Hey Folks! Been a minute…man, I’m going to try not to sound like a total newb, here. Banging my head against the wall a bit with what seems kinda like a mystery issue.
I’ve been cutting stuff here and there, and slowly dialing in my process. My setup has been cutting “good enough” for what I’m doing 95% of the time. And to be honest, I’m sure some of the problem is in the way I’ve set up my cut chart, but I’m at least a little bit committed to it at this point…
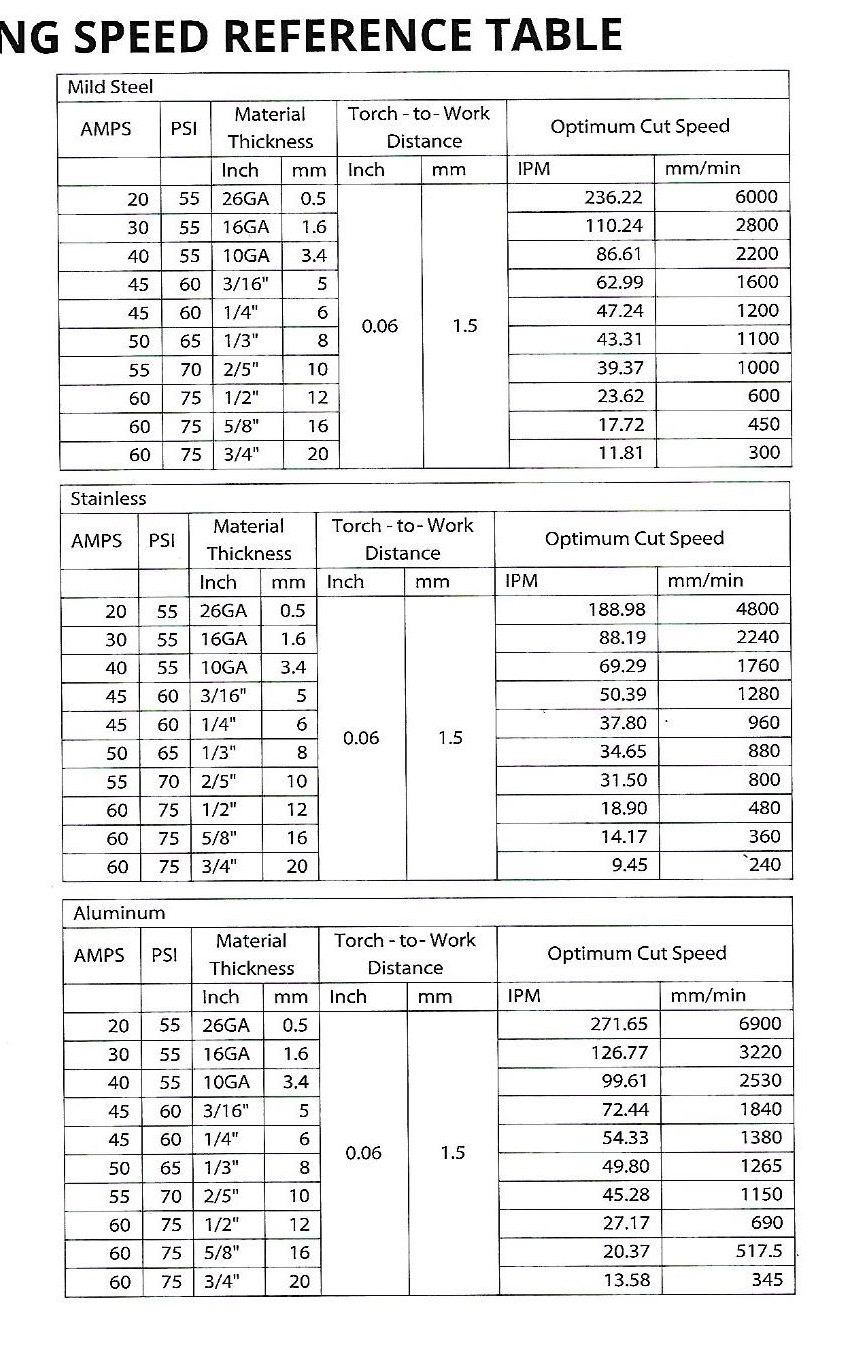
Long story short, I got a great deal on 1.1mm IPT consumables, so, that’s what I run no matter what material thickness I’m cutting, and I set up my cut chart similarly to the way Hypertherm does it on the 45XP, so I run on 45A and 70 psi no matter what I’m cutting; on the thinner stuff I just speed up the torch. So maybe (probably) that’s what’s biting me…
The machine cuts flawlessly on 10ga, which I want to say is “about right” for 45 amps on the 62i. I run 10ga at 100ipm.
And it cuts nice on 16ga, too, but I get inconsistent piercing (I think). I’m cutting 16ga at 160ipm. I’ve dialed in nominal voltage, and kerf settings, and I’ve upped the Z-speed factor to 15% which deals with any warping easily. I set overrun to 0.050”, use smoothing, and slow down to 60% speed on tight geometry.
What I’m running into is that about half of the geometry will cut clean and fall into the water table, and most of the other half will still be connected by thin little slivers and dross near the pierce, but those wiggle out with minimal effort. But then there will be a few pieces that are still pretty well attached; like, almost a 1/4” of cut length where there’s still 50% of the material thickness holding the piece to the parent metal, and these few pieces just take a ton of time to clean up.
I’ve messed with increasing pierce delay from 0.2 seconds up to 0.4 seconds (which is what I use on 10ga), and I haven’t seen any improvement from that. I have the most trouble when the pierce is located on long straight sections, which seems counterintuitive to me, but even that’s not very consistent. I’m using some lead in and no lead out. It’s basically like the torch starts moving before the pierce is complete on roughly 1 out of 10 features, and with no rhyme or reason as to why.
And I don’t know what else to say. It’s very inconsistent, and seems to be less of an issue on thicker material cut at the same amperage.
Anyway, I’m getting ready to do a batch of these signs, and if I can save 20 minutes of fiddling with the handful of stuck pieces per sign, I’m gonna owe one of you a beer.
I’d just keep banging my head against the wall, but I need to come say hi to you guys once in a while, anyway, you know!? ![]()
Hope everybody is well!
Thanks!
-Casey