Today we are excited to announce our first major update to FireShare!
Starting today you can upload and download cuttable G-Code files for your CrossFire CNC. FireShare accepts .tap, .nc, and .gcode file types that are compatible with FireControl and Mach3. FireShare renders a visualized cut path so you can see what these programs look like without loading an image or vector file.
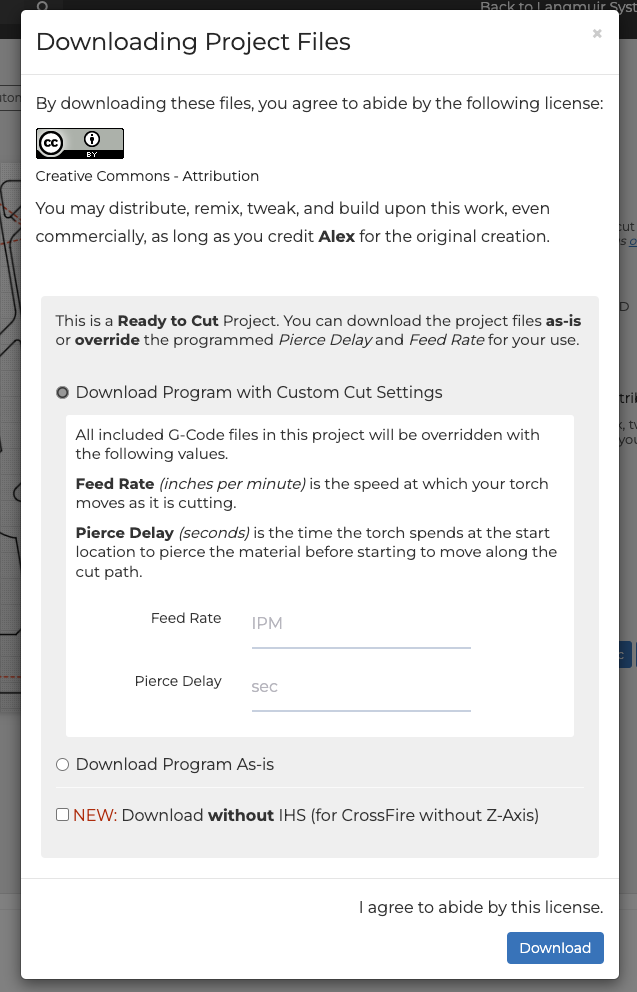
This update also allows you to customize Feed Rate and Pierce Delay on download so you can tailor the files you download for your particular material, thickness, and plasma setup. With FireControl 20.5, you can scale and rotate any compatible program downloaded from FireShare so you can truly make any file fit for your needs.
Over the next few weeks we will be making even more updates to FireShare with features like:
Direct connection to FireControl so you can quickly access your G-Code files from FireShare right at your CrossFire machine.
Upload Projects for personal use or toggle to share publicly with the community.
Cut Chart recommendations so you can select recommended Feed Rate and Pierce Delay settings for your cutter, material, amperage, and thickness.
Notifications when your projects are commented, downloaded, remixed
We think that this update makes FireShare much more useful and we hope the Langmuir Systems community does too. We are excited to hear what you think!
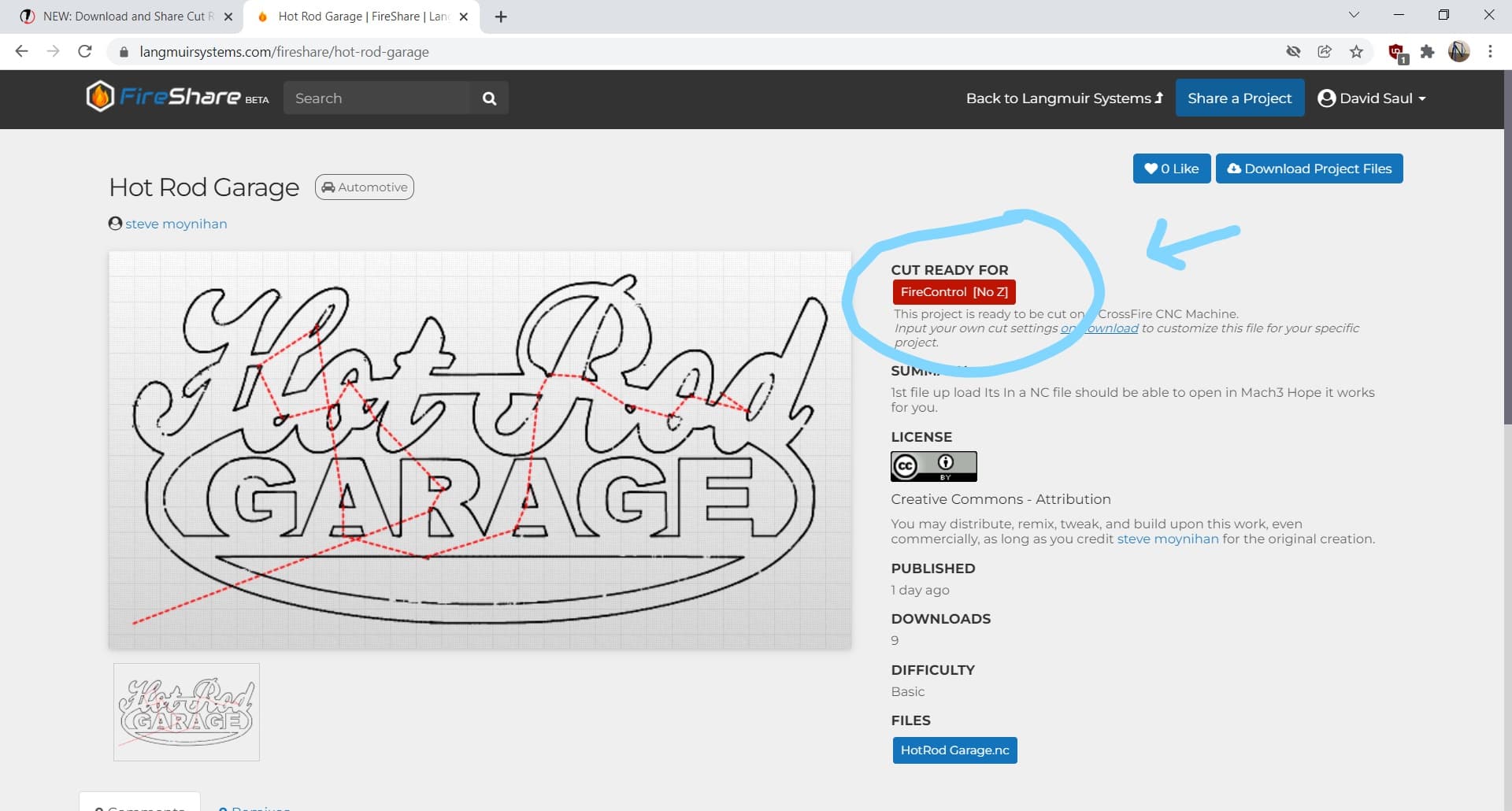
I have been asked to update one of my FireShare designs to “Cut ready, no Z”. I looked for instructions to do this and didn’t see anything. Not sure if it is so simple that it doesn’t require explaining. Also, while I’m asking I might as well ask… what you do different to enable/use the height control. Thanks, Jim
Yes. ‘Cut Ready’ just means GCode and not DXF/SVG. If you are not creating gcode for no-Z already I wouldn’t do this specifically- the FireShare ‘Download without IHS’ works well but the opposite functionality does not exist (adding Z/IHS to No-Z programs).
When I use my crossfire gen. 2 with fireshare lately I get an error message that says wrong post processer must correct, but will work fine on some other downloads.It refers to mach 3 as wrong what has changed?
You have to pay attention to what type of machine the “cut ready” file is for. They can be for Firecontrol with IHS/THC, Firecontrol with no Z axis or Mach3. If your machine doesn’t run on Mach3, you can’t use files that were post processed for Mach3.
I have added this to the development queue. Not as simple as just allowing new filetypes for upload as everything loaded to FireShare also has a visual representation on the view end. We will have to figure a solution for displaying these filetypes.
Great, but give me a good ole DXF any day! …can pull it into AutoCAD and modify it as i want, then post process as I see fit. But what does this old-fart know anyways… That said, any contributions from this shop will be DXf files, cause when I share something I want to fulfill someones specific need and i want them to tweak and improve/customize the design to fit their specific needs.
It looks to me that this is only good for RW45 users since everyone else would have to tweak it. I’m with Cletus I would much rather have the dxf to create my own file.
If you haven’t checked out Fireshare yet I would recommend doing so! You can still share both DXFs and download Ready-to-Cut files with adjusted pierce delay and feed rate settings that can work with any cutter.
It looks like you haven’t actually checked out any Fireshare files. Most of them contain DXF or SVG files in addition to the cut ready files. Even the cut ready files give you the option to put in your own feed rate and pierce delay settings.
Just got my pro setup this weekend I’m about ready to shoot some sparks - looking at cut ready files in fireshare and I’m able to import them to FireControl I was curious about a few things:
How to tell what thickness the tap file is set for? Don’t the speeds different depending on thicknesses?
How do I know what amps and air pressure to set my cutter to?
sorry if this is a newbie question but I’m genuinely curious!
@Ladarian Well if you bought a hypertherm,e-sab, Miller thermaldynamics, Lincoln, etc
Those companies spend lots of time and effort testing their units making sure the quality control of their units are very high so each unit performs relatively the same and they make cut charts so people have a very good idea of where to start.
B grade plasma cutters do not do this for twos reasons. they don’t have the budget to perform any of these tests and the other reason is likely that each one of their units performs a little different from one to the other because of quality control, component quality, and lack of tuning.
There is a cut chart posted here for razor weld, it’ll give you a really good guess where to start but ultimately you’ll have to produce your own cut chart based on tests and experience over time.
Hopefully the person that posted it will leave that information in the description. Even if they don’t, you can choose your own cut speed and pierce delay when you download the file. It’s probably best to do some testing with your plasma cutter to determine what works best for you and input those settings at the time of download.