I’m not finished yet. Still have to use thread mill on bore and finished the backside.
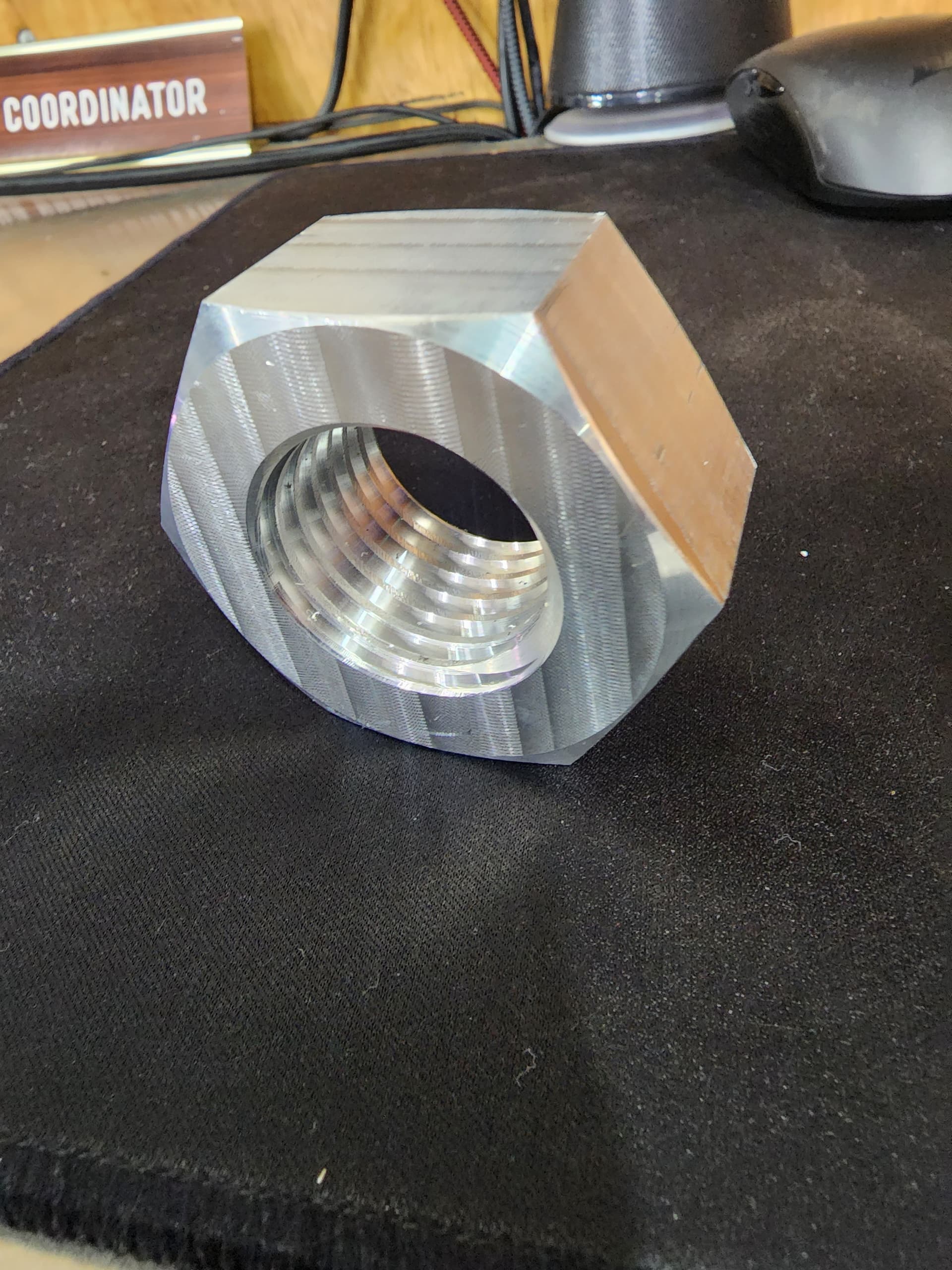
This is a 1 1/4-7 propeller shaft prop nut.
2" hex.
Bore prior to threading 1.109. Finished size came out dead on.
1.99 " hexagon came out 1.999.
All in all I’m very happy. I ran out of time today due to 6 degree weather here at the marina. Had water pipes blowing everywhere .
The is an aluminum test nut. Bronze version to come if this works out.
Merry Christmas to all of you. And to my Canadian friends. You can keep this jet stream up there from now on…
All finished in aluminum. 1-1/4 - 7 propeller shaft nut. Everything came out right on. Now I can make a bronze version if need be.
I did remove my SMW vises and put them in the corner. They won’t hold anything thats not less than 1.5 high. I know they are the cats a#@. After 5 attempts to hold 3 different projects, they have been retired.
@Bigdaddy2166 - Interesting about the SMW vises, did you watch their videos on how to use them? I have the langmuir vise, so far I like it. I was strongly considering the SMW’s as well though.
Yes I did. I used a torque wrench. Ensured the parts were in the jaws the whole way. Any cuts in the X direction that require a load on the vise. I’m sure they have a place but, not in this machine anymore.
I’ll probably keep them for special low profile work. Hell, I have two and duel station kits for each. Soft jaws etc.
Most of my recent projects have been the type that are hard to hold.
Now the Langmuir vise holds like its welded.
First couple of cuts I made, I also saw slipage in the SMW Vises. Re-watched their videos and changed the way I was snugging the vise components to the part and have seen no further issues. For me, I get the lower/moveable vise base located as close to the part as possible, where the wedge on the sides will have the most “meat” and leverage, when clamped to the table. Then, I hold pressure against the back of the top jaw with my index finger and very slightly tighten the top jaw on one side and then the other and then use the torque wrench. I feel like the bottom/base may be getting pushed up, if it is bolted to the table in the far back of the wedge slot. I was comfortable enough with what I learned in their use, that I ordered another SMW vise kit and additional SMW vise.
They will look good in the bottom drawer of a tool box. I tried all the thing you mentioned. They still are nice vises if your making small widgets. They are too much of a liability for me, if you can trust it to hold on to a larger part.
Just my opinion. After spending $1000 for two of them with all the accessories. No one’s more disappointed than me.
Yes, the larger parts you have been doing seem more suited to the Langmuir vises and the SMW vises do seem geared more toward small parts. As you already see, you wouldn’t have any trouble selling your SMW vises, if you decide to let them go. : )
No not yet. I had more trouble with those vises since day one. Any of those langmuir videos that show a high MRR the part would have fell out of the SMW vises.
They are good for low profile stuff with real low MRR programs.
If I call they’ll just say its me. Trust me I did everything possible to get those parts installed correctly.
Pretty common to get single digit temps here in northern Utah but this has to be pretty abnormal in Tennessee? Not fun chasing leaky pipes that have frozen!
I’m a fan of the Modular vise. This particular setup on this part has proven itself for the last 20 years on a CAT40 horizontal. Hasn’t let me down yet.
The problem is the Langmuir spindle is a ER 20 style. The cat 40 type in the picture could never be retrofit to this spindle. At least as far as I know.
The rack looks great though. Who knows maybe it can be done?
Perfect 5/8- 8 Acme thread after 10 thread offset adjustments. This machine is bad a@#.
This whole thread pitch stuff requires a degree from MIT in the beginning.