Hey all, so i tried to cut a design recently and the torch went all the way down to the metal and didn’t come back up, which is usually does. Is there a way to set torch height or to let it find the height it’s supposed to be at? Like mentioned, the THC usually finds the metal and then sets itself but after my file is uploaded the torch hits the metal then starts to cut.
@nsedlazek others will be along shortly that will probably be more help than i, but the file you you got…did it come from fireshare or did you make it? wherever the file originated, ihs or initial height sense has to be on. some of the ready to cut files out there were created with machines that do not have any z axis control.
The THC is strictly for maintaining Torch height, based on voltage readings that it takes after the cut has started. It doesn’t do anything until the Torch starts cutting and it doesn’t set the initial Torch height.
The IHS (initial height sensing) system is what probes the metal in order to set the Torch at the pierce and cut heights that you program in the CAM setup. It only does what you program it to do, so if you haven’t set the pierce height and cut heights in your CAM program, it doesn’t know where you want the Torch height.
In Sheetcam, those values are part of the tool setup. I’m not sure what is called in Fusion.
2 Likes
Yes the ready to cut files I have used usually work fine. But these are my own F3D files I am not sure how to set the height. I thought the IHS would do it automatically. Can you show me how to do it? Thanks!
marnic sign.f3d (585.8 KB)
Hanger 3.0 72Pony v1.f3d (287.6 KB)
When you click on post process you will get this sheet(highlighted in yellow) Enter you cut height here.
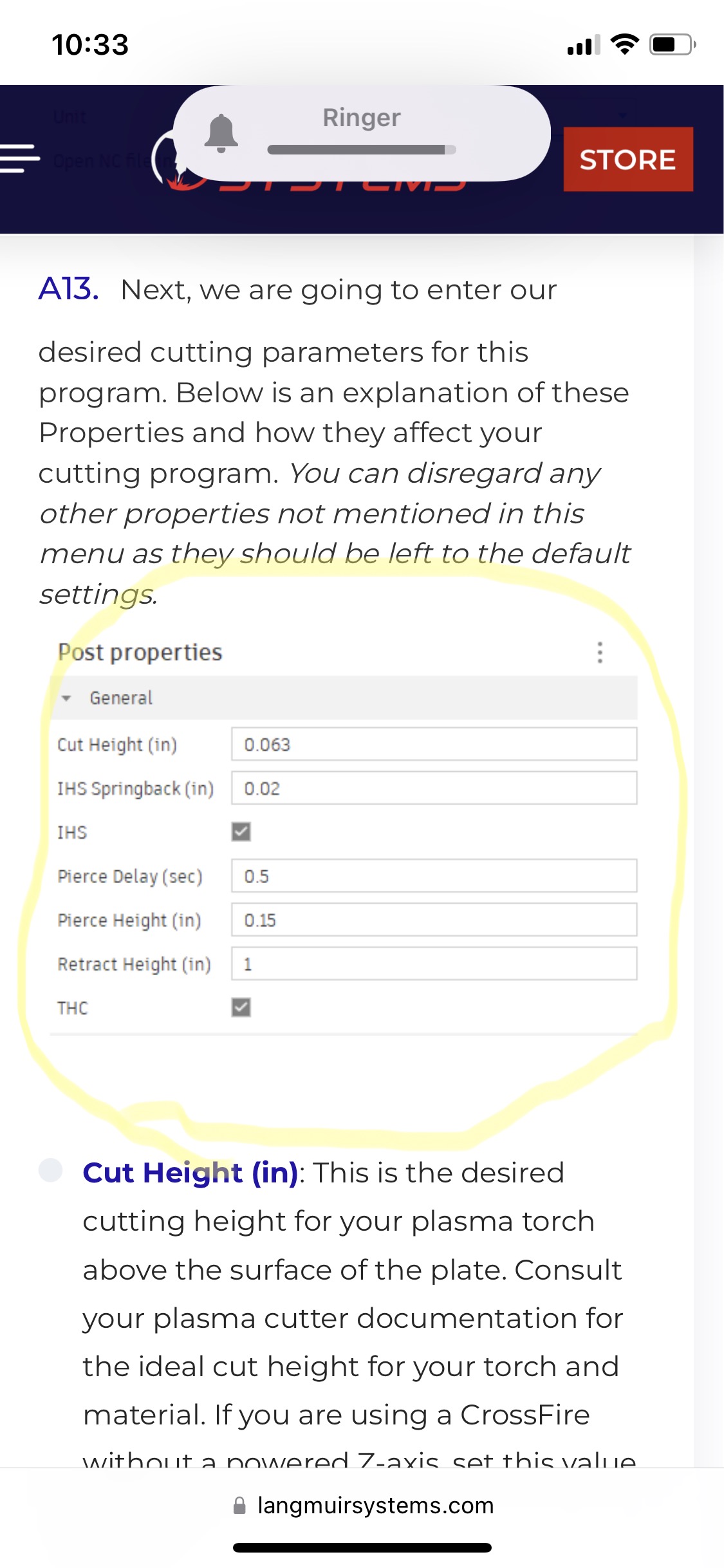
A13 in the CAD/CAM with Fusion goes over how to do this. See link below.
Great thanks so much. So it sounds like the cut height is the amount of space between the torch and metal that there will be. Spring back is extra height you can add if there is thin metal being cut.
Thanks again !
1 Like
The spring back is the spring back in the torch height mechanism. It’s a spring loaded contact.
1 Like
The documentation said to set it if you are cutting thin metal, just not sure what is a good value to set the spring back
As far as spring back, we have it set to .02" on all thickness of metal.
You might want to give this thread a read if you want to calibrate to actual. I currently run a -0.013 to get the correct initial height set correctly. Cut height calibration (IHS Springback)
2 Likes
@Simsworx @JDE @TinWhisperer @72Pony thanks all for your help. I’m going to try these settings for 1/16th sheet metal. Let me know if you think these settings aren’t good / could be better.
Cut height 0.063
Pierce height 0.15
1 Like
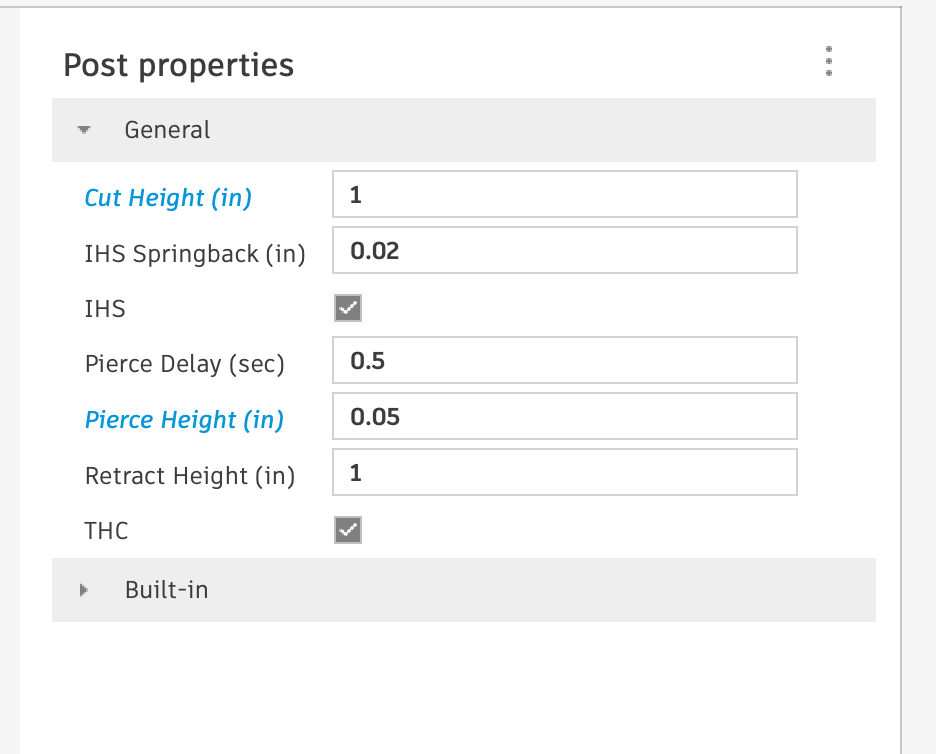
As noted above, your cut height is way too high at 1" and pierce height is way too low at .05".
Ok thanks, i changed it to cut height 0.063in and pierce height 0.15in
As a newbie to cnc plasma cutting, this is an actual question, not a snarky remark. I bring this up because I think the consumable life I am getting is poor. I thought 75 pierces in cutting was ok, but then I see others that get 100s.
Why, is pierce height of .150 vs .050 significant? We are talking a tenth of an inch, and when I am plasma cutting by hand this is an aspect I didn’t even know was important. I just started a cut by feel and watching what goes on.
Furthermore, I feel that initial torch height for piercing metals of different thicknesses is in fact very sensitive, and needs changing as much as travel speed.
Pierce delay is another aspect that I find I have to change significantly to the materials. I would understand if I was going from 1/16th aluminum to 3/16 steel, but I am moving between different thicknesses of aluminum sheet.
Thanks for any discussion.
Kyle
Pierce height is higher than cut height, mainly to prevent blow back of slag into the nozzle when piercing. 2.5x cut height is the general rule for pierce height.
On thicker metals, it would be great to pierce even higher to prevent the slag from blowing back into the nozzle, but there is a limit to how high you can go and still be able to maintain an arc capable of piercing the metal. For this reason, some CAM programs offer the option to “wiggle pierce”, where the torch moves back and forth quickly during the pierce.
Pierce delay is only to allow time for the plasma stream to fully pierce the material before moving. The delay only needs to be long enough for the pierce to take place. It stands to reason that any change in thickness will result in a change to the amount of time it takes to pierce, even if that is only milliseconds.
3 Likes
I know this is a rather old post but @ds690 's comment about ‘wiggle piece’ has me curious. I would think this would be easy to implement with a few lines of gcode. My question, as I would be interested to try this, is if Fusion 360 will allow you to append gcode automatically.
Actually as I was typing that I considered that it might be even better to add it as a variable to the post processor.
Anyone with any experience with ‘wiggle pierce’ that can give me more definitive explanation of movement, height, etc?
*EDIT - I actually picked up the GCODE below off of another forum, Which give me an idea:
G1 X.06F25.
X-.06
X.06
X-.06
X.06
X-.06
I have never used it but always seen the option. Just some information another user here says he gets a voltage error using it with the THC. That said the wiggle is good for thick material easier on your consumables. Then the THC isn’t all necessary for thick material either.
1 Like