For post flow my main concern was start the cut then having to wait till post flow finished before being able to fire for the next cut which would be terrible. Luckily the way it work is if you cut out a section once it stops cutting postflow happens but if it needs to fire it will stop post flow and fire. Only at the very end of your last cut will postflow actually stay on for the 20sec. What I would like to do is have it move back to Zero after the last cut instead of staying at the end of the cut but not sure how to do that.
I did my 1st test cuts yesterday. The came out beveled and horrible. I put my welding helmet on and got close noticed the plasma angle was weird. Turns out to be bad consumables. Heres what I noticed after troubleshooting for a few hours.
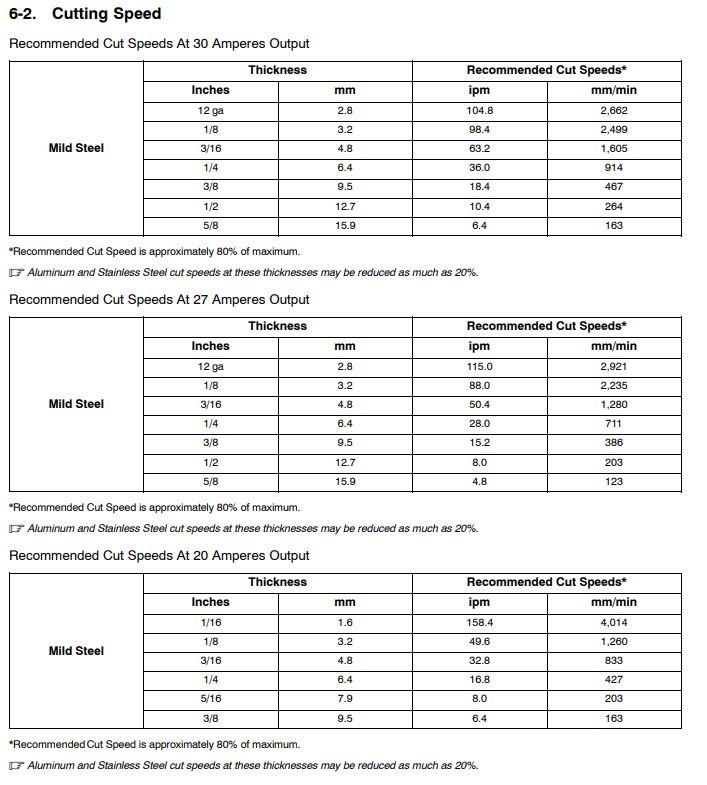
-1/8th mild steel go slow. Im going at 20in/min even though the manual says 40 (which is suppose to be only 80% of max… unless i’m misreading this manual)
-30amp setting
-at least .2inch for lead in or you risk blowing your edge
I guesstimated kerf (if you happen to know this let me know)
@chowpay here is a snip of the 375 extreme manual. Im reading 30 amps 1/8" steel as 98.4 ipm! It concerns me that you are having to run it so much slower than that. Im planning on running my 375 extreme but Im starting to reconsider.
Have you put together anymore cut speeds for other thicknesses yet?
I actually need to try it faster. The reason I was running slow was due to these terrible beveling cuts I had. Grab’d my welding helmet and watched it closely and the spray was not straight. Bad consumables. But I kept the setting the same after replacing the consumables and ran it the cuts looked great. I’ll have to up the speed and see it goes.
Im finally up and running with my 375 and wanted to report back.
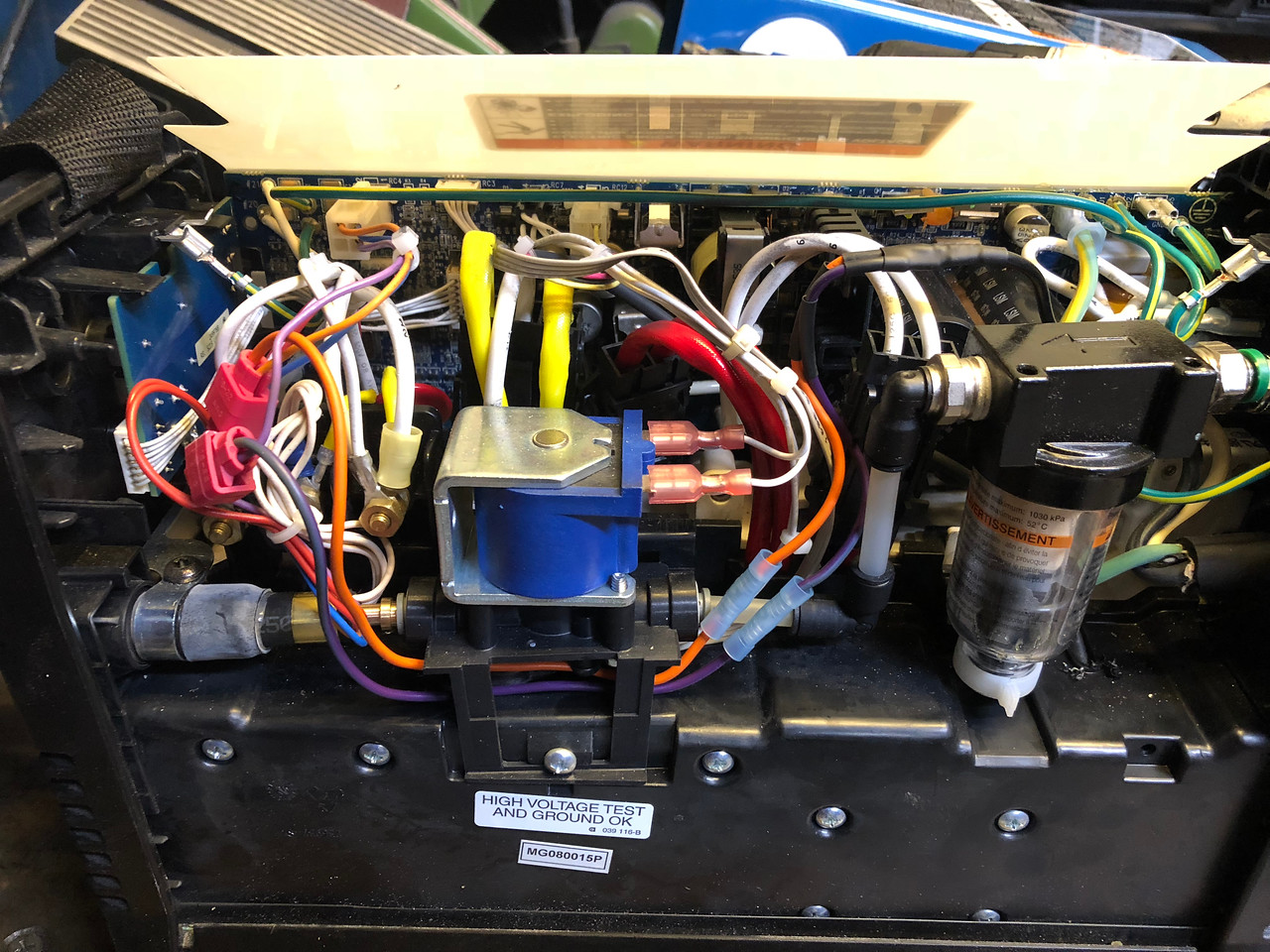
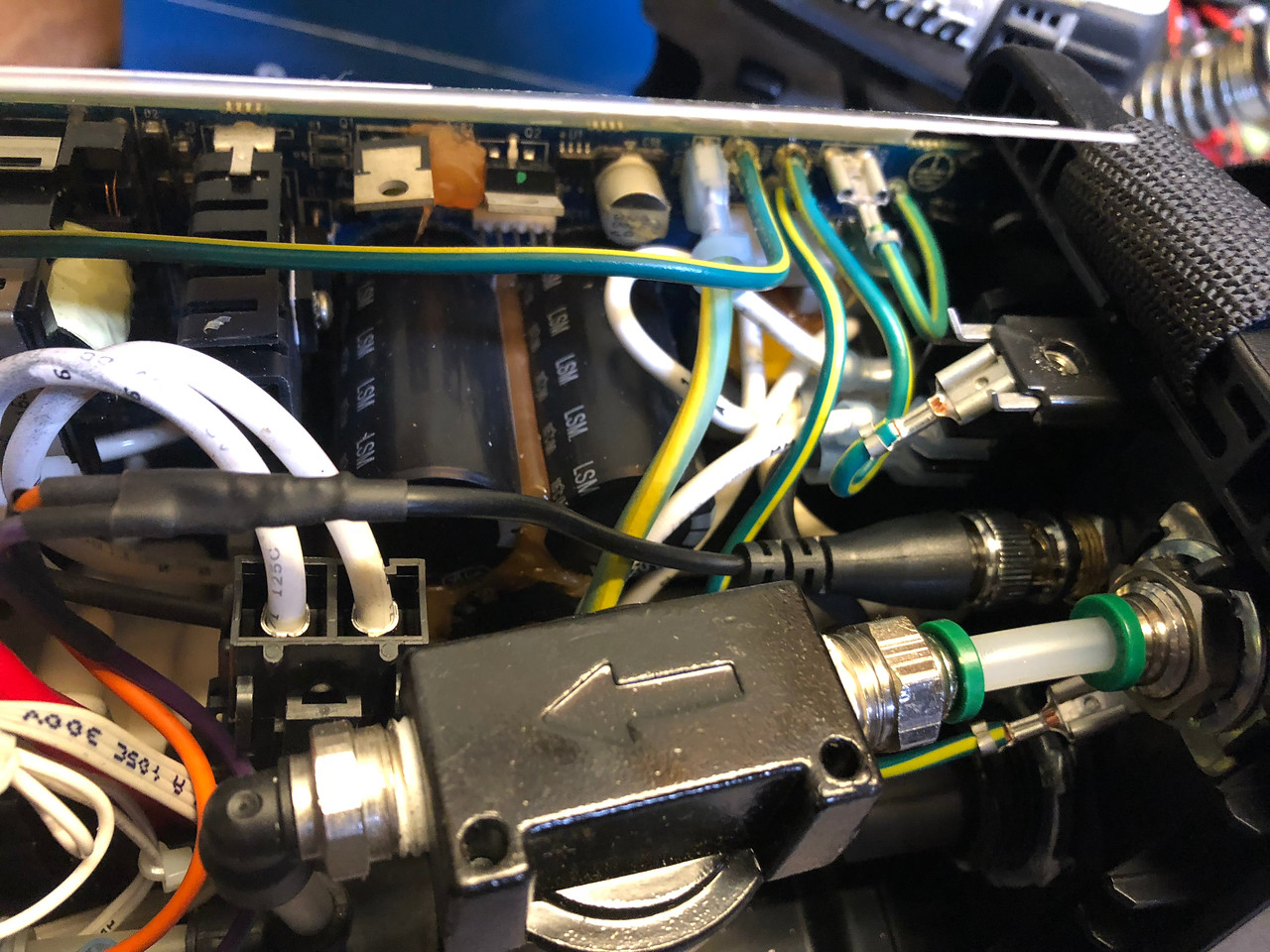
Your torch wiring instructions worked perfectly! Thank you for that!
Im running 30ipm at 30 amps on 10ga(0.135") steel with basically zero dross and a very nice edge.
I started playing with 14ga(0.074") last night and found it much more difficult to get a dross free cut. I ended up at 80ipm at 30 amps and got a decent cut but I feel there is still some room for improvement.
This is awesome and I just finished this same Mod on my 375 X-treme. I love the clean look of this and being able to disconnect the torch fire so that it isn’t just hanging out of the box when using the cutter away from the CNC. Thank you so much for posting this.
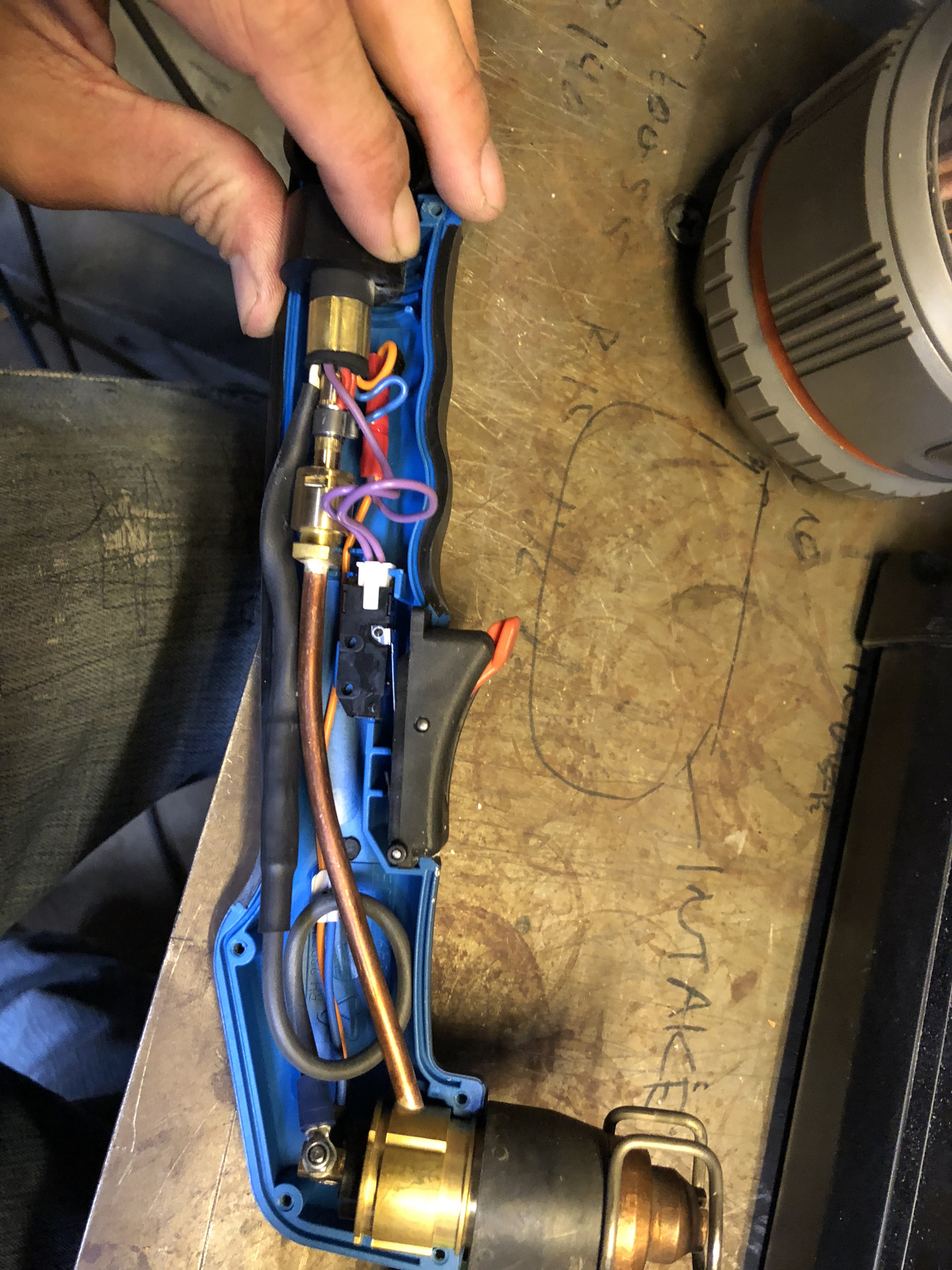
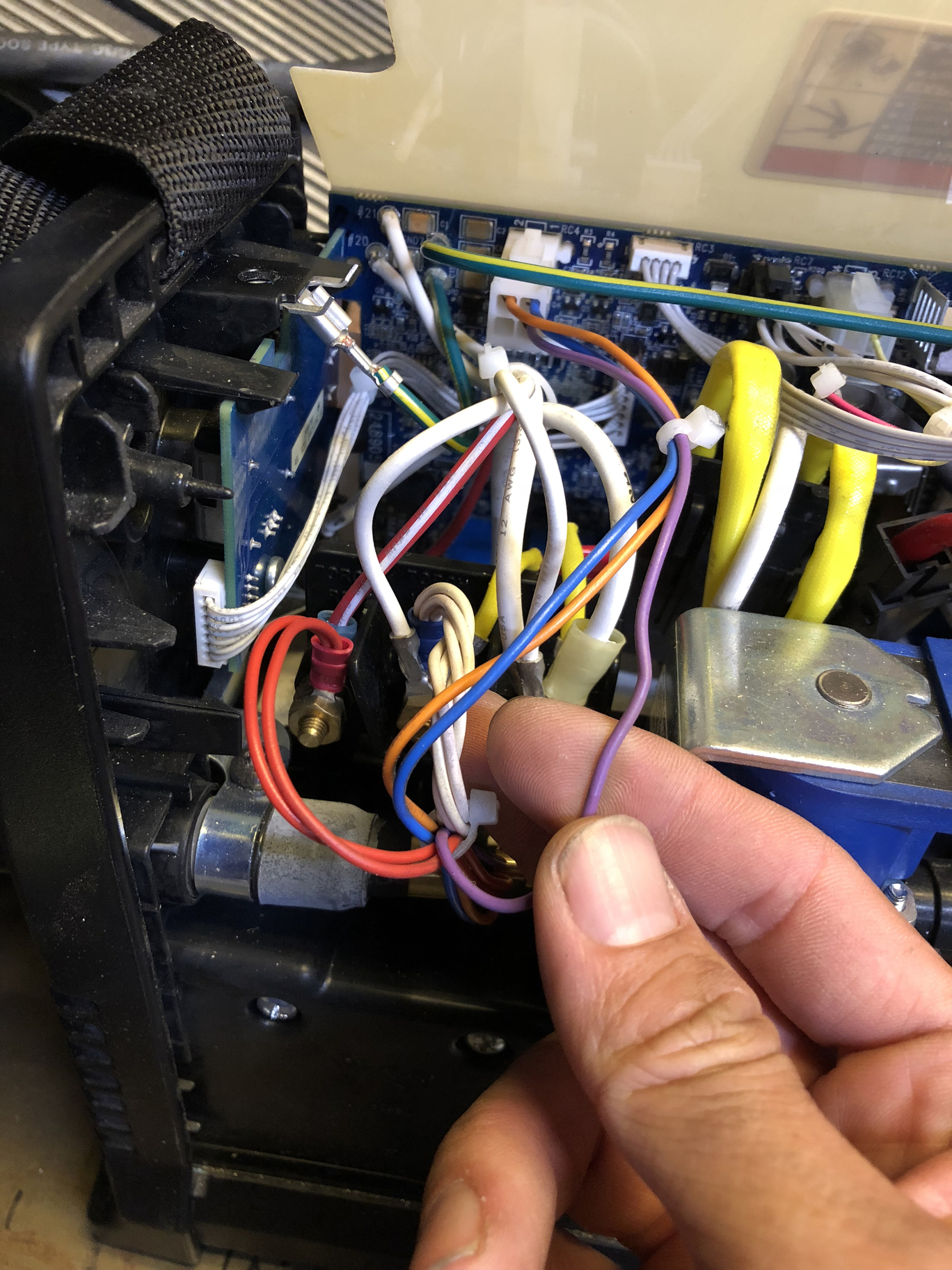
Thank you for this it has helped, only question I have is which wire goes to what. The red wire goes to the purple and the ground goes to the Orange?
From the picture with the handle pulled apart that is what I gathered.
Or does it not matter?