Did you edge start? Hard to tell from pics but good conversation to new users to bring up cutting 3/4” steel. I would edge start using my 45xp. I believe you have 65 so might not need it which is why you said pierce.
1 Like
I thought about it. It ended being the last available pierce setting.
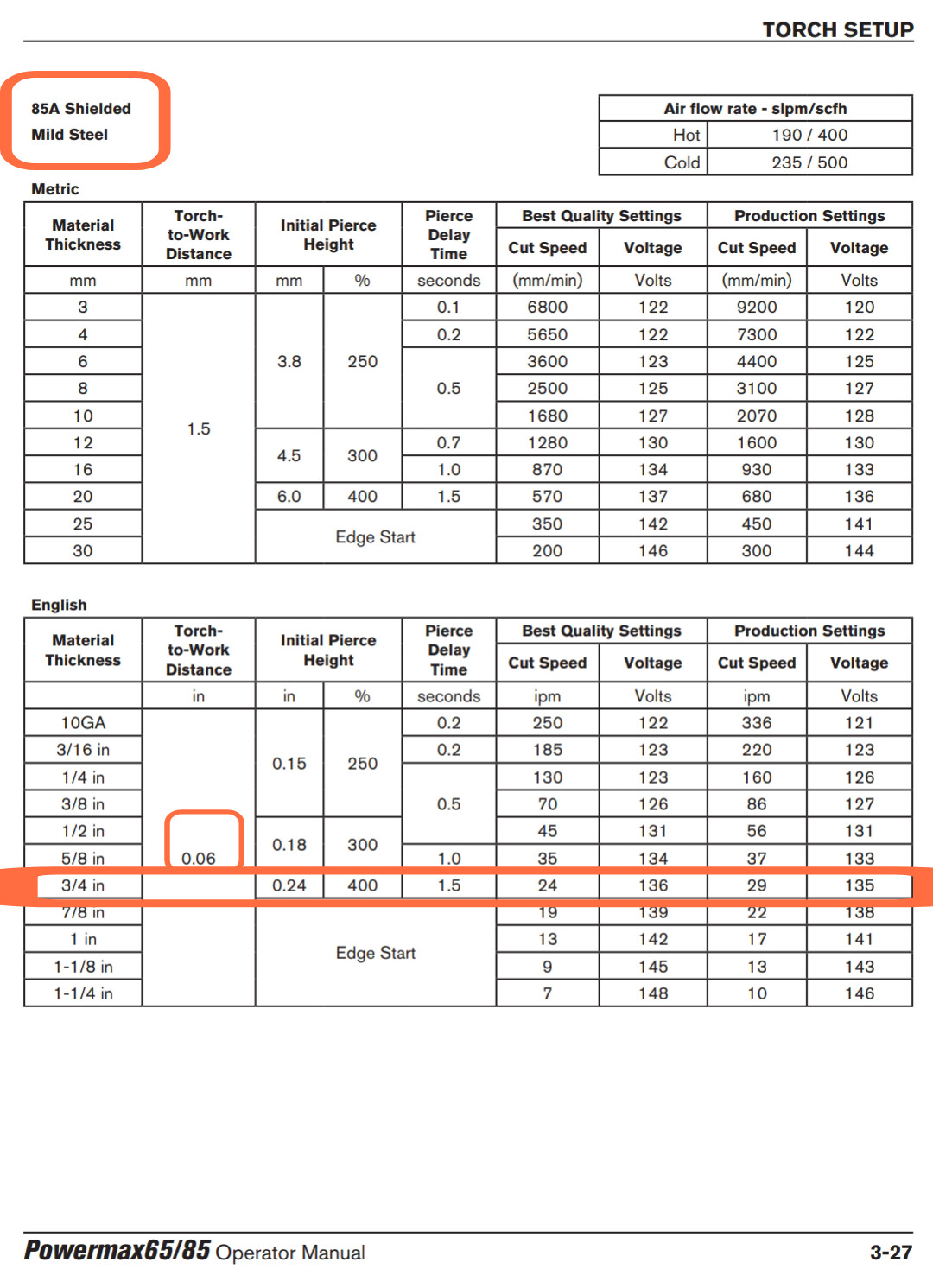
My first time with this thickness, I was happy to have my Hypertherm manual to guide me through.
- Interesting note in this chart is that the Pierce height is uncommonly high at 400% of the cut height instead of the average of 250% of the cut height.
Also be aware of running out of z travel when running operations on thick material.
You would have to with the 45xp.
This project was a good foray into the thicker materials.
3 Likes
Thanks for posting. Sorry I just wanted to make sure others with 45amp understand to edge start thick material. Outside is easy but inside stuff you should drill a hole on lead-in to use as your edge start. This will save your consumables. Nice project to share.
2 Likes
It is hard on consumables to pierce that thick . Edge start is best. I had a project to do when running my rw45 was able to pierce and cut 3/4 with it. It was a task though. Another trick for thick metal is to do all piercings with old consumables then change to new and cut.
2 Likes
They all look really good, I like the last two the best. I like that font in the middle one.
Nice work!
1 Like
Making Shaman Garden Sculpture Hands

6 Likes
Gotta “hand” it to you for that video…
cool…but looks like you could increase your plunge rate and shorten the pierce delay to limit the “divot” hole at the start…just my thoughts…
3 Likes
Agree, shortening the pierce is definitely in order. I was ok with these hands because I plan on welding the finger joint slots. What does increasing the plunge rate do?
Shorten = zero lead-in, zero lead-out, zero pierce clearance and center compensation for open line cutting if using Fusion. No plunge rate in fusion if you zero the lead-in/out. Your plunge rate would be your cut speed based on material. You still need normal pierce time based on material thickness. If you did all the things above and got the big hole at the start you would want to adjust your pierce time down. Keep on cutting and sharing i really enjoy the videos and pics. Awesome project!
3 Likes
what Don said…dude!
1 Like
I get it. Plunge isn’t z-axis speed. I’m using sheetcam for this, so center cutting without lead in/out is always set to 0. I love tinkering with this stuff and reading comments here for tips and tricks. Thanks for the encouragement.
always there to help or ridicule…lol…or in my case I am the one joked about…lol…
1 Like
I’m up for both.
1 Like
Plunge rate is the rate of speed in inches per minute that the Z axis moves from Pierce Height to Cut Height.
In fusion 360 the default is 100 ipm
In SheetCAM the default is 3.947 ipm which most users change to 60 + ipm.
2 Likes
Ah, now that makes a lot of sense. Does a slow plunge rate cause this problem? On no offset cuts, the pierce seems to travel a bit before starting the cut movement. Or is this a z-axis alignment issue?

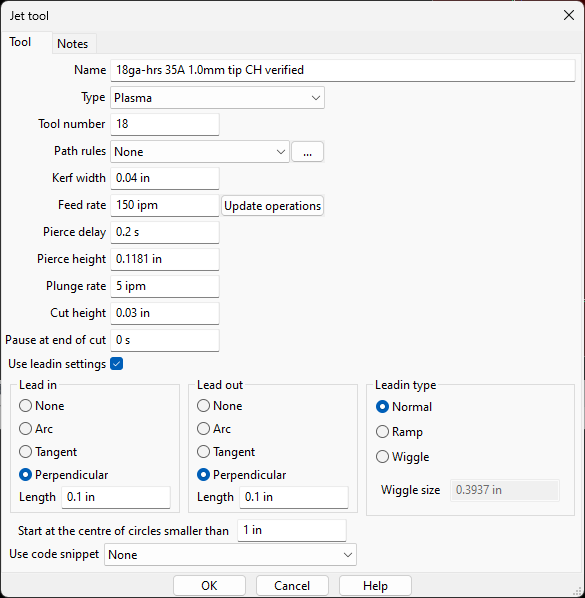
Yup, mine’s set at 5ipm, look forward to kicking that up and see what happens.
Thanks for the tip.
The torch should not move X or Y until the pierce is completed and the torch is at cut height.
I also reduce my pierce delay to .5 then reduce it to 74% in firecontrol. 1st pierce will always be longer then you set it .
can you post that cut file?
1 Like
hand.job.txt (45.5 KB)
hand.tap (13.4 KB)
You’ll be all dialed in soon with these open line cuts. Im surprised your not using fusion with all the bends and projects you do.
Agreed, you would think that. Someday maybe, I use Fusion’s CAM all the time for 2.5 axis milling. I’ve gotten used to sheetcam and it just works. Also, most of my plasma cutting is 18 or 22ga, so I like the sheetcam’s cut rules (auto hole center) and heat control settings. One last thing, we have 2 lasers (CO2 and fiber) in the shop that run lightburn, so working with dxf or svg intermediate files is our common work flow.
2 Likes
The slow plunge rate effectively extends the pierce delay by increasing the time it takes to get down to cut height. The motion doesn’t start until cut height is reached, so the time that it takes to go from pierce height to cut height is increasing the time that the torch is burning in the same spot and making a bigger pierce hole.
6 Likes