this may have been asked, but how can i import this spreadsheet into sheetcam for tool set ups?
Pretty straightforward. You just need to Click File - Import/Export toolset then click the Import CSV button and either Merge with existing Tools or delete existing tools (depending on your preference) and choose the file that you’ve downloaded.
That should be it. ![]()
3 Likes
I’m pretty sure you can’t import a spreadsheet into Sheetcam and have it turn into tools. I wouldn’t trust it anyway, since some of those entries are wildly different for the same thickness of material.
There is no easy button for setting up Razorweld tools in Sheetcam, unless someone is willing to share their Sheetcam toolset with you. Even then, there is no guarantee that someone else’s settings will work for you.
2 Likes
Ah yeah. Good point. Wasn’t paying close enough attention to the thread ![]() If he’s just downloaded the RW cut chart that’s not going to work. But you could probably populate an exported toolset CSV with some of the RW cut chart settings (cut and paste) and quickly make one. Maybe?
If he’s just downloaded the RW cut chart that’s not going to work. But you could probably populate an exported toolset CSV with some of the RW cut chart settings (cut and paste) and quickly make one. Maybe? ![]()
Where do I find the fine tip consumables for a Razorweld 45?
he is @mechanic416 on the forum…he is all about plasma…
2 Likes
Ok, so can someone export tool set to help me.
I have never plasma cut before. and I am having a lot of issues with slag top and bottom.
confused what the pierce height should be the cut height.
how to stop the big holes from either the end of cut or the beginning of cut. i have had more problems then success. I do know its mostly user error not mechanical.
and yes i have searched. but that has been a crapshoot. I dont know what im doing. and dont want to continue to mess up practice pieces because of what i have pulled off of the forum. in simple words i do not know enough to weed out the bs numbers and settings.
Ok so I assume you are using the rw 45. What are you trying to cut? We will help you figure out your settings .
Most always use .150 as pierce height and .060 as cut height.
As for cut order you want the outermost or exterior line to be cut last so piece won’t move around while interior cuts are being made.
1 Like
Lets start with getting one tool set up correctly. Then we can help you with what setting to change to get the desired results. This is a “teach a man to fish” type of thing. If someone gives you a complete set of tools, then you still don’t know what to change if they don’t work right.
What metal thickness are you cutting most often?
This is also making the Cut Chart thread a bit long with unrelated posts, so perhaps start another thread for help with Sheetcam tool settings.
4 Likes
Ok right now , yes im using the razor weld 45,
i did switch it to the machine torch (i bought after the fact)
and had more issues with it. so I have the hand torch reconnected.
I am cutting around 2 mm thick material. i have a bunch of galvonized, and plain steel.
I have the thc installed ,
i guess main question is do i need to zero z axis when it is touching the piece? or does that mattter with the thc.
It should do it for you so it isn’t needed…
2 mm is equivalent to 14ga. When I ran my rw45 I cut 14 ga at 30 to 35 amps and around 90 ipm which should be around 2300 mmpm. With good success.
1 Like
The torch should be around 1/2" to 3/4" above the metal when you zero all axis. The IHS system will probe the metal and set the Z zero at the top of the material
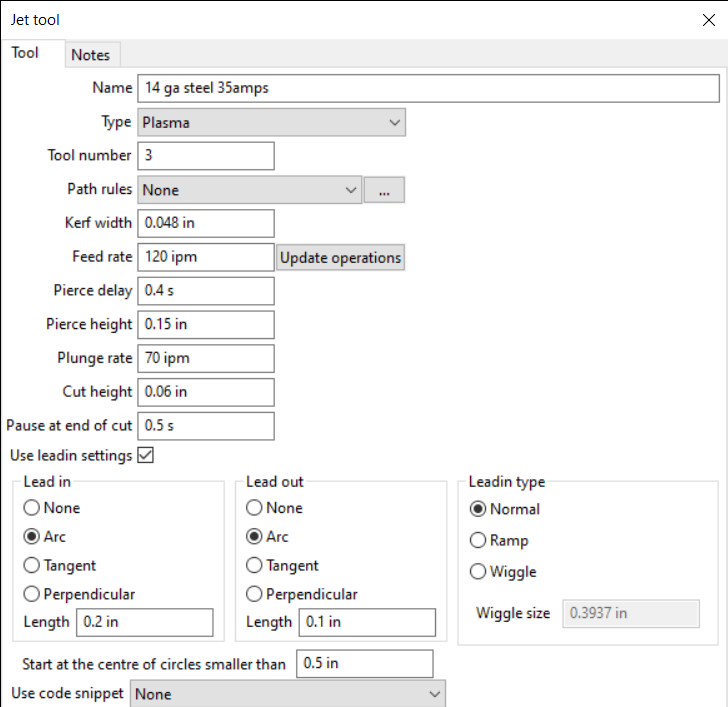
When I get home, I’ll take a screenshot of my 14 ga steel tool settings in Sheetcam.
1 Like
This is my 14 ga tool in Sheetcam. I use an Everlast plasma, so the pierce delay and speed may need to be adjusted for the Razorweld.
2 Likes
ok i see your pierce delay is only .4s i seem to have issues when they arent longer then
0.6 i keep getting errors.
I’m working taps at my brewery right now. ill have to test out in am tommorrow.
Thanks a bunch for stepping out there for help.
and that you actually run machine at 35 amps .
ill take video as its cutting to
1 Like
Ok i tried that and it still came out rough.
I’m thinking its because the 3stage filter air dryer isnt enough.
I do have an actual air dryer on order just waiting for it to show up./
hopefully thats my issue.
Can you post pictures of your cut and your consumables?
How much use have you gotten out of the set you are running?
as soon as i go back outside.
I will say i havent had alot of use but that doesnt meen they arent bad.
the machine torch didnt work well out the box.
i did some cuts today and have noticed the torch is staying to far away it seams from the table. its like its 1/4 inch or higher off of the piece. I am grounding to the piece not the table.

You may have torch holder to high. if the ihs switch gets tripped before it actually touches the metal it will raise your set cut height and start cutting .
2 Likes
So i need to lower the red mount on z axis, correct?