Langmuir Systems Forum
Razorcut 45 cut chart
Plasma Cutters
MO-Hacker
September 20, 2019, 1:19am
29
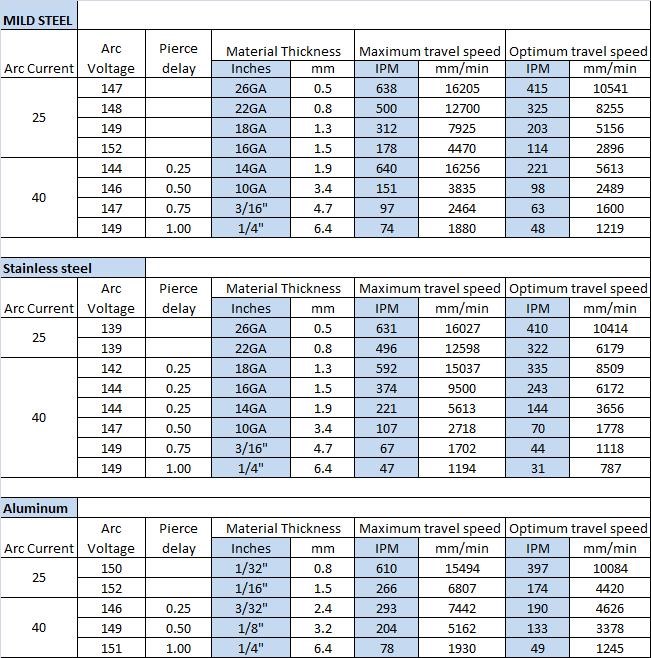
Here is the cut chart that Razorweld sent me for the 45.
plasma%20cutting%20speeds
651×658 125 KB
10 Likes
Razorweld45 consumable size
High dross, not fully cutting through plate
show post in topic