Did some testing today. Before jumping in to that, I cleaned the crap out of the whole table. Scraped the water table, wiped down all the surfaces, cleaned and lubed bearings.
Here’s what we got on a piece of 20ga steel. Test #1 was top left of sheet, #2 was bottom left, #3 was top right, #4 bottom right, #5 center.
All cuts done at 27A, 75-80 PSI of clean dry air (replaced dessicant beads in pre filter, table filter still all blue) new standard consumables.
Cut #1, 150 IPM for square, 60% reduction for circles, .25" overcut, .07 lead in/out on circles
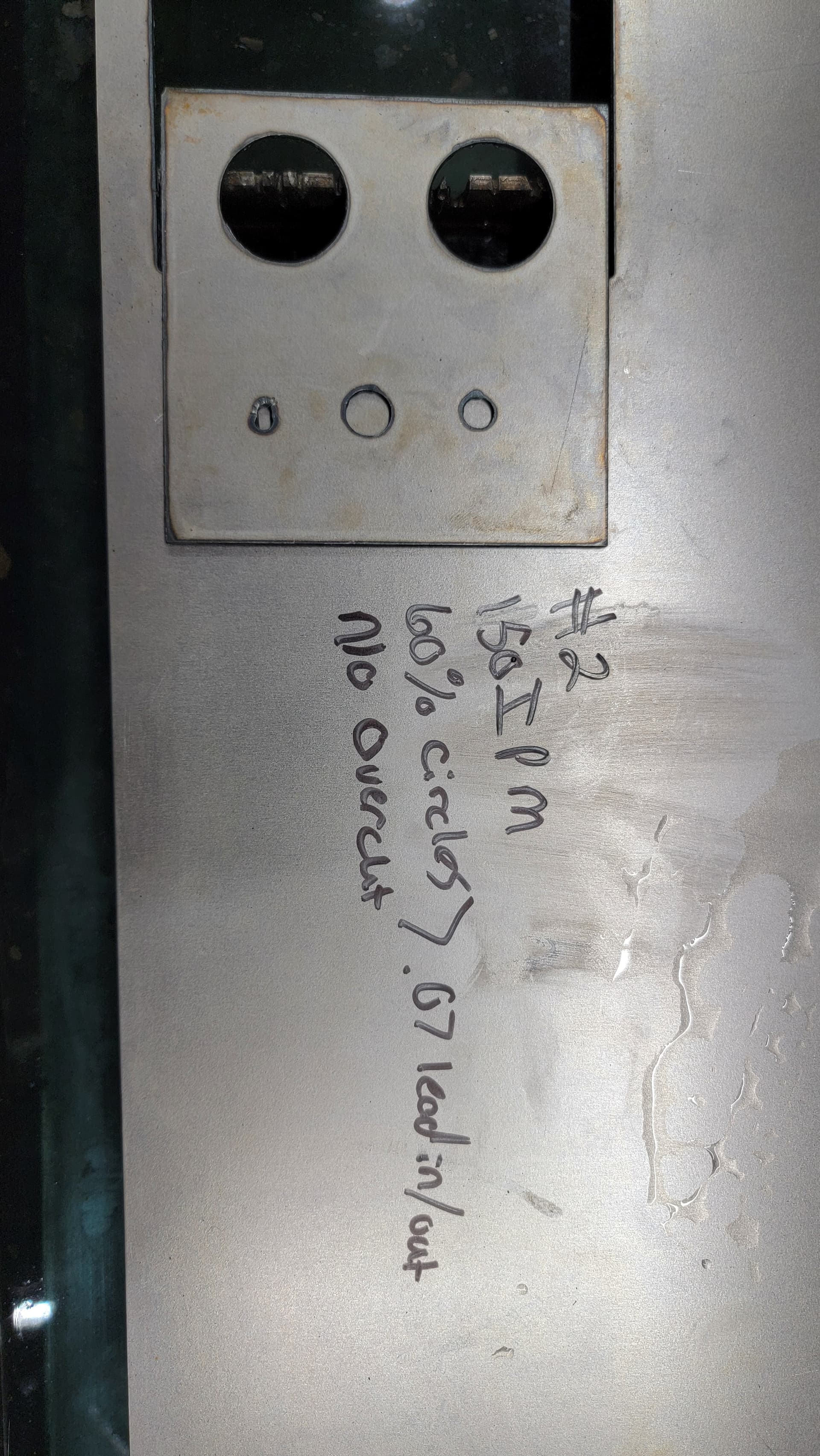
Cut #2, 150 IPM on square, 60% reduction on circles, .07 lead in/out, no overcut
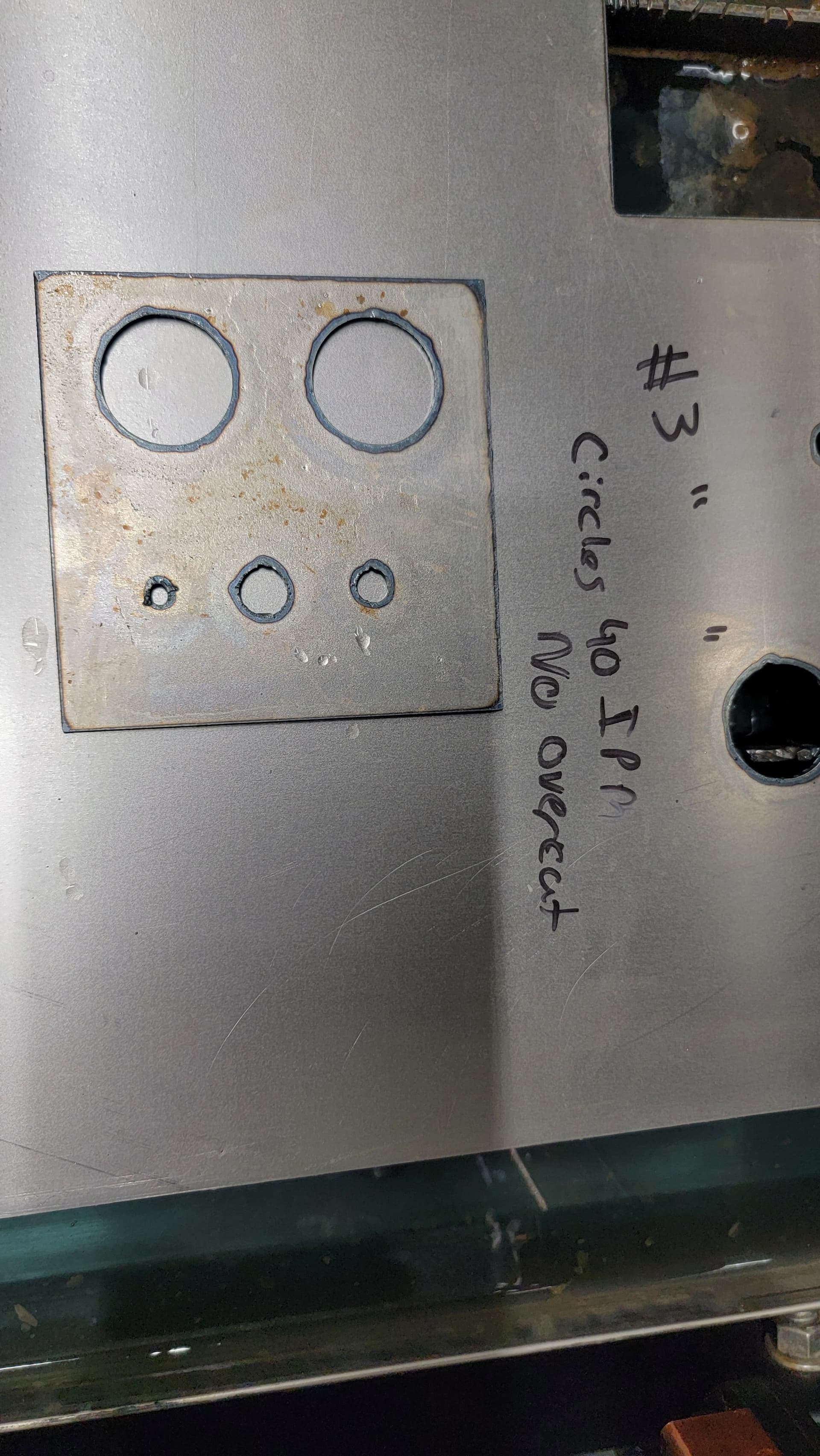
Cut #3, All else the same, 40 IPM on circles, no overcut
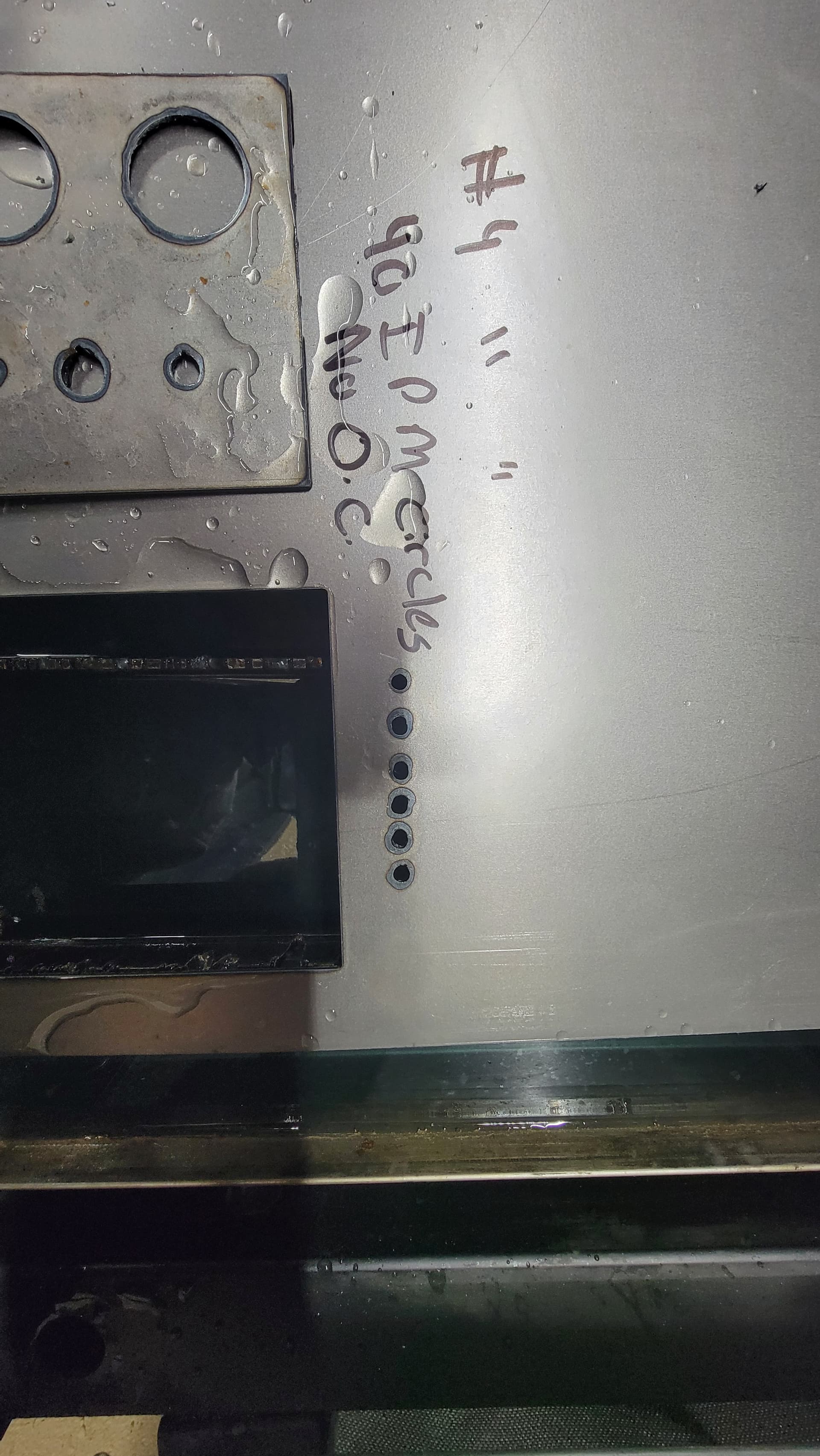
Cut #4, All else the same, 40 IPM, no overcut
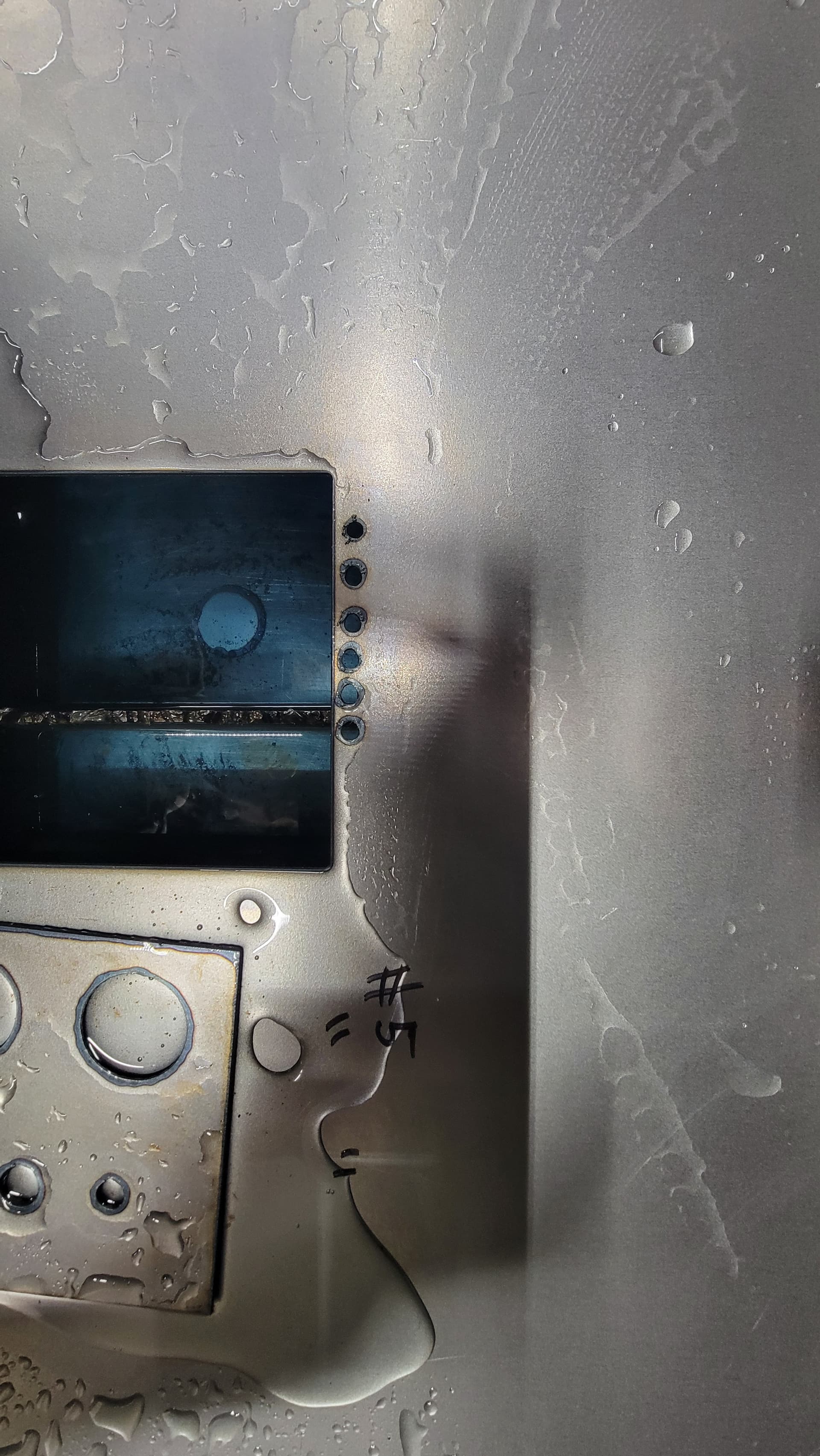
Cut 5, Identical to cut #4
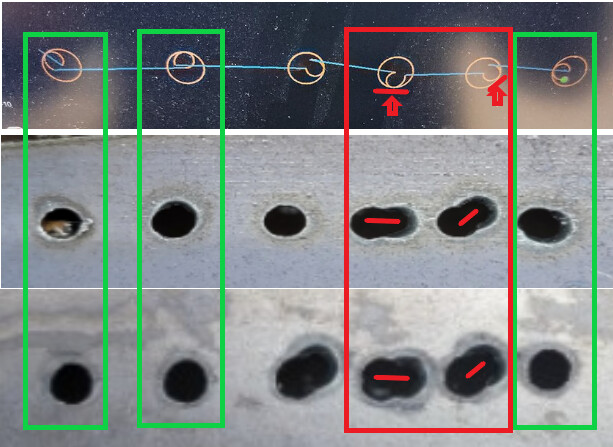
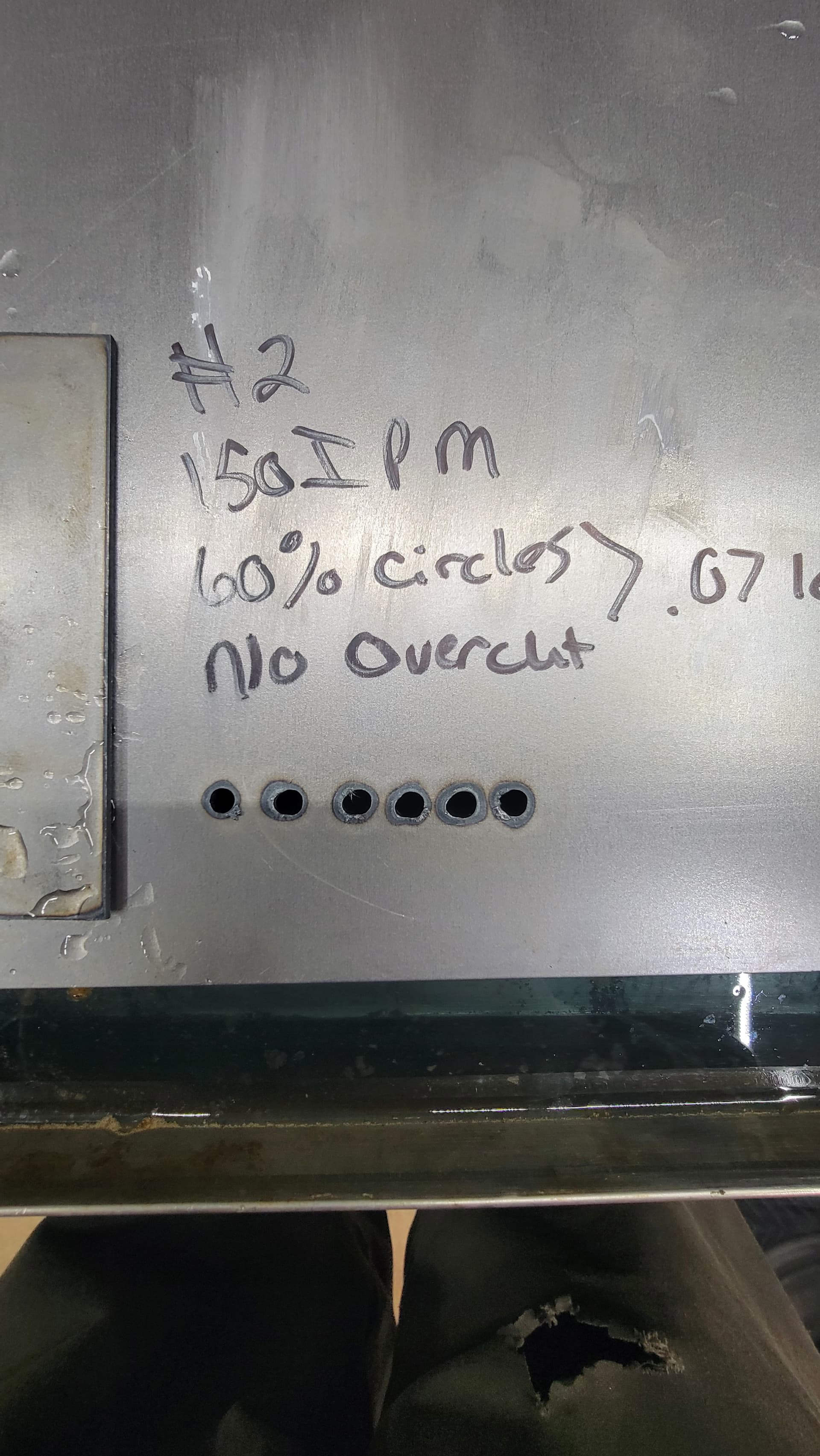
After doing these tests, I did some small circle tests in the same 5 locations. These are the results. All circles had the starting point in the same place. All cuts were the same collection of settings.
1st circle: 100IPM, no overcut, .07 lead in/out
2nd circle: 100 IPM, no overcut, no lead in/out
3rd circle: 80IPM, no lead in/out
4th circle: 60IPM, .07 lead in, no lead out
5th circle: 40IPM, .07 lead in, no lead out
6th circle: 40IPM, no lead in, .07 lead out
Cut #1,
Cut #2
Cut #3
Cut #4
Cut #5
It would seem the table likes faster circles, even small ones. I watched the torch during all cuts, can confirm the X and Y seem to move smoothly with no jerkiness visible to my eye. Still, a good bit of inconsistency.