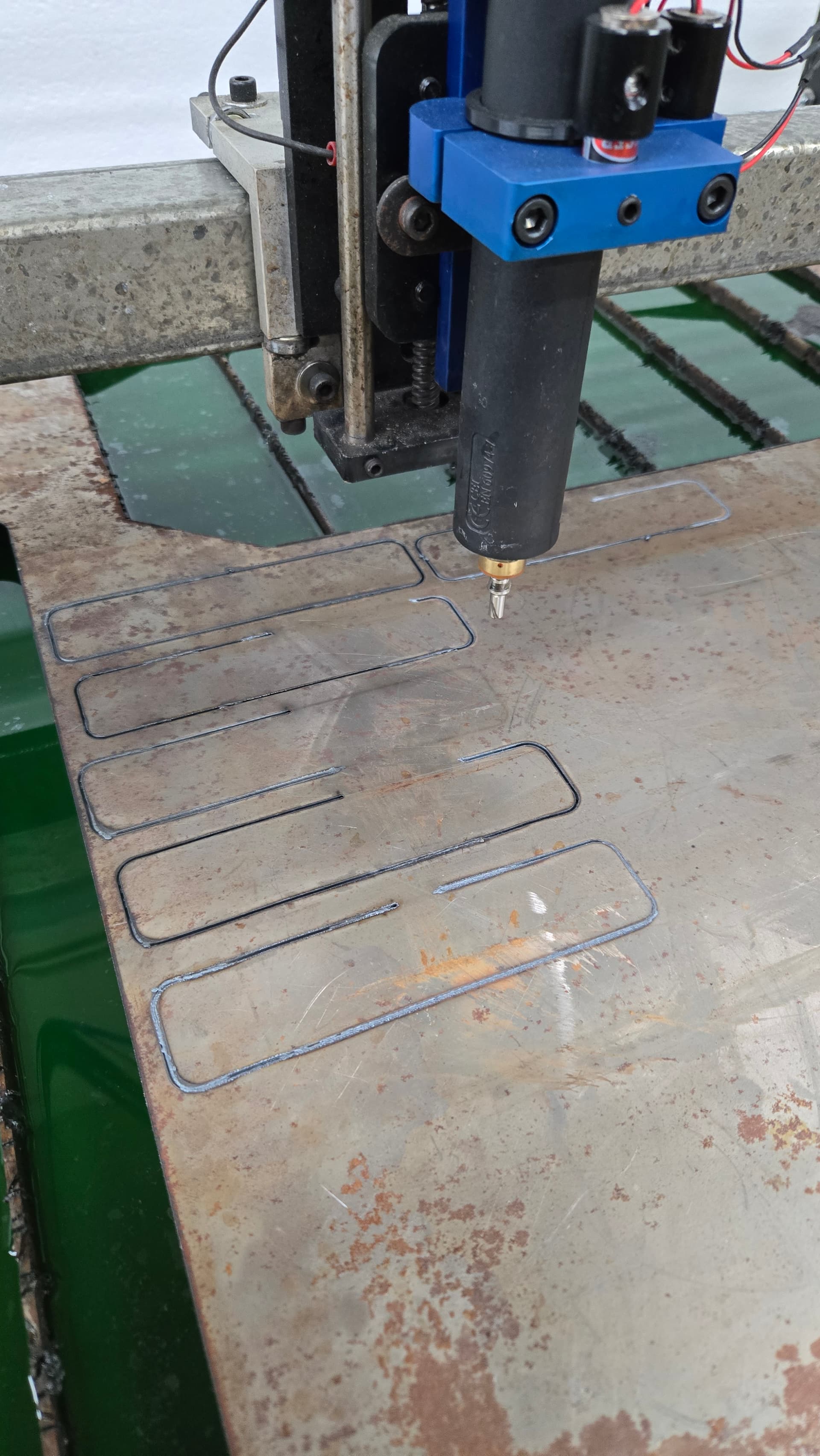
Got an order to cut some finer detail emblems out of 24ga (0.025") thick cold rolled. Ordered new 20a consumables from our local pusher man, but the pierce isn’t kicking off at the start, it delays until like 1/4 (and inconsistently) through the gcode.
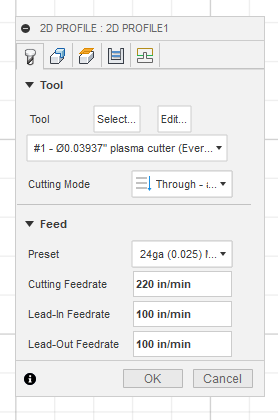
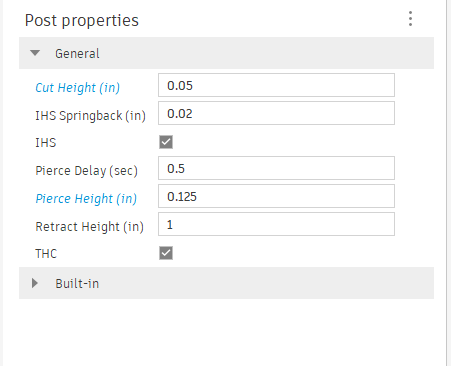
Work clamp on my mag holder (behind the gantry in the first picture, but directly on the work), 20a, 60psi, 220ipm (slowed it down to 160 ipm even), .125 pierce height, .5s pierce delay (tried to drop it to -20% to no avail thru firecontrol). I tried to drop the PSI down but the solenoid didn’t seem to like anything below 50 on the everlast by test firing the air through the front panel button. Also, it doesn’t seem to be cutting fully through the material when the arc does kick off.
edit I was in a bit of a rush, but I’ll go back over everything again tonight just to ensure I didn’t overlook something dumb (initial compressor pressure reg or something).
Even with 120psi to the everlasts’ regulator, and turned down to be 65psi while running, I’m getting wildly inconsistent pierces. Burning through consumables too. Maybe Houston summer is just too much to ask a plasma to reliably run against.
Regulator might be stopped up with something.
My Everlast with 125 psi to the Regulator equals 76 psi at the torch while cutting. Everlast Solenoid Service Guide.pdf (513.9 KB)
I believe that the swirl around the electrode is water. As you can see in your photo, it is also affecting the tip. The picture of the electrode is slightly out of focus, so I may be full of crap.
No, I am def still getting apparent water contamination at the consumables, but I cannot figure out where it’s coming from. Aside from ripping apart my air system and massively upgrading my desiccant dryer to some 2 qt thing, I don’t think I can go any farther without nearly another $1k in air dehydrating
I get tracks like that on humid days. The high-pressure air expanding out of the tip at a much lower pressure causes fractional distillation. The air around the torch has a high dew point in the summer months.
Have you manually checked the torch height? Is it .040" to .060" from the cutting tip to the metal? Is the pilot arc on the whole time before it starts cutting?
I have not checked since the last time I used the machine, but I haven’t changed any settings. I assumed it was behaving the same, but I’ll check this as well when I get back from work.
Pilot arc doesn’t fire. The torch isn’t plasma-ing until it starts on the main cut path. I have to assume either I have too many filters/pressure drop in my air setup, and/or there’s something in the solenoid that’s causing the electrode to not spring back away from the nozzle prior to the cut. It also doesn’t sound loud enough to be getting full flow / pressure.
They had me do a voltage check on the board for the air solenoid. After butt-puckering a diamond with the cover off and 240 mains plugged in, confirmed the board is sending 24.35v DC. They’re sending me a new solenoid.