Hey all i Just picked up my machine used a few days ago and i’m trying to do some learning. It also came with a razor 45. The table was like new, and the PO had only tired to cut 2 6" circles and realized this was over his head for a hobby and gave up. Here is my main questions.
He ditched the factory consumables for the plasmadyme “fine cut” ones. I’m not a fan of these china parts, but I’d like to use them up cutting the 16 gauge that the table came with for practice. I have already ordered good consumables from George. They seem to cut ok once cutting, but have trouble at the start. I have pierce delay set for 1 second. It pierces fine, but the first 1/2" of each cut it doesnt burn though. I have the amps at 35 and IPM at 100. is that too fast for these?
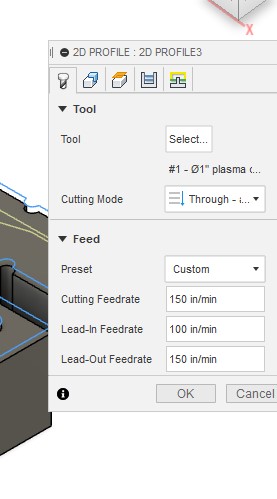
second question, when I make a tool in f360, there is a power slot. I put 35 there. Does that actually adjust the amps from the razor 45? or does it always go off the actual dial on the machine?
You’ll probably need to play with that a little. I think the pierce delay might be a little long and so it burns through and then it begins to raise the torch as it starts to move. What are your price and cut heights set to? It uses those initially until the THC takes over.
second question answer is, that it uses the dial on the machine.
I believe I left the heights alone from langmuir. .060 for height and .150 for Peirce. I lengthened the pierce delay from .8 seconds because it wasn’t totally piercing before it started moving.
When you say you left the heights alone, I’m a little confused. Langmuir doesn’t have a CAM product so unless you were cutting something from Fireshare you’d need to set that stuff. Where did the file come from and what CAD/CAM software are you using?
So I take it you’re using Fusion 360 for cam and cad?
UPDATE nevermind I reread your original post and see you say you’re using Fusion. My bad. Pictures would help to see what you have going on. Early on I got in the habit of using my phone on a tripod to video my cuts. I used it like game film to review what happened during the cut, especially when something unexpected occurred.
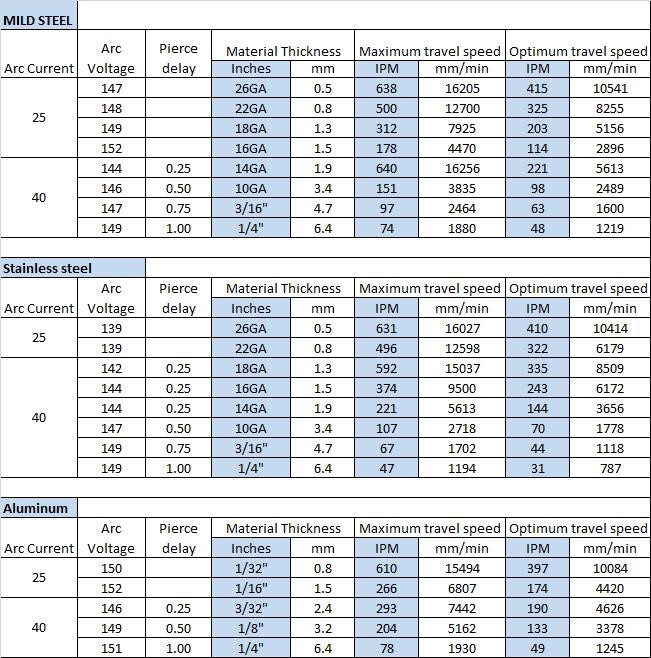
I run hypertherm 45XP with fine tip and run 40amps at 150 in/min for 16ga metal. Make sure you have the correct shield when switching! Many people don’t realize there is a difference. I use 0.6 pierce delay but the book says like 0.4 or 0.5. Another thing I recommend instead of longer pierce delay would be to slow your lead-in speed down. When i can anything thicker i do with book settings with normal tip. If you’re cutting thick metal make sure you also adjust the kerf. GL
thanks for the replies everyone. I changed out the consumables, and took off a weird shield thing that was on it that prevented the tip contacting the material. It was cutting a little too high since there is a space between the top and that strange shield thing. It is cutting better now. The outside cuts are great, but I tried cutting some .188 holes, and they are not very accurate. is there a way to slow the machine down when doing holes? after watching some videos, sheetcam seems to be able to use a different speed for inside cuts.
And i dont think those cut charts pertain to me at all. I’m not using those consumables.
thats for that tip on the holes. as I stated at the start, I’m using some chinease fine cut consumables. Not the ones that are actually for those charts. I’m sure they have a different nozzle size, for kurf, and require different speed rates.
no, I know what a drag shield is. This slides over the entire cup of the machine. I think its supposed to deflect heat from ruining stuff. I’ll get a picture.
I’m not sure your assumptions are correct about the usefulness of the chart. What chart are you using? The chart I posted would be a good place to start. Since you don’t say what chart you are using I’m left wondering if you’re just making up the values? Why are you “sure” that they have different “nozzle sizes”.
I guess I just assumed they have different nozzle sizes because the kurf is substantially smaller. And I’m using a chart that the previous owner gave me with the machine. Though, I don’t know what it’s for.
Well in my humble opinion you’re doing this the hard way and backwards. Trying to learn this machine with as few variables as possible is hard enough but trying to use unknown consumables and an unknown cut chart is just crazy. You’re going to end up wasting a lot of time, metal and frustration unless you get very lucky.
I would suggest using known consumables with a cut chart for the machine to learn, then once you know what it should look like and what it can do use up the Chinese consumables if you must. Just my 2 cents…