Parameters I have tried and adjusted per my research through the forums
—Air is dry
—psi 60-100 tested
—amps 30-40 tested
—ipm 40-120 tested
—pierce delay 0 thru 2 seconds
—clamped directly to work or slate work is touching
—IHS off and on
One more tid bit. Generally stops on code line 21, 22, or 23. I dont really know how to read the code so Im not sure if there is any actually significants to that or not.
Any chance you can attach / upload one of the programs that fails? With that, I suspect we can locate the problem.
That being said, does the program that fails pierce? Then fail? I would also ask if you are using Fusion 360 or SheetCAM to generate your programs.
Additionally, with 22ga, I feel your cut speed (IPM) is too slow. I’m currently cutting 18ga (with a RazorCUT 45@ 30A) at 125IPM. 22ga may be closer to 160 - 180 IPM.
Pierce delay for 22ga should be minimal - .05s. Possibly .04s. Less than that will almost always fail.
Have you been able to verify IHS’s initial pierce / cut heights?
I’m sure others will offer additional solutions / questions.
Edit - Oops! Those pierce delays are wrong! 0.5 and 0.4 seconds!
Like the others are saying, a short Pierce delay may likely be the source of your trouble. I find myself accidentally writing in .05 seconds from time to time instead of 0.5 seconds
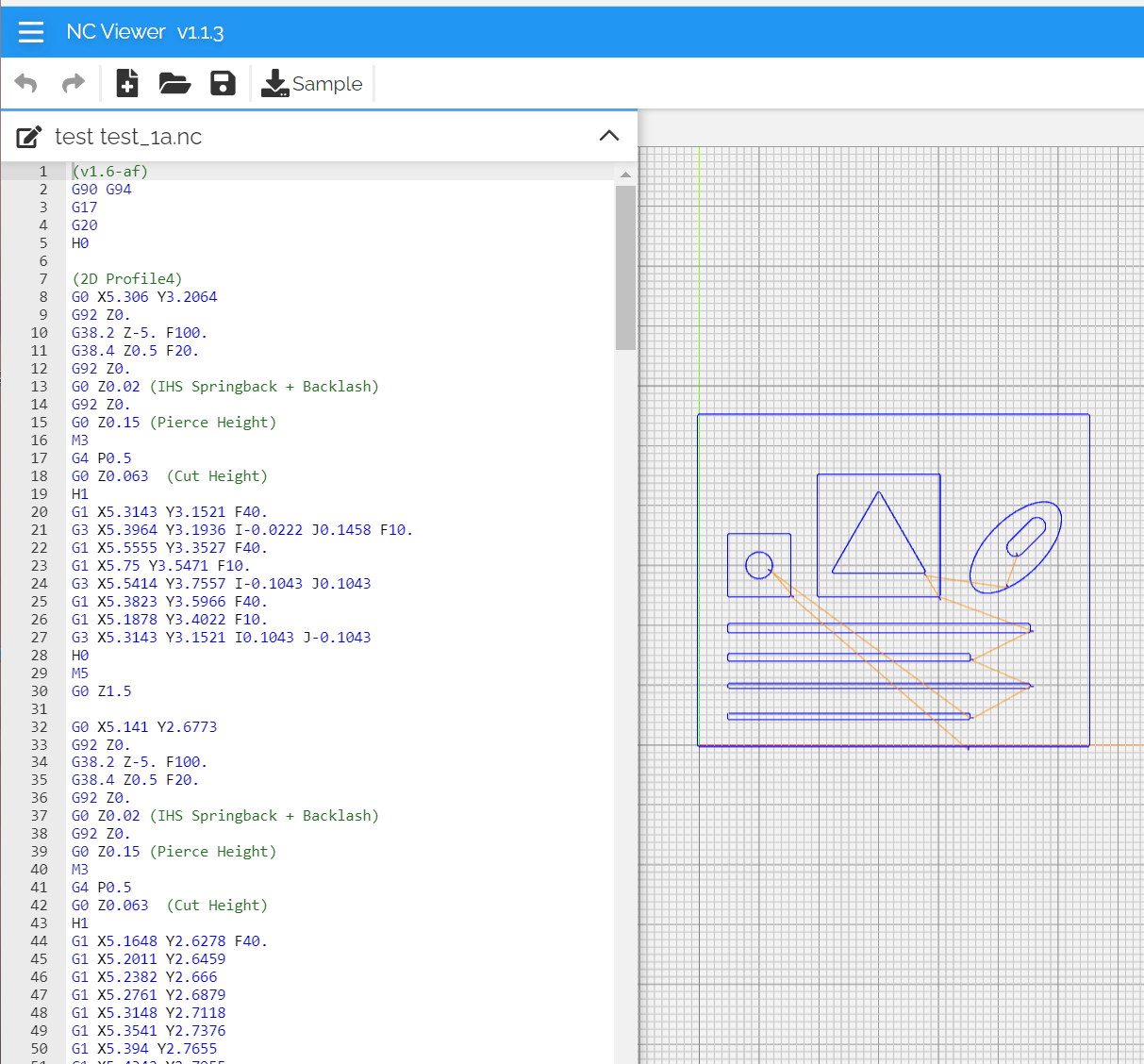
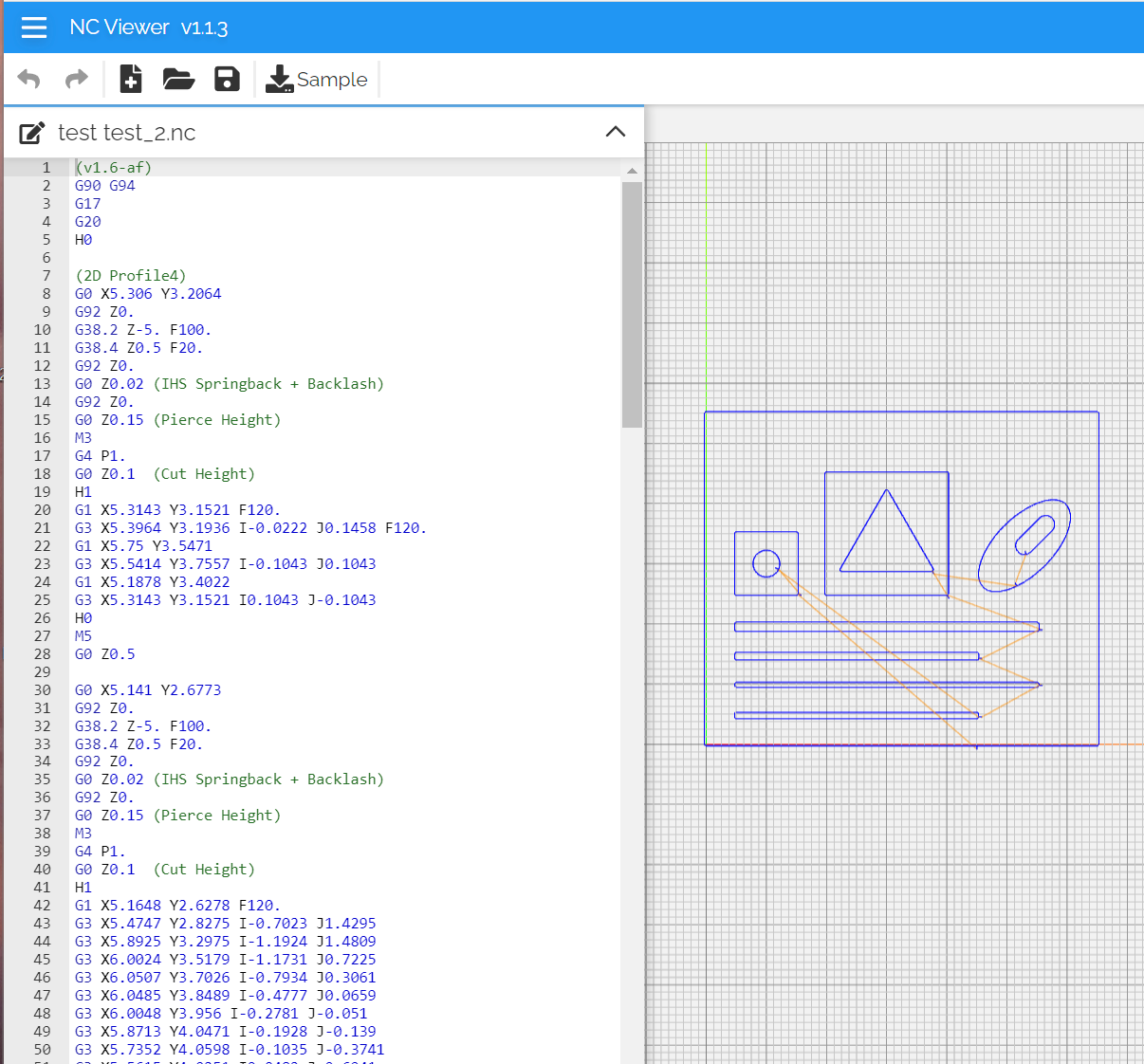
This is my gcode created by F360. The program would do a dry run completely. When I ran it live it would go to point one and either (1) Pierce and stop or (2) Pierce and move 0.5" then stop.
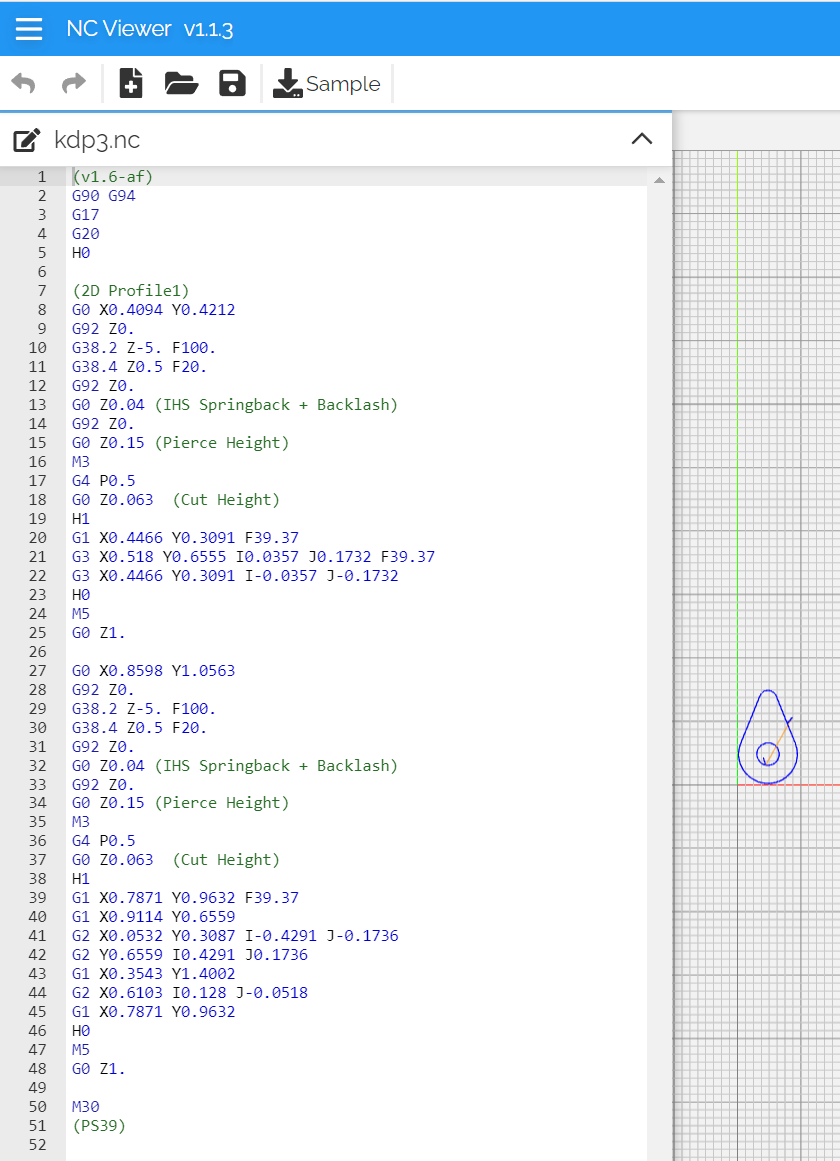
last but not least this file was downloaded from the file share and would only pierce
Thanks again for everyone who is looking.
Again. Using the FireControl Straight line generator the table cuts Great. I’m sure its something stupid simple I’m not doing. Feed Rate / Pierce delay or something else… but I’m not getting it. Also as stated above I have run these programs more than 50 times changing perimeters using the +/- % function in the fire control software. Thanks again for helping me understand the nuances of Plasma CNC
The reply is to the OP
This is something I have found with Fire control is some time errors make take 10-15 secs to pop up.
and when your standing there waiting this could seem much longer. So if your not seeing errors get it some time to pop up.
I tried to stop myself… I did the first three times…. But the engineer in me just couldn’t do it.
This I would really like to see! 300 inches per second… that’s almost like ….18,000 ipm… What kinds of upgrades to the PRO did you have to do to make this happen?
And I knew hyperthem cut faster… but man that’s truly amazing!!
I disconnected the THC. When I was reading through the forums about pierce no cut mean people head said they disconnected the THC and then were able to make the cut.
I’m a complete novice I see suggestions about feed rates and amps. I will change all those as well as track down the feed rate chart. I read about that in the forums also.
I have refrained from manual jokes on tin for a long time .
But… We really don’t know what manuals he has. Probably turned the stepper motors up just a tad.
Good to know, about the delayed error code. I have never seen an error code. I kept reading peoples posted error codes and was winder where those might be found. This is like science fiction to me. I bought the machine in May 2022 when I sold my house and move. Little did I know how much power I was going to need at my tiny homestead so its taken time to get everything in place. I have been reading about process but mostly focused on the CADD aspect and less on the machinist aspect. I’m going to push my way back and reread all the initial set up and first cut info.
I also have 14ga and 11ga steel I may throw a piece of that up there and see if that would help.
The part that I still doing understand is in my “VIDEO” you can see the plasma cut the 22ga steel using the straight line generator in the FireControl with zero issues. I then edited the F360 program with the same 0.5 pierce delay and 60ipm for the program and it would not cut. That’s one of the parts I’m not understanding.
I keep telling my 16y/o daughter who I’m teaching the drive Words have meaning. When we started Driving I never dreamt anyone would look at the SMALL Numbers on the Odometer. I just said the speed limit was “35”. I look over and said I know its scary when you start driving but you can speed up alittle… She said I’m doing 35 dad… KPM…
Units matrer too… I learned that by making ALLOT of mistakes with units. I was just talking about this with a coworker the other day. I was taking a test in college and got to the end of the problem and I was off 1000 on one of the available answers… worked it over and over and kept getting the same thing. I picked the right answer thinking maybe the professor had made a mistake… even told him he had… he told me I might want to check my E value! I was using ksi on the E value instead of psi
Ok so to try and narrow this down, you can forget about speeds and amps as long as you are using the same settings, that you used in your straight cut in fire control. If they worked there they will work in Fusion or sheet cam.
Edit: it also looks like on your straight cut you did a edge start. Check and see if you can do a straight line in fire control with a pierce.
Thats what I’m thinking. I fairly mechanically inclined. I have been turning wrenches for over 30 years, I’m a paramedic/firefighter. All my Jobs have been… “FIGURE IT OUT”. When my program did not work I tired the straight cut tool. When that worked I edited the F360 pierce and ipm to match the the straight line settings. deductive reasoning. This has been a humbling experience I really ask for assistance. I have been 2 weeks on and off trying to cut. Between each session I am digging through the forums and looking for things to try next. Me posting was not a single failure its been many dozens of failures. In the end its probably going to some trivial error
So far I’m going to reprogram my test drawing with increased feed, less pierce delay, reset the pierce height to 0.063 (that was the default setting). I’m going to also run the program on the 14ga steel to see if they may help.
I’m also going to redo my test drawing to a simple oval just to reduce the size. As well when the cutting stops I’m going to wait for 30-60 seconds to see what error codes pop up.
I have done the straight line cut where it pierces over the metal approx 0.5" from the edge and I have done a cut where I start the nozzle 0.25" from the edge to make it cut off the hanging metal. Both work with zero issues. The faster I cut the better things looked. At 120ipm/30amp the cut was essential perfect
Any other suggestions or if someone has a test program they think I should run that would be great.