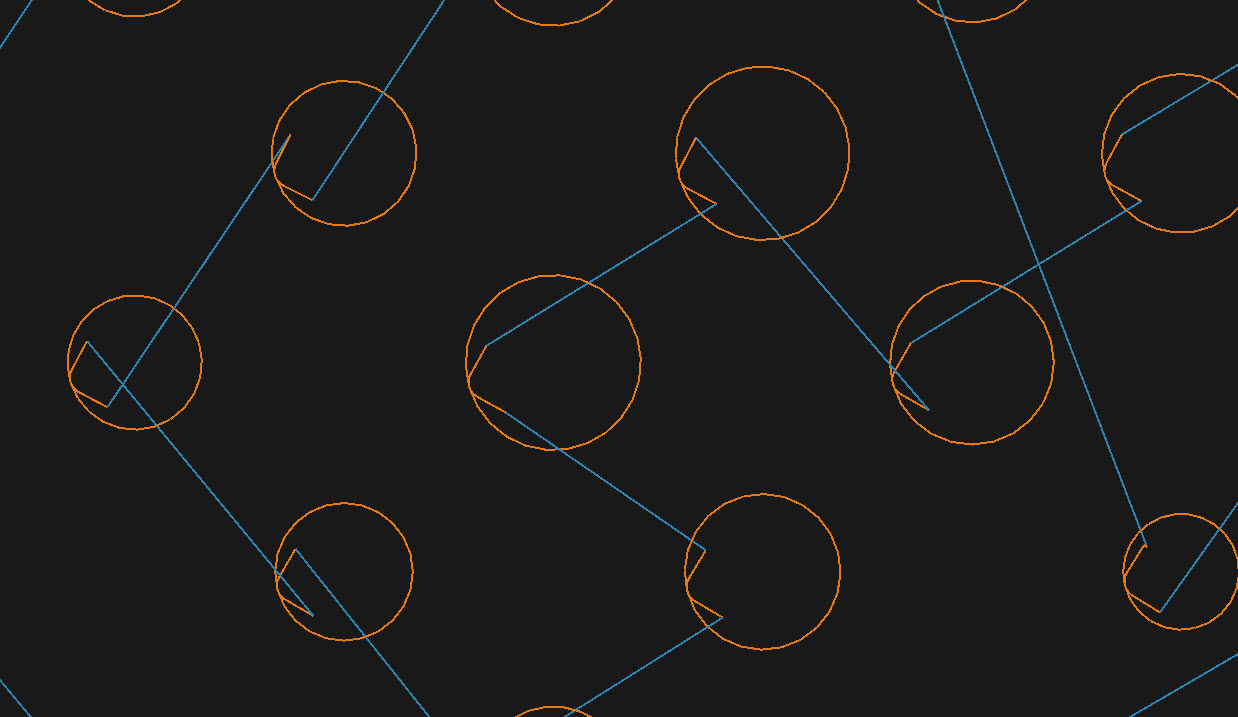
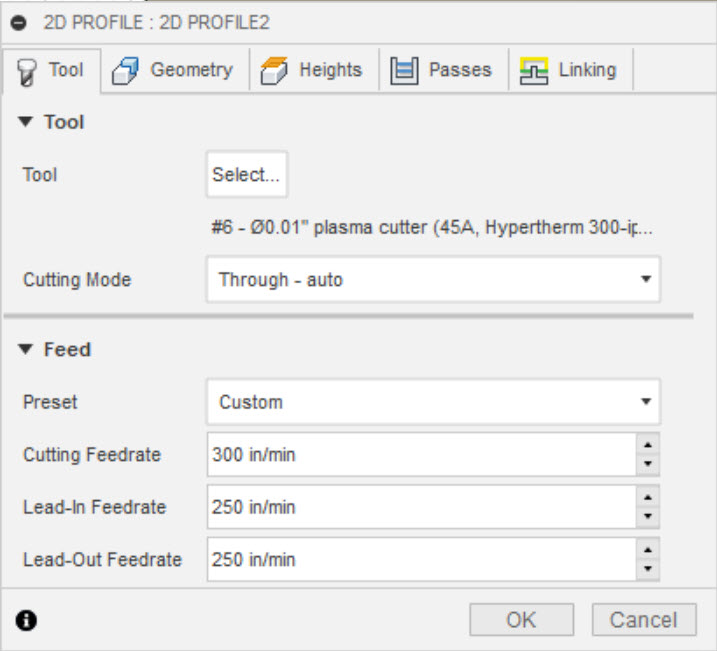
My early tests are giving me less than great lead ins and outs. Using CF Pro, Hypertherm XP45, fine shielded nozzle, 26 gauge coated steel, 40 amps, 300ips cut 250ips lead in and out. Pictures of the cuts and the setting are below.
What might I do differently to improve these cuts.?
Does Fusion not have a “start in the center of circles” option? You might do better with an arc lead in and lower speed. Slowing down for small circles is a common way to get better results. I slow down to 60% of program speed for small circles and arcs.
I would try changing the lead-in angle to 90deg and increasing the lead-in length to .200 or more. Like ds690 was alluding to, get the pierce closer to the center of the hole.
I hope it’s OK to bump an old thread instead of starting a new one. I’m having similar issues to the OP, with generally round looking circles but they have little nipples on them.
I’ve checked coupler screws and lead screws, they all seem snug. I’m using a fine cut unshielded tip at about 37A, 75PSI of clean dry air. I’m wondering if I need to try some different lead in/out settings. Interestingly, it appears that the circles have gotten worse using the same settings, which makes me think it’s a hardware matter.
I’ve also tried doing just a pierce in the center of the hole locations to drill out later. But, I either need better drill bits or the material is just not drill bit friendly. My M42 bits have a hard time getting through quickly.
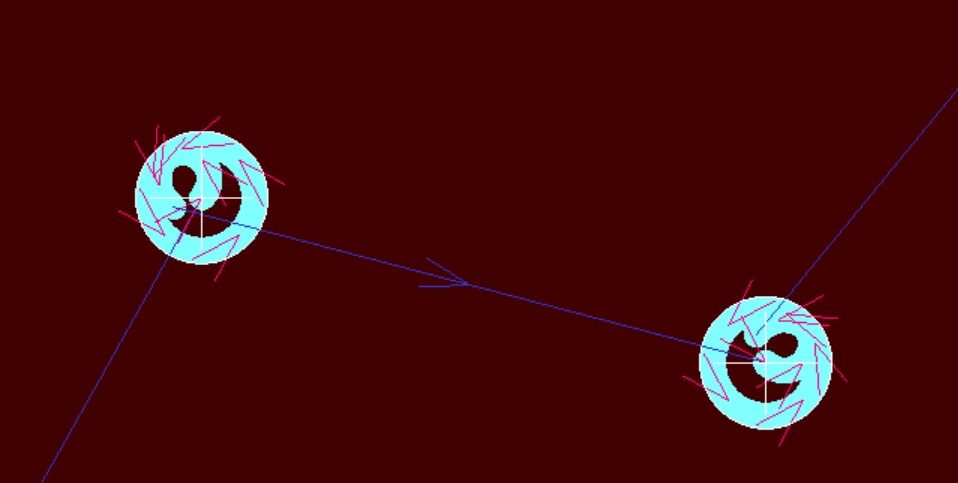
It would be nice to see the tool paths to see if Sheetcam is recognizing your holes correctly and starting at the center.
I’ve had issues with files that I created in Inkscape, where it didn’t show them as holes with a center point. In those cases, it just treated them as en ellipse and used a regular lead in.
If it is starting at the center, it might be that your lead out is too long.
Does your path rule slow down to 60% for small holes?
Yes, I believe the circle rule is about 60% of feed rate. You do make an interesting point about hole centers. I design in Inkscape, then transfer to Sheetcam. In Inkscape, I delete all of the holes so they’re negative space. Maybe it would be better to leave circles on top of the drawings?
I do notice that the lead in does NOT, in fact, begin in the center of the holes. But, sheetcam shows a crosshair in the middle of the ‘hole’.
I’ll play with something now and see what that looks like. But what I find confusing is that I’ve gotten pretty nice small circles previously with the same design methods. This is why I think there’s something becoming more loose as it’s cutting. Straight cuts, squares, everything but small holes are about perfect. I will need to move the table off of the wall tomorrow to check the couplers at the back of the machine.
For anything thinner than 1/8", even my smallest holes are run at normal speed.
It’s only with 10 gauge and thicker that I’ll run a slower speed which helps maintain accuracy in the size of the hole, as well as ensuring there is no bevel.
Thin material does not warrant (at least in all my experience of cutting holes and making fixtures) using a slower feedrate. Material is too thin and burns off easily and slowing down can introduce added dross as well as a larger-than-desired hole.
Interesting as well. In this case, the material is a little thinner than 1/8 at 2.5mm/.995". Would you think it’s worth running this at normal feed rate? I can certainly experiment. With the settings above, I get very little dross on any of the straight cuts. It’s almost entirely on the circles.
This is where my often repeated advice (on the FB group, not here) comes in -
Do test cuts.
I always perform test cuts on any thickness material to establish my rates. The test cut incorporates a small circle within it.
This way I not only establish my kerf (based on outer dimensions of said piece), but then toy with feedrates for my inner circle adjusting it until I get a clean and most importantly, accurately sized cut out.
The above experiment is much more noticeable on thicker material versus thinner, hence why as thin as 16 gauge I run at my usual 150ipm.
Of course it all depends on what you’re doing. For artsy stuff? Best quality (aesthetically speaking) is the goal. But for me, accuracy is important.
Coming back to this. My machine is still struggling (or maybe it’s me).
I’ve confirmed all couplers are snug. Bearings are smooth.
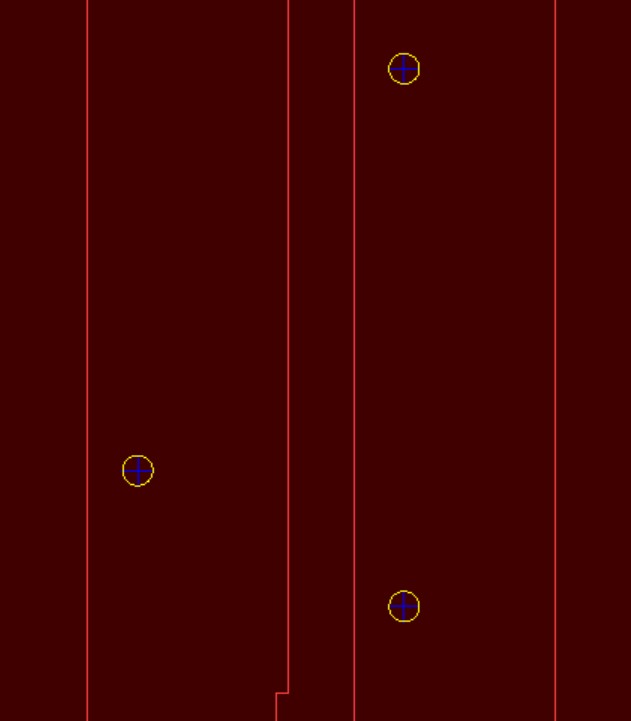
The following picture shows a handful of holes all cut with the exact same settings. 14ga steel, fine cut consumable on 32-35A, air is clean and dry at 75-80PSI. Cut settings are 65IPM, .07" arc lead in/out, begin at center, no overcut. The 1st and 3rd hole are beautiful, at least well enough that I can drill them out to my exact dimensions easily. The ONLY difference is that the start point varies in sheetcam.
Top hole in the first picture is far left hole in 2nd and 3rd.
Charging my laptop now but I’m about to try a full cut file with the small holes all with identical starting points to the first clean hole shown. Beyond this, what am I possibly missing?
In addition to KwikFab’s suggestions, my suggestion is a bit of a Hail-Mary:
Early on with my table, I just could not get round holes, ever. I just decided that was going to be how it was. Then the best thing that could happen: DISASTER!
The lead screw on the left side of the table fell off because this bracket fell off.
Check those bearing and bearing mounts. Make sure the power to the table is off as the tension applied by the motor with power could give a false sense the the bracket and bearing is tightly held.
I will double check the Z axis. What throws me off so much is that the performance isn’t consistent. I would suspect a hardware issue would repeat on every identical cut, but it does not. Very curious.
Are you saying the larger cap screw at the end of the lead screw fell out?
I put some vise grips around a leather glove, around the lead screw a few weeks back to really tighten that down. I checked it again today on both sides and the screw does appear to be quite snug still.