Unrelated but my brother and I re-did the banister. Previously, it was a golden oak color, and looked a bit dated and didn’t match what we had planned for our remodel. My bro is an R&D guy for a coatings company. He helped me clean and strip the old stain and prep the wood. I was hesitant to paint over stain as I had a bad experience painting cabinets in a house I flipped a couple years back, but it turned out great when I listened to my bro and did it right. The coatings, we used are super hard and cured using a UV light. It has been great with the kids beating anything they can find on it. and running their cars etc. into it…
Our new cabinets in this house, I went with the cabinet guys standard coating, and though they are new and not re-coated they haven’t fared as well.
That’s pretty sweet having him to bounce questions. I might have to find out a little more on the UV cure finish you went with. As I will be finishing some new cabinets in the near future. Your house looks very nice all the way around.
Thanks! I bought it as a short sale… which is a deceiving term. It took 9 months to close the sale. The sellers took everything including towel racks and even all the screws from the wall anchors and some of the inserts themselves leaving holes in the walls where they were.… they took appliances that were in the contract and the water softener. At first I was bugged but my heart softened and I decided none of the stuff they took would change my life and if they needed it I was glad they took it. My wife and I have put allot of work into it and we are blessed to have it.
This is not plasma related so don’t go any further if your offended by that!!!
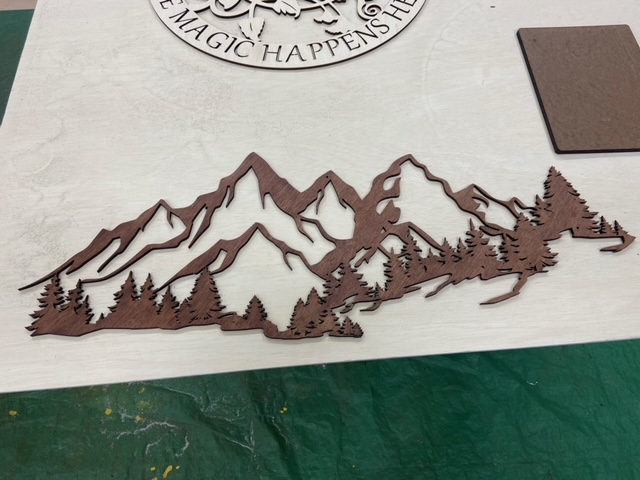
First one is for my niece it s 8"x 36" 1/4" 5 ply (plywood) cut on a laser
No lead in or outs as there not needed kerf width is .008
With the detail on the tress you could not have cut this any other way.
This one is for my wife for X-mas. The small dot you see by my dirty finger is pierce hole.
This is 24" in dia
That was a while back and once you explode text in fusion you can’t go back and see what it is. It seems like it started with a M.
The design was done in fusion and exported as a DXF then converted to a SVG. not sure what brand the laser is, the bed is 49” wide by 28” deep. It does have a pass through door so you can do larger parts but you would need to move it if your design is bigger than the bed.
The software on the laser I have no idea but has some very cool features that would nice to have in Fusion. My
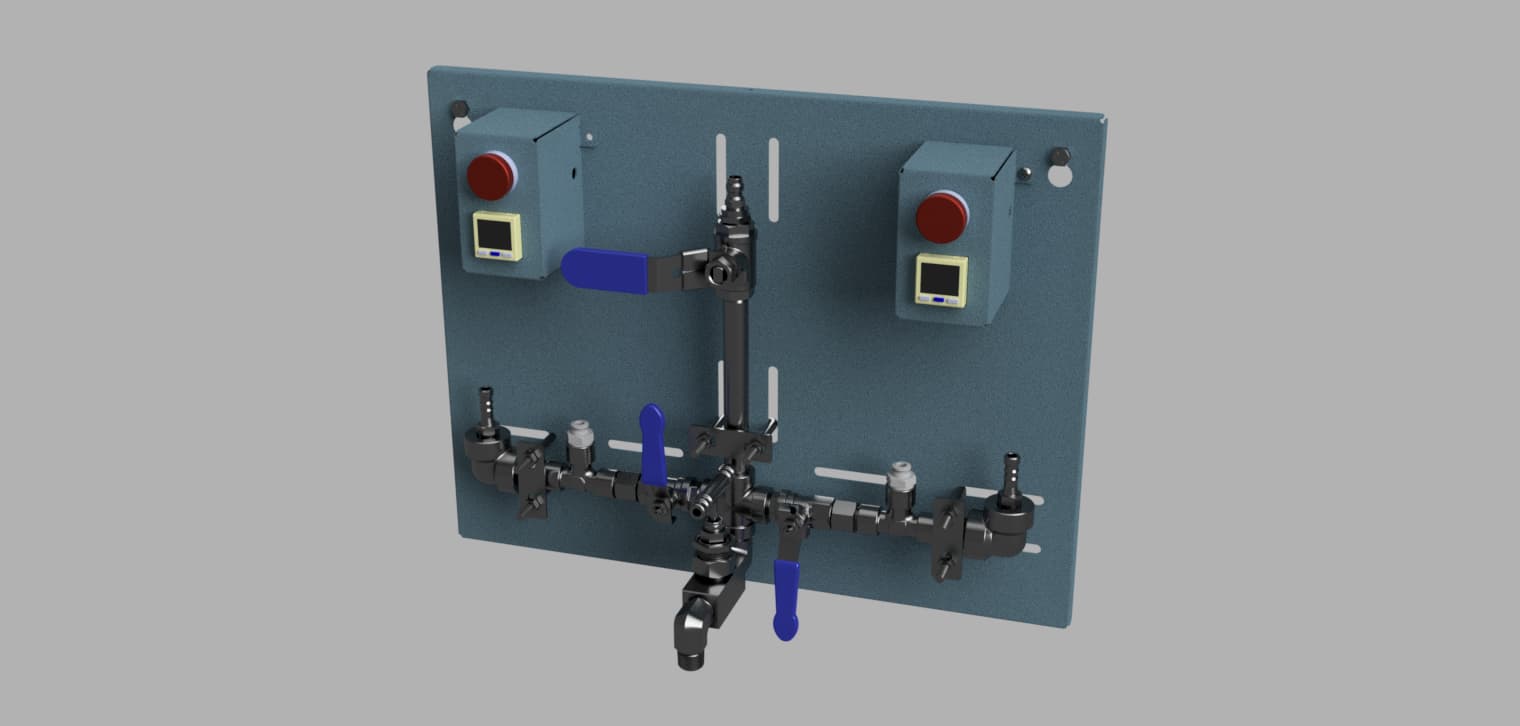
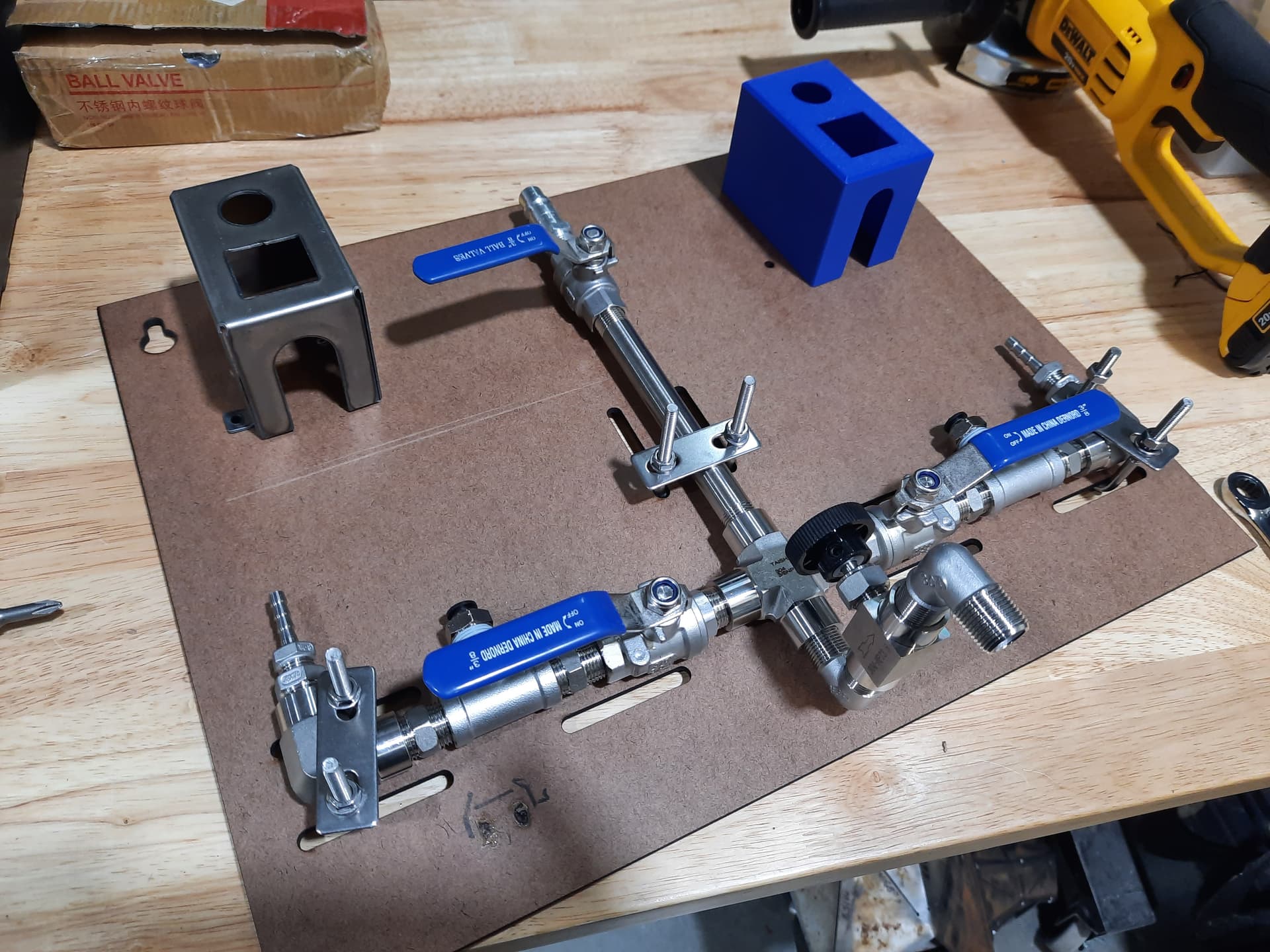
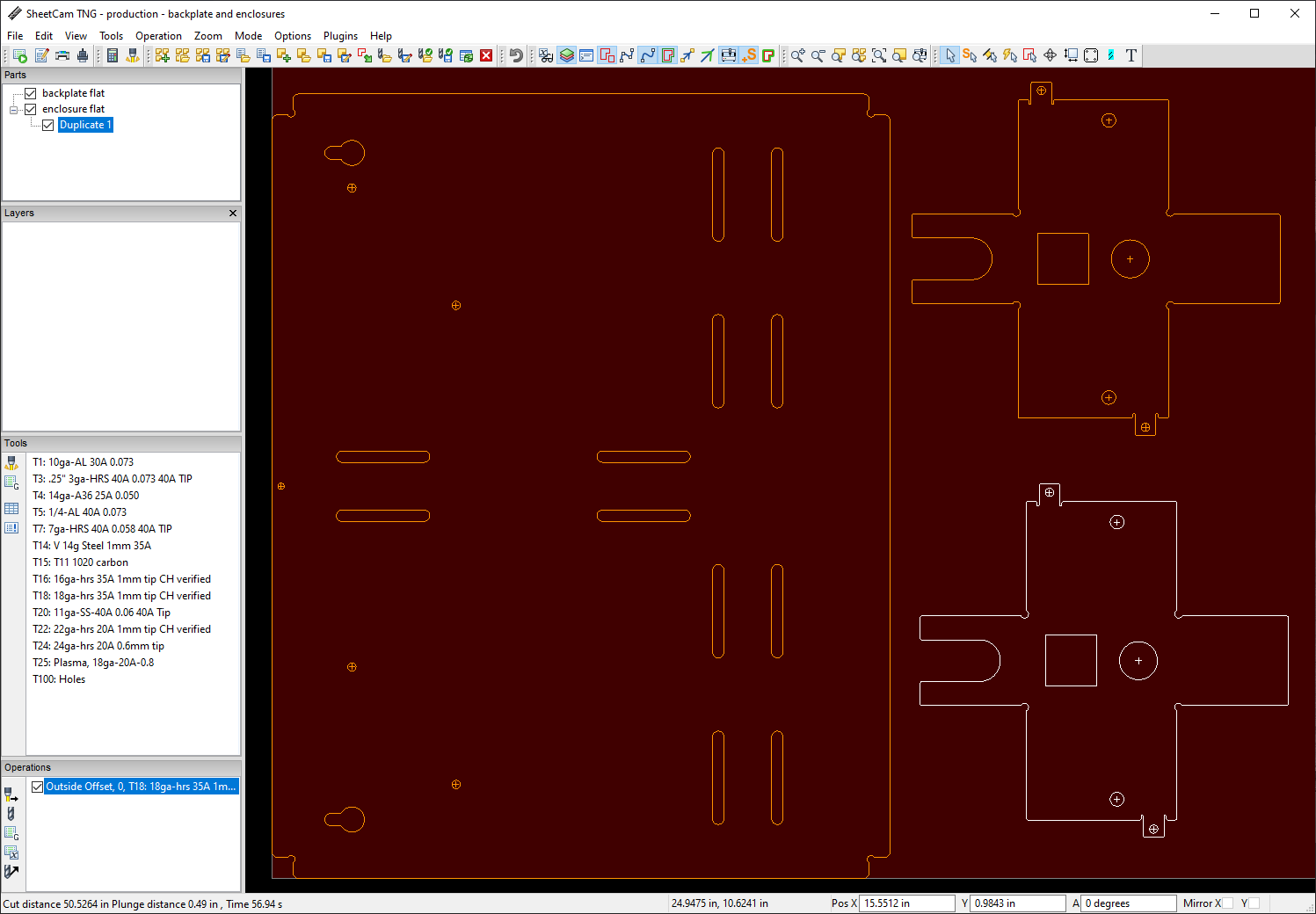
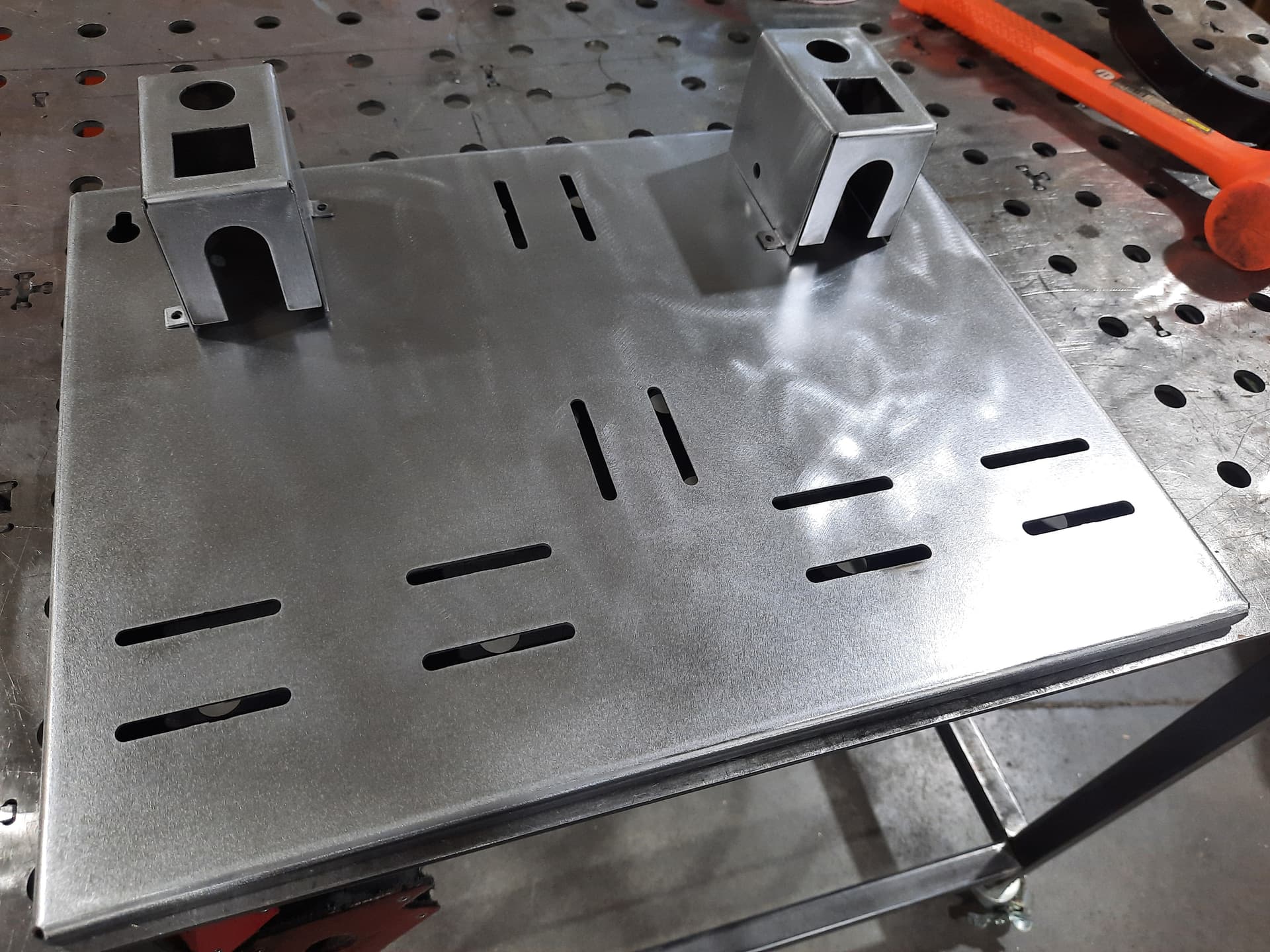
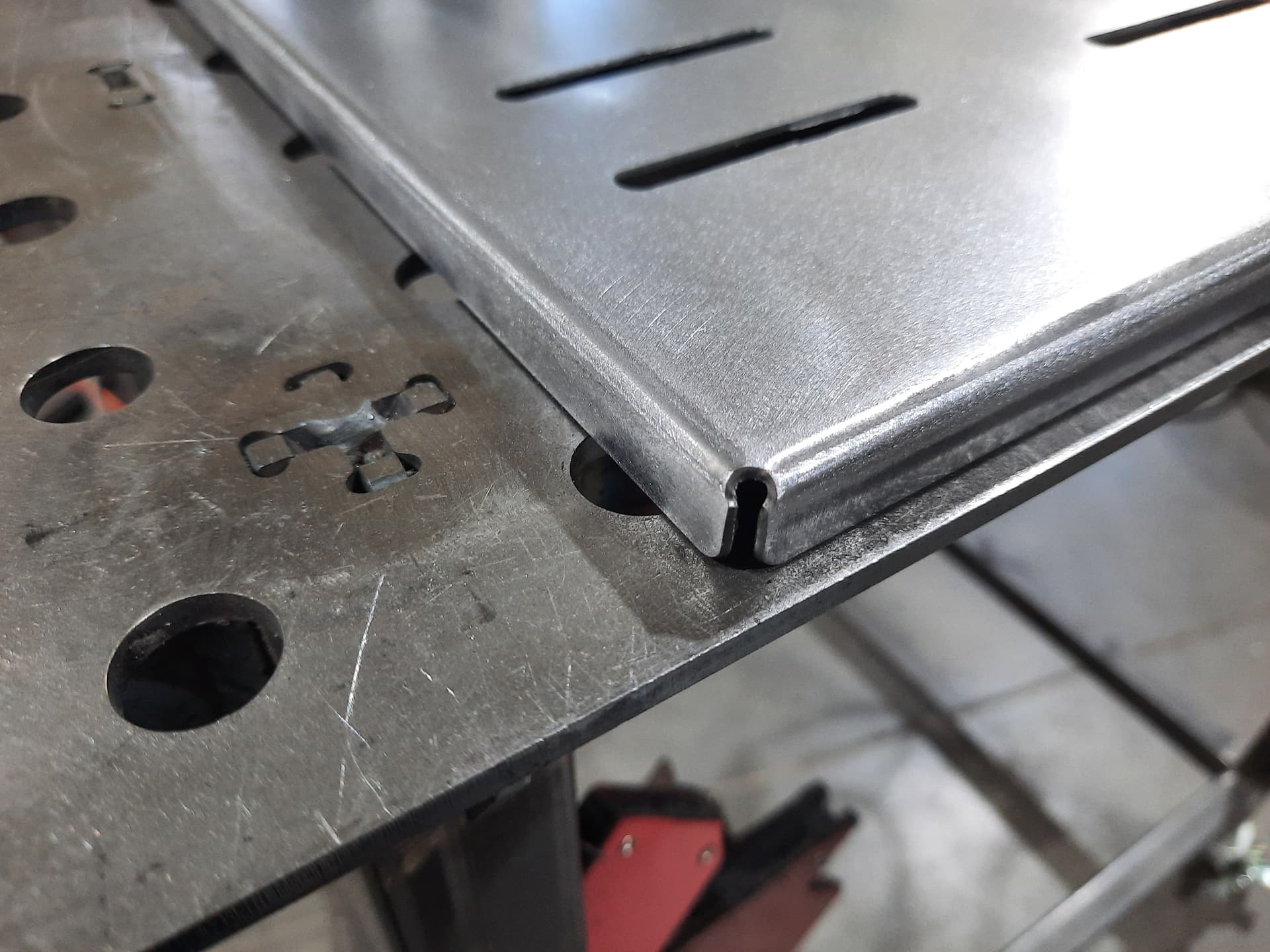
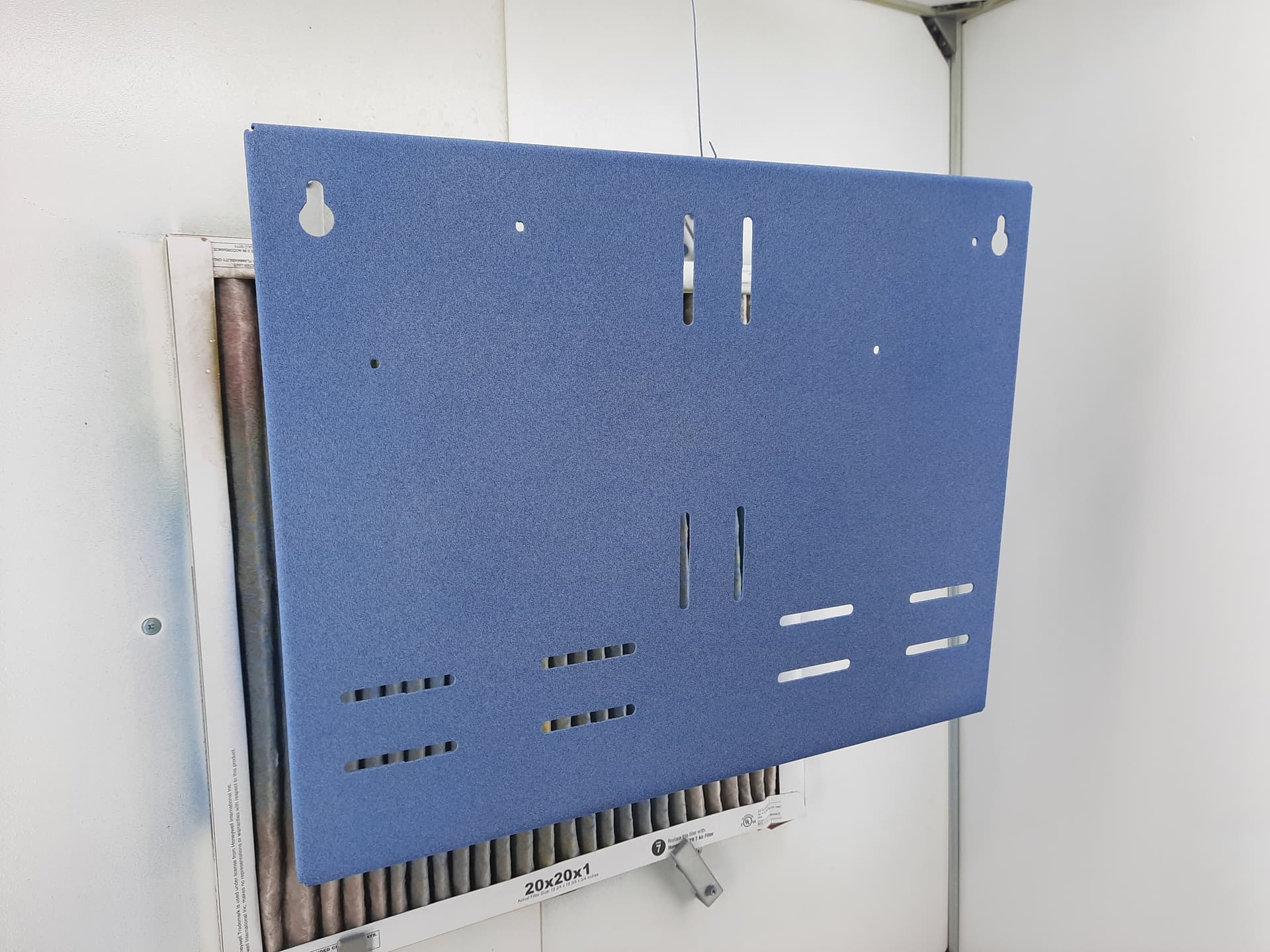
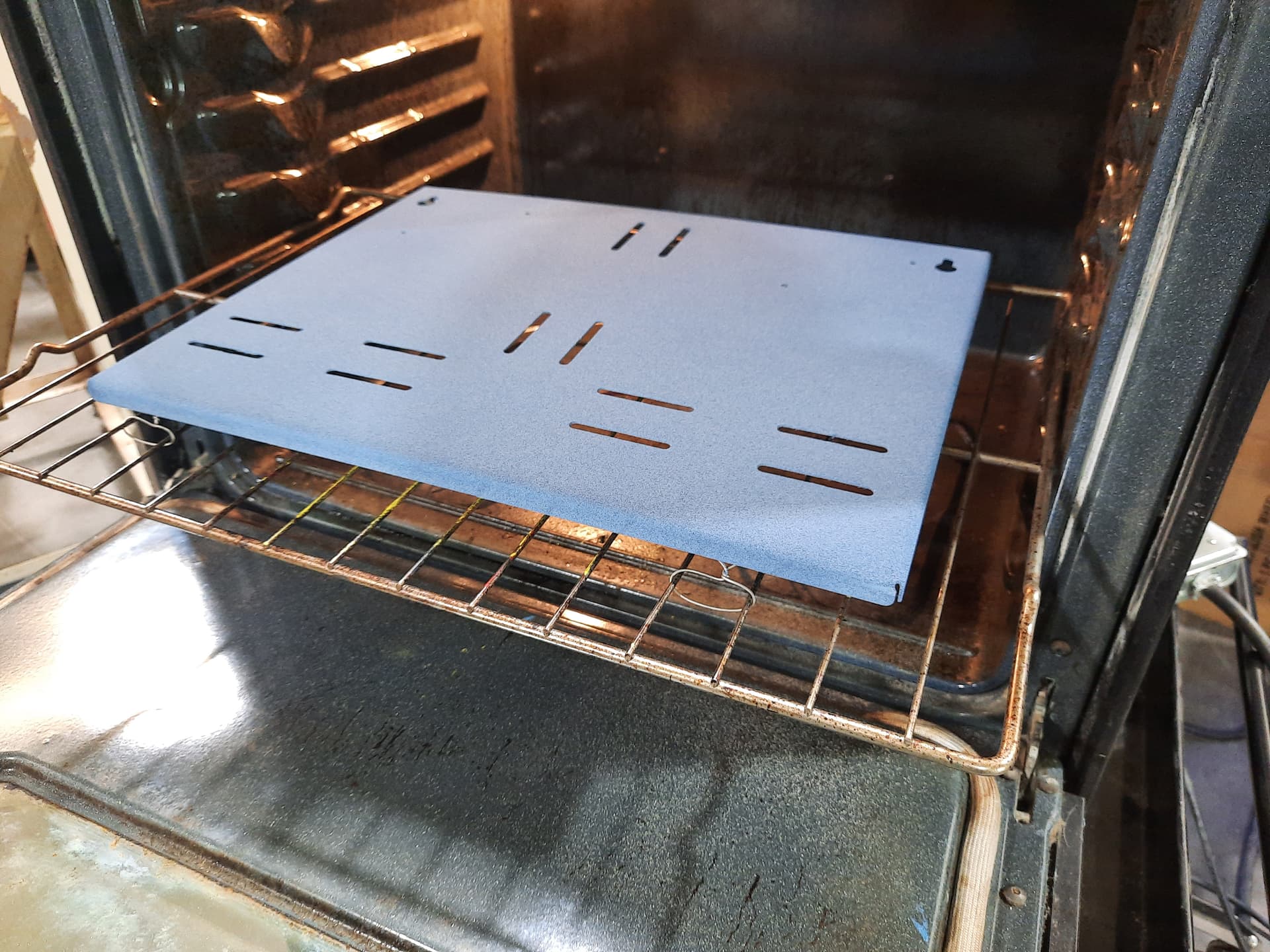
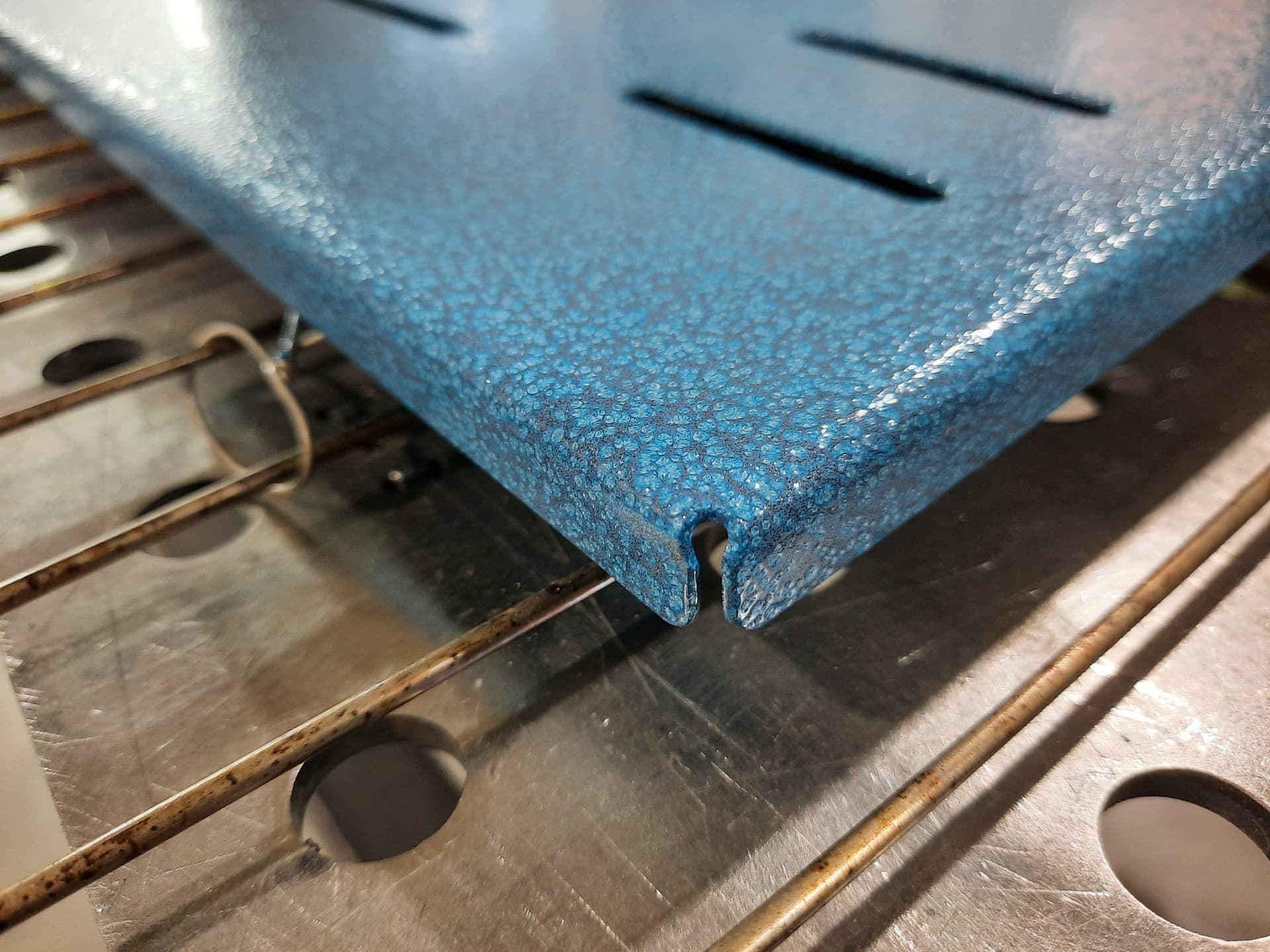
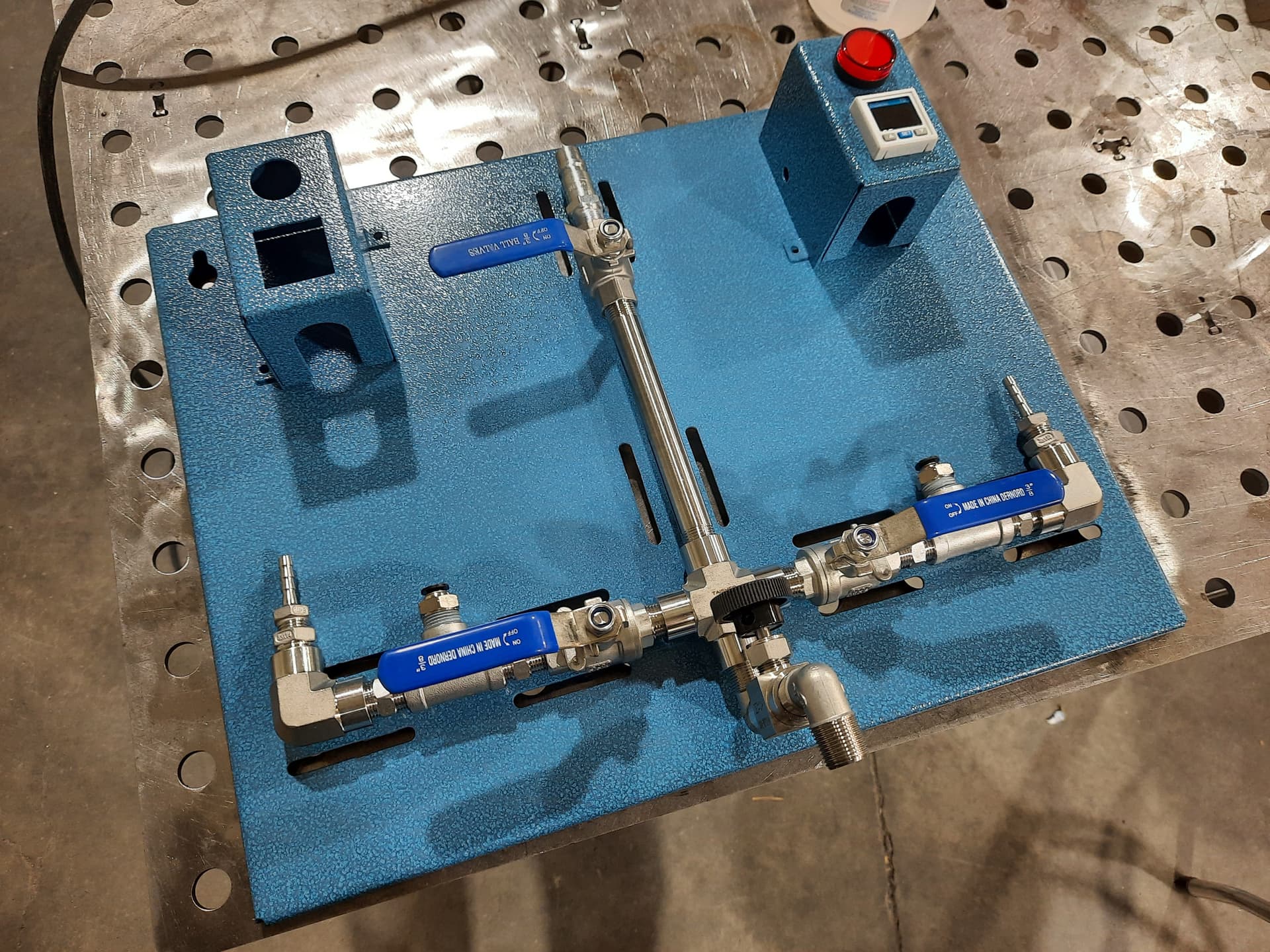
Customer requested I fabricate a pneumatic testing rack for wall mount. Here’s my initial manifold design with inlet, 2 outlets, valves, digital pressure sensor, pressure present indicator and needle bleed valve.
I think you said in the past you design in fusion and export to sheetcam. Fusion has came along ways even in the last year with CAM. Is there something you don’t like or want to see how to do in fusion CAM. Just like to save you time if already using fusion. Like most things it’s different but once you get it down it’s super easy. Nothing wrong with sheetcam just extra step. I would understand if using Inkscape or other design software.
I agree with Don. The CAM process is so much better since December 2022 and has continued to improve this year.
But, you have so many different programs that you need to master that I can understand your reluctance to take that extra time to re-learn Fusion 360’s nuances.
I believe SheetCAM still has a few tricks that Fusion 360 is just not there yet. One is the start from center of holes and the other is the “park” feature at the end of the cut. But, I don’t want to start a feud. I just know I don’t want to spend the time to learn SheetCAM just for those few things. The speed of which SheetCAM manufacture the g-code is not important to me. On Fusion 360 column is that quick process between editing your sketch and almost instantaneously have the g-code ready to process.
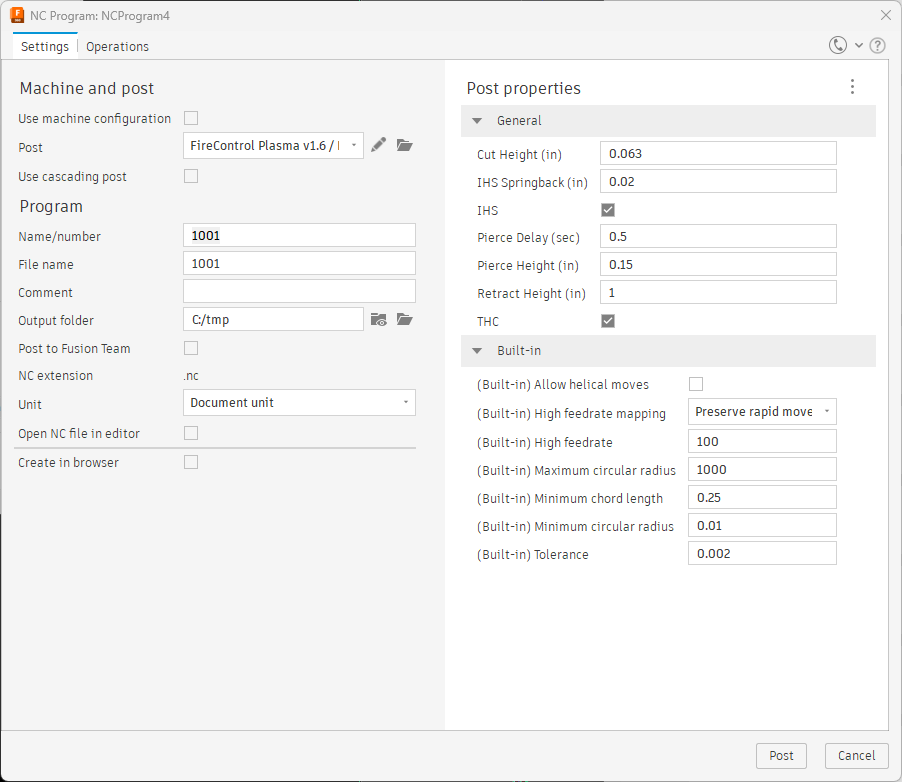
in the cps v1.6 file, I see the post properties are statically defined.
properties = {
ihsToggle: true,
thcToggle: true,
pierceDelay: 0.5, // specifies the delay to pierce in seconds
pierceHeight: 0.15, // specifies the pierce height
cutHeight: 0.063, // toggle between using G0 or G1 with a high Feedrate for rapid movements
retractHeight: 1, // the retract distance
ihsSpringback: 0.020,
};
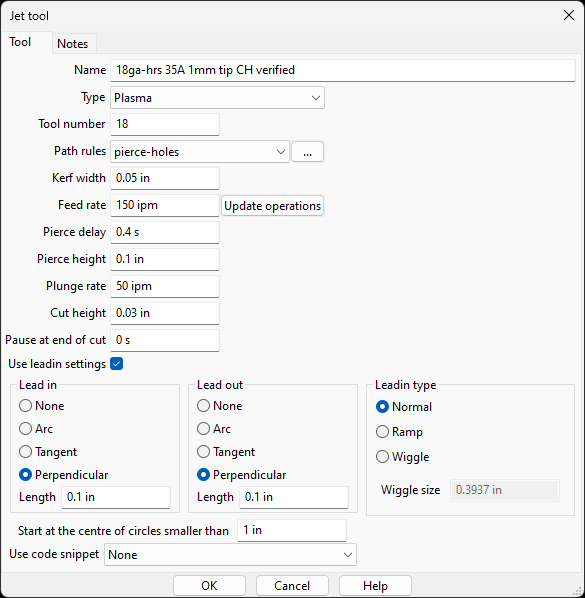
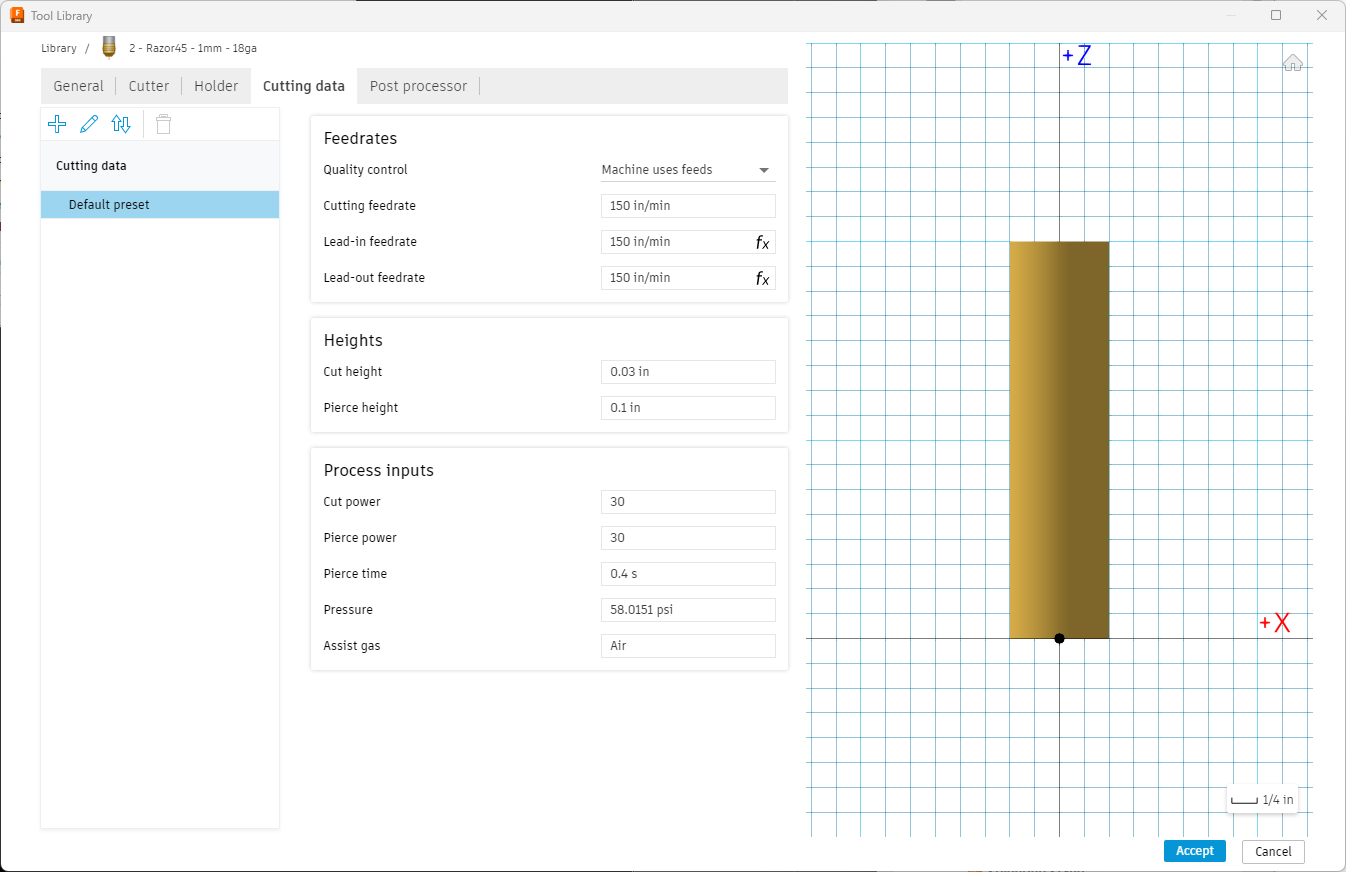
I’ve spent hours tweaking my sheetcam tool settings to improve dimension accuracy, kerf, minimize dross and pierce hole size. I don’t see how using Fusion’s CAM/post gives me the tool flexibility of sheetcam. Especially when all the sheetcam values I tweaked are statically coded in the LS post cps file and have to be changed every job. If I’m missing something here, please let me know.
Unfortunately, Fusion does not pass Pierce Height, Cut Height, or Pierce Delay thru to the post processor. It will also add an additional 0.020" of backlash to the spring back value by default. (It will accept a negative springback value if you choose.) I’ve found that by having them entered into the tool, I can familiarize myself with the correct values when I select the tool. Fusion tends to remember the last settings used in the post processor window, so that may be of help.
We also use both SheetCAM and Fusion for posts. Most of the time, I’ve found Fusion’s posts to be acceptable. Occasionally, I need one of SheetCAM’s unique abilities. (Limit Thermal Distortion comes to mind…)
I’ve looked over the cps js code, installed VS Autodesk Fusion Post Processor Utility, found the post processor js base class definition. But now I’m fooling around on the computer when I should be in my shop. I’ll stop here and see what other comments come in about Fusion’s post for LS crossfire systems.
When you are talking about the tools in Fusion 360, you are absolutely right. There is still quite a bit of fine tuning the post processor. As far as one of your questions on Plunge rate, the default in Fusion360 is 100 inches/minute.
I don’t want to speak for Don, but my enthusiasm for Fusion360 manufacturing space was the ability to pick contours in a variety of ways and “manufacturing” space has been greatly enhanced over the last 12 months. As far as all of the values in our “tools”, as Terrance pointed out, none of us are particularly happy that those values do not flow to that post-processing page.
I feel partially responsible for goading you to try Fusion360’s manufacturing space but…and that is a big BUT: once you get used to the sequences (noting the values in your tools when you select it in the tool path-to remind you of your settings) there is a fast transition from editing a sketch and post production.
If I were you, since you do such a variety of machines, systems and materials, I would probably stay with SheetCAM until Fusion360 carries those values to post processing. Thank you for giving it a try.
On another note: I just just spent 4 hours trying to bridge a font on font forge…just because of you. So we are even
I think I may have deleted some files that font forge needed plus I forgot everything I learned a few months back. After re-installing things went better.