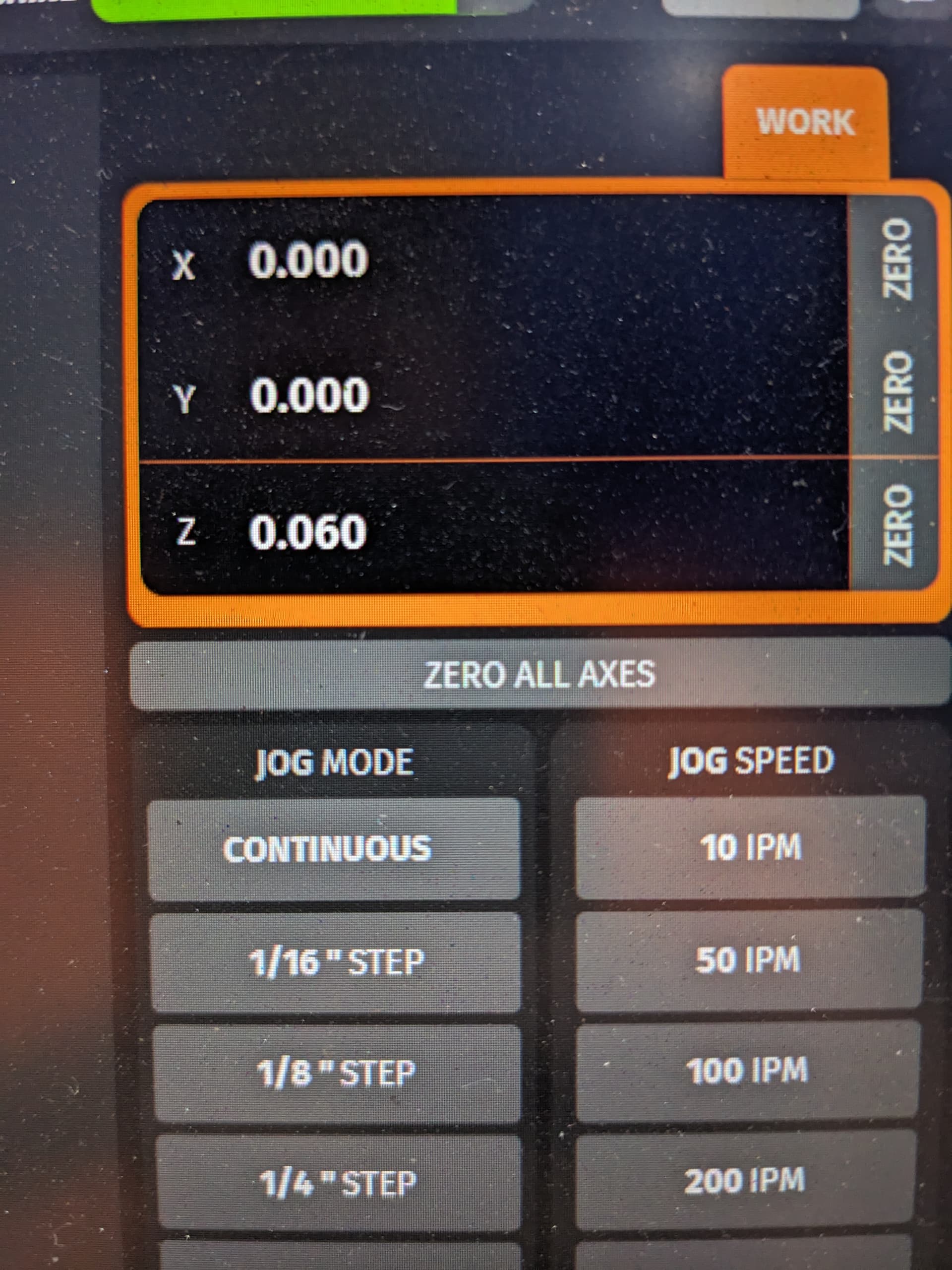
I ran the file it came down touched the steel went back up came back down to .060 in fire control but measured.065 . consumable pictures are posted further up
Likely, yes but you would see a noticeable difference with your cut without changing pierce height.
If pierce height and pierce delay are too large, you might starve the plasma stream for metal to melt, thus losing connection and it might turn off the plasma flow.
Same thing could happen if the cut speed is too slow so you might try BigDaddy’s suggestion to set the cut speed to 47.
Cut good at .024 but misfire at the beginning of a couple of cuts so I assumed the pierce height need to be adjusted too. it seems like this must be an issue with my fusion software
It is not Fusion. It is FireControl, the computer and the electronics of the table that turned gcode 0.062 inch cut height to 0.1 inch cut height. It is related to the electronic communication between the computer and the table electronics. If you change to a different computer you might see 0.062 come out setting it right at 0.062 on the table. Hopefully, you are now on track to having some consistency again.
You might need to re-evaluate all of your settings for different thicknesses of metal with respect to cut height, pierce height, pierce delay and cut speed. If you look at your first cut images in this thread, it is classic “torch too high” behavior (topside dross, incomplete cut and severe positive bevel).
There is another issue that came up at the same time this started my y axis stepper controller was overheating and shutting down I was able to add a fan to it and stop that issue but with no fan on the stepper controller it will shut down put in a new stepper controller and still needed the fan
Got everything swapped out and it cuts perfect even at 47 ipm but has new problem the longer it cuts its slowly drifting down and hits the metal and dragsl