Hi everyone. Hoping to gain some insight as to what I’m doing wrong. I’m getting really poor cut quality with some dross on the top but a fair bit on the bottom. I’m trying to increase the quality while decreasing the amount of time I have to spend on clean up.
Heres the details:
Fusion 360 with FireControl
Hobart i27 Plasma Cutter
Consumables look okay with about 400 pierces.
Crossfire Table w/o THC
Used the thinner spacer for torch height.
60 Gal compressor
Aftercooler
Water Separator
Desiccant air dryer
MotorGuard M60
22 ga Cold Rolled sheet
75 - 80 PSI …varies as torch starts & stops to reposition for next cut
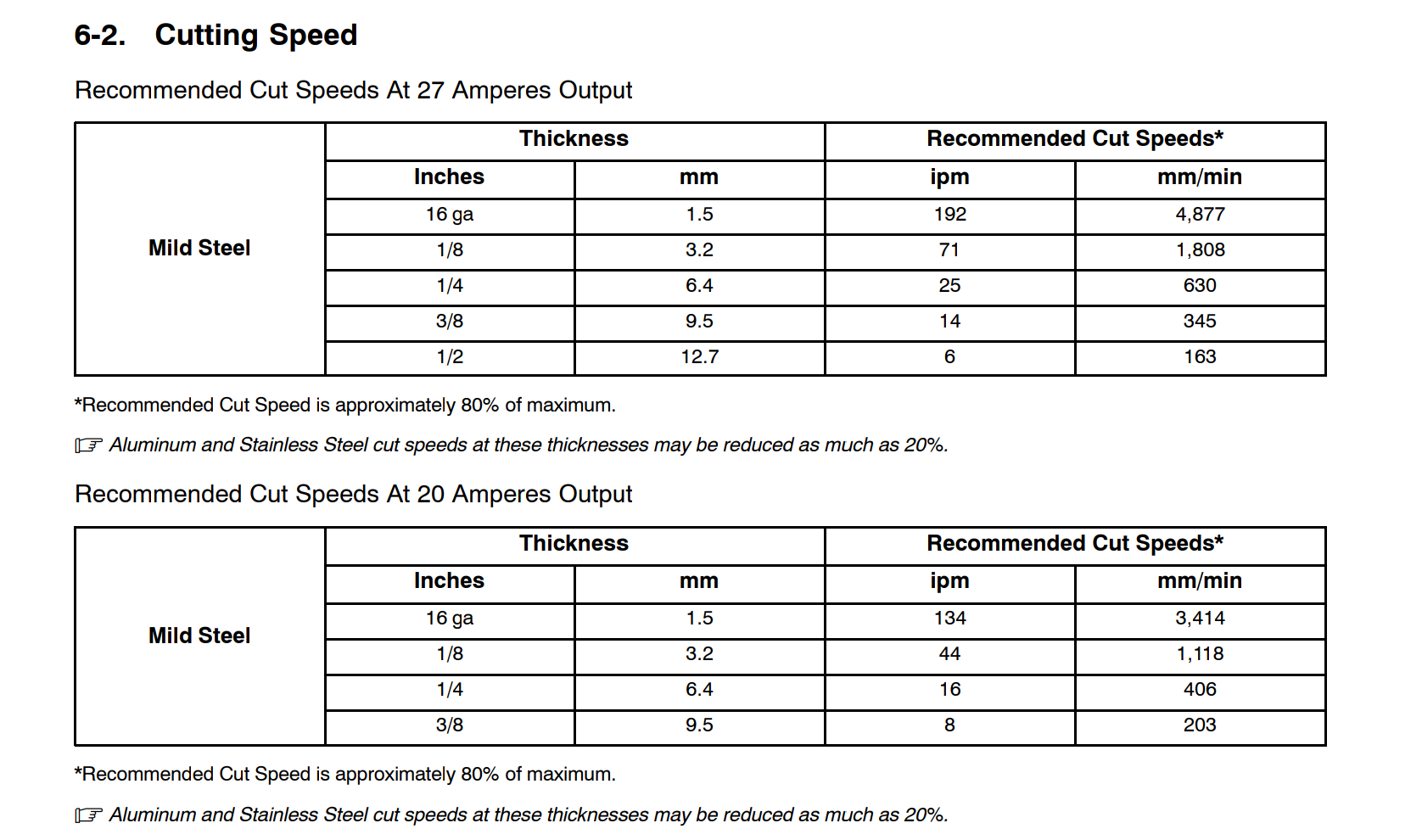
25 amps
200ipm
Full table of water
Grounded to work piece
Thanks for the quick reply. I was basing the 25amps/200ipm on a chart I found online. I’ll up the amps to the maximum 27 but what do you think I should try for IPM?
I would max out your machine and I would try 250 ipm
I’d also pull apart your consumable pack and perform a thorough visual inspection for deformities. Regardless of how much time they have on them or what state you think they are in.
Myself I never leave consumables in the machine after a cut so every time I load consumables back in I perform a thorough visual inspection.
Looks like a test at these new settings will have to wait as something happened to my sheet metal file. All of a sudden it doesn’t recognize most of the inside rectangles when I do a post file.
Might have to start over from scratch.
Yes developing in Fusion 360 and posting to FireControl.
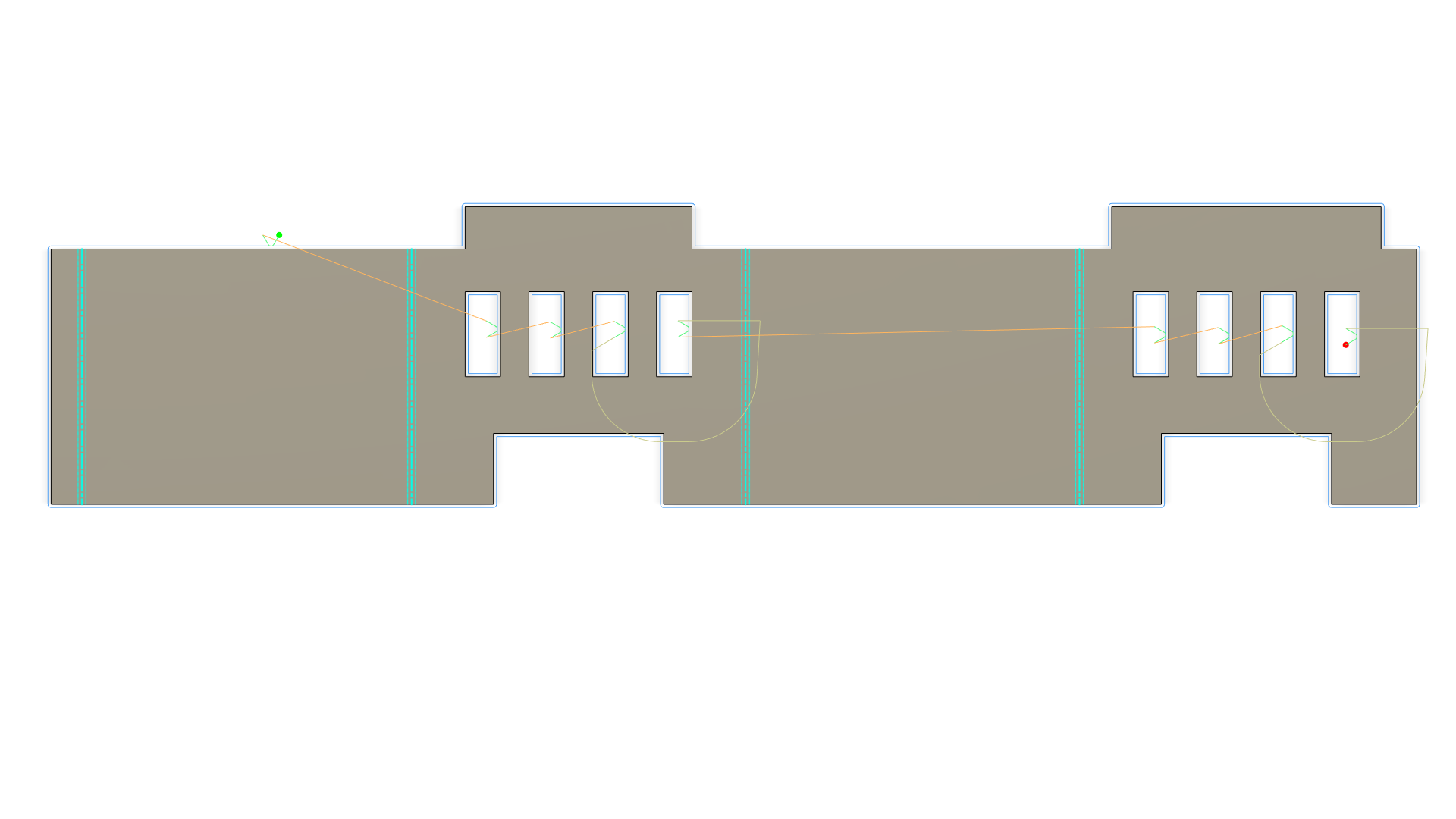
I’m not getting any alerts but when I try to simulate, it only cuts one or two of the 16 rectangular cut outs then the outside perimeter.
I’ll try to post the file shortly.
Be forewarned though…I’m a novice to this and this was my first attempt to design with sheet metal rules.
I went back to the design workspace and turn on the flat pattern and turn off the 2nd sketch.
Return to the manufacturing space and update the current tool path. I reduced the finishing overlap and reduced the lead in and lead outs and selected a few Entry Positions. Now fusion generates a tool path.
Yes, that is what we call @TinWhisperer when we need a manual from him. Other times… hmmm, well, there really aren’t any other times. We ALWAYS need a manual from him!