I can only dream.
Very Nice. I forgot to order the thread mills.
Langmuir’s thread mill kit is a very good deal. It is good for 10-32 all the way up to 1/2 -13.
I’ve been using a lot of special thread mills for the much larger sizes. The Acme thread mill is totally different from the rest.
1 Like
Roger that. I get one ordered.
Here is a finished 1 1/4 -7 Propeller nut in bronze. This is a 10 thousand dollar investment for a $65 nut.
$9935 to go… ![]()
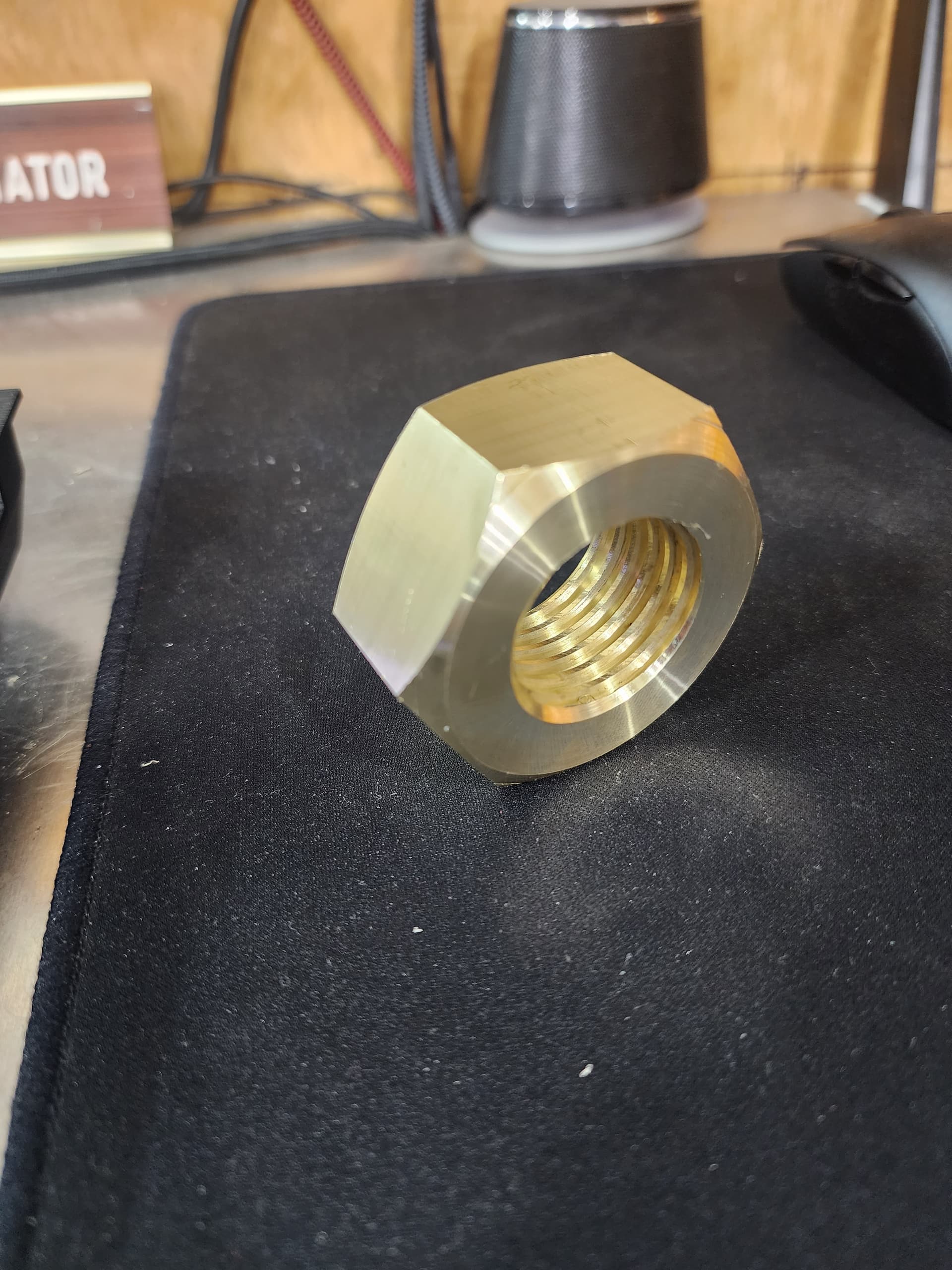

Machine worked perfectly with 2B thread fit.
Very pleased
10 Likes
That looks great.
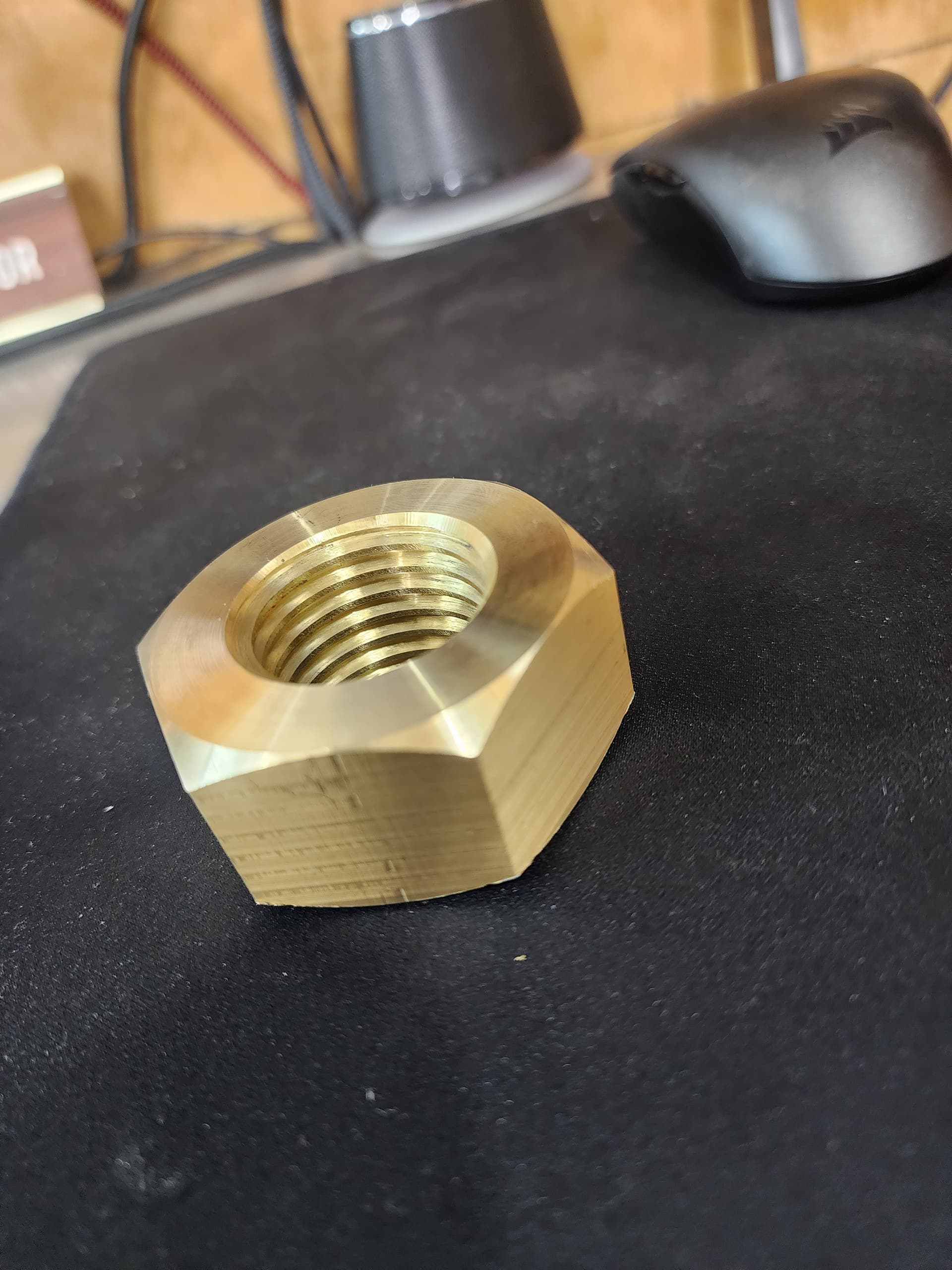
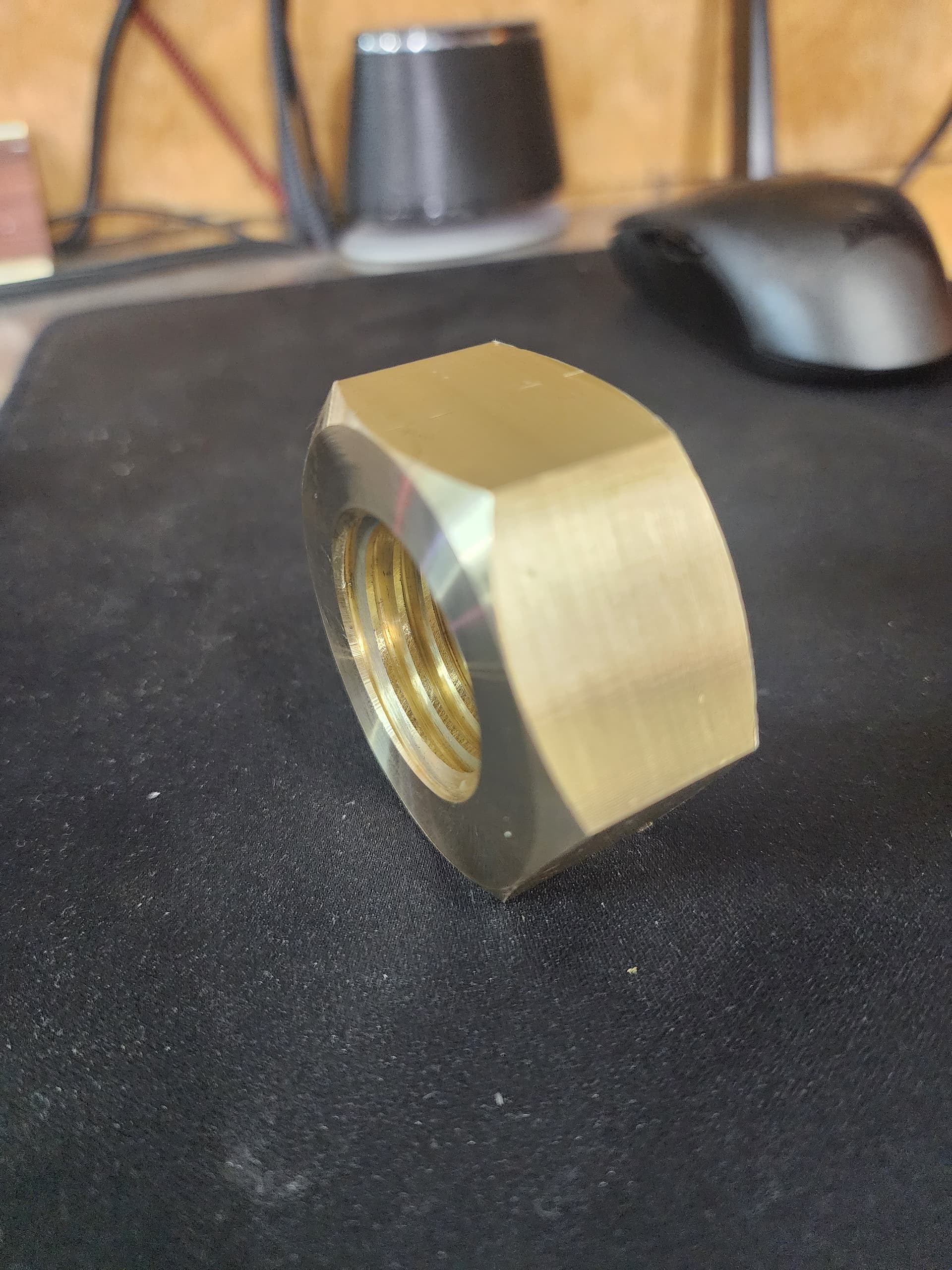
Next up is the cone nut version of the propeller nut.
1 Like
Castle nut version is next. I’m starting to get this thead mill stuff down pat.
3 Likes
When adjusting the thread size are you having to re-post from Fusion each time or did you find a way to make offsets in Cut Control?
Repost each time from fusion. I do the math for the offset and start small and work my way up to correct pitch offset. I’m making a data base with finished offsets for future use.
3 Likes
Wow! Are you saying if you were to buy this from a supplier it would be $10k?
That had my eyebrow raised too… pay for an mr1 in one job. Seems to be a crazy untapped market if that’s the case.
Thats how much i have invested
2 Likes
I see. Lol. I thought you were implying that those nuts sell for $10,000 a piece.
Me too! I was about ready to start production ![]()
1 Like
Good lookimg job!!
This looks great. I have zero experience thread milling, so this is one of the things that piqued my interest about the MR1. ( Unfortunately mine is unassembled in the box and will remain that way a bit… circumstances!)… Now @bigdaddy2166 you have done the einstein learning curve, is there any reason you can’t threadmill the outside of a stud (vs the inside of a hole)… Practicality aside, seems like this is possible… Thoughts??
Nice work btw,
thanks
KW
Yes without any problem. Same tool different tool path.
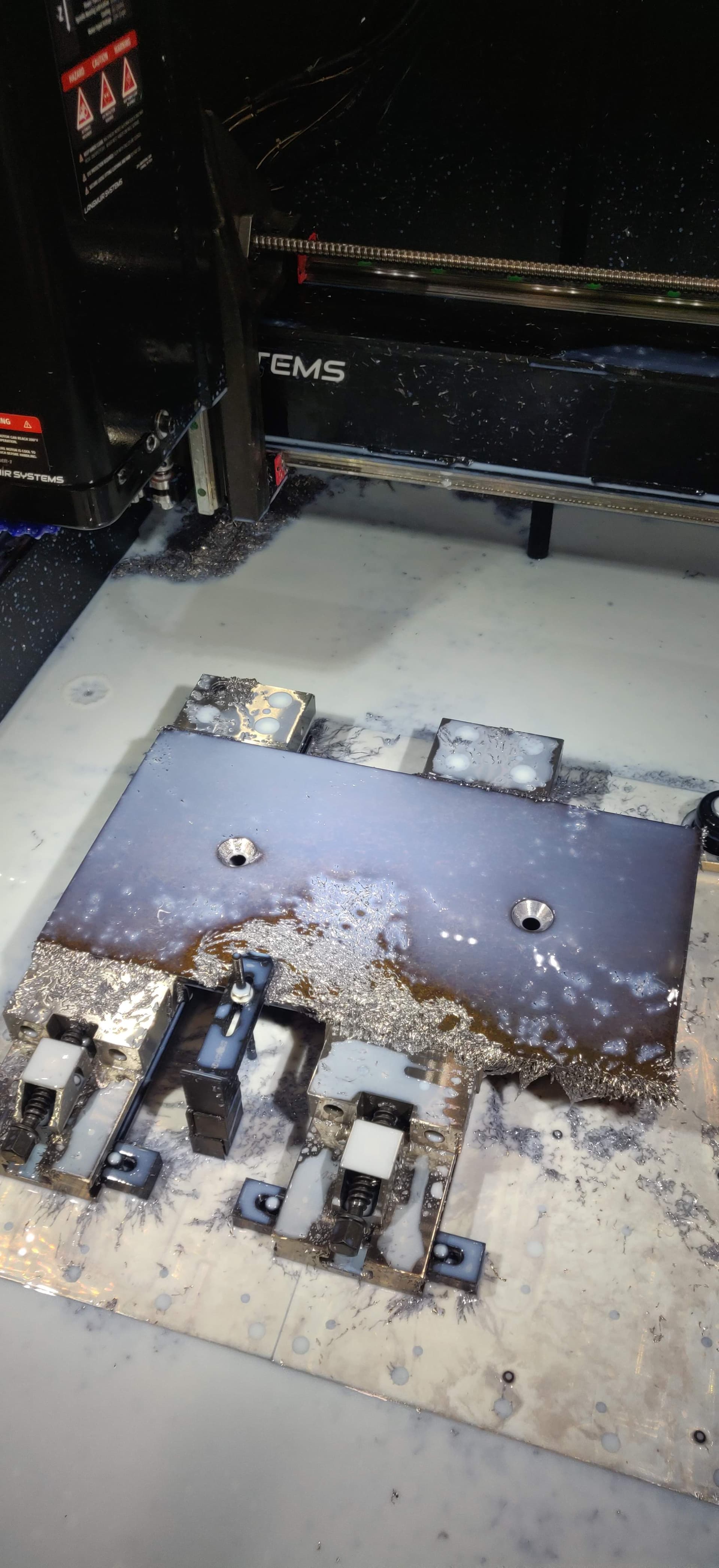
This was a fun one, and by fun I mean a little nerve racking to hit to run button because of the material. Local concrete company came to us needing new AR400 wear plates made for the inside of their mixing chamber in the batch plant. The plates are 3/8 thick and use a large metric flush mount bolt to hold them in place.
Roughly 25 minutes of run time a plate running 1500 rpm and a chip load of 0.002" on a 3/8 4 flute helical tools endmill, cuts like butter. The MR1 took it like a champ and you could could feel it just humming along in the floor. Totally stoked with how the test panel turned out, if it works for them we will be looking at another 20 panels at least that they will need.

7 Likes
Could also do the hole placement in the MR-1 and then use a piloted counter sink in a drill press to finish it off, save some endmills.
The problem with AR plate is it work hardens really easily if your feeds aren’t right and it laughs at any of your standard non carbide tooling. Once it work hardens the piece is essentially useless as well. There’s for sure faster ways to do it, a carbide insert countersink in the MR1 spindle would be ideal here imo.
After talking with the customer this morning there is well over 200 holes we would be needing to do this to and it would be a yearly repeat job. So repeatable and reliable tool life is key for us to make money on the job which the carbide endmills have been giving us so far.
2 Likes