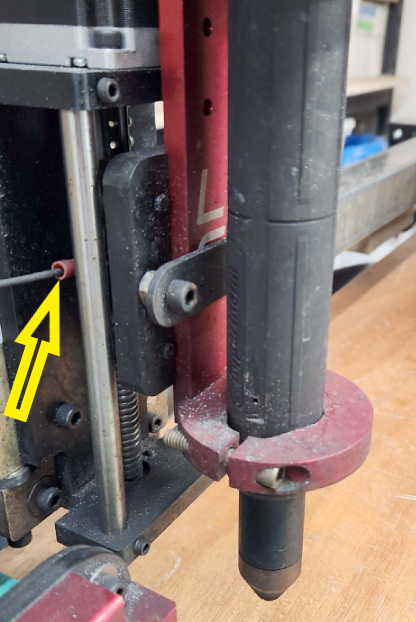
follow the IHS wire where it goes into the Z axis and make sure the wire is tightly connected. I post a picture of this location on the forum before but i can not find it now
The OP DM me this msg.
still not resolved and waiting for the post limit to be over.
You might also check to make sure the IHS is closed with the torch in its resting position with gravity by testing with VOM (volt-ohm) across the two connections.
Apply the probes when the torch is at rest and it should measure connectivity (low ohms).
Now push the torch upward so the contacts break connection. That should show infinite resistance or no connection. If you have high resistance when the torch is resting, the contacts may be dirty.
1 Like
Blow some air in the area chelanjim pointed to in the pic… could be metal shavings messing with the switch as well.
1 Like
And in addition to what Joe suggests with the air blowing, don’t be afraid to manually push the torch up against its spring to open the contacts so as to assist the air cleaning.
You supplied a better picture than what I suppled ![]()

I have the same table (pro) and the Hypertherm 45XP with the machine torch as well. Recently, I had to go thru a wholesale recalibration of my torch height. I thought the THC or IHS was malfunctioning as I noticed that the torch seemed higher than usual. Also, I was having a terrible bevel with the cut with dross on both sides of the plate.
Initially, I just arbitrarily reduced my cut height from 0.060 to “0.040” in CAM. I didn’t measure. It was still doing bad cuts and too high. I ran this file,
cut height test.tap (224 Bytes)
(supplied by @Phillipw). This caused a revelation because it runs the table in FireControl through the IHS and then stops at what it thinks is the cut setting of 0.060 and provides a spring back of 0.020. This does not involve any action/involvement from the THC since the gcode stops the program before the torch ever fires.
For me, that stopped position was measuring 0.105. I then ran one of my programs where the CAM was trying to set cut height of 0.040. I stopped it during the cut and it measured 0.095.
What I ended up doing was lowering my cut height, once again, to a new value and this time it is 0.022. I also changed my Spring back from 0.020 to “-0.02”. Now my cut height is 0.058 and the cuts are the best I have ever seen (for me).
My theory is that the cut height starts out wrong and then THC amplifies that error.
Conclusion: If you have not done a thorough calibration of your cut height, it might be illustrative.
1 Like
I wonder if the ihs switch is lazy? Correct me if I am wrong the switch stays closed and open when it touches off. Either way it is supposed to signal fire control when it touches the material. Then goes to the pierce height. Maybe it is stiff or sloppy.
Yes, it opens the contacts when the torch touches down. The torch continues to descend slightly more then reverses. At the point when it rises and the contacts close, that is when z=0 is set.
That is the way I thought. Maybe it is sticking open.
Or if somehow it is maintaining a connection without breaking: such as when the torch does not find anything to push against. That causes the IHS to assume a wrong z=0 point, as well.
Edit: it is conceivable that even though the torch has further travel downward past the metal plate, if there is some binding sensed in the z screw, it might think it bottomed out?? Yes/No. I did have a situation when I kept getting an error and the FireControl would stop the program. I can’t remember the error but it turned out I needed to put some lubrication on the z screw. Never had that problem again.
1 Like
In the g godes the z axis is programed to move down 5 inches or until the ihs trips. I agree I think I would focus on the ihs switch to start with.
2 Likes
Is the indicated voltage reading anything when the torch actually firing in the firecontrol display? I had this issue on an xr and after much diagnosing and fiddling with connections and bearings and everything else mechanically related to the z axis i discovered the barrel plug loose in the vim box…seated and everything worked perfectly after a week of issues.
Check your ground again. I see that you tried that already, but I have the same setup and had a very similar problem…it would start the cut and then slowly rise until it threw an error and stopped the cut.
Fixing the ground fixed it for me.
Just clarifying: Are you saying “earth” ground or “work lead?” How did you “fix” your “ground?”
Work lead ground. My problem was I was cutting some small pieces out of mostly scrap pieces and I had no decent place to put the ground on the piece, so I put it to a slat. Changing it back to the work piece fixed it for me. It baffled me for half a day before I found it. My guess is that the slats are used enough and the holey metal I was trying to eke out a small part from just didn’t have enough contact area to complete the grounding necessary.
I know the original poster said they tried that, but double checking may be worth it. Also I love my XP but the ground clamp isn’t its strongest feature.
2 Likes
I hope I don’t sound like a jerk but for clarity in future conversations the work clamp is not the ground it’s actually positive. It’s a common mistake to call it a ground but that leads to confusion when troubleshooting. I think we all called it a ground at one time. Glad you sorted out your issue!
2 Likes
TIL
Thanks.
1 Like
I started to clamp my positive on the slats many months ago. What i do is about every month i just take my grinder and clean off a 1"x1" spot on the slat and I haven’t had an issue myself. You just want to be aware of this situation and be one of the first troubleshooting checks. If i was going to clamp to every metal item i would change out the huge style clamp to smaller.
2 Likes