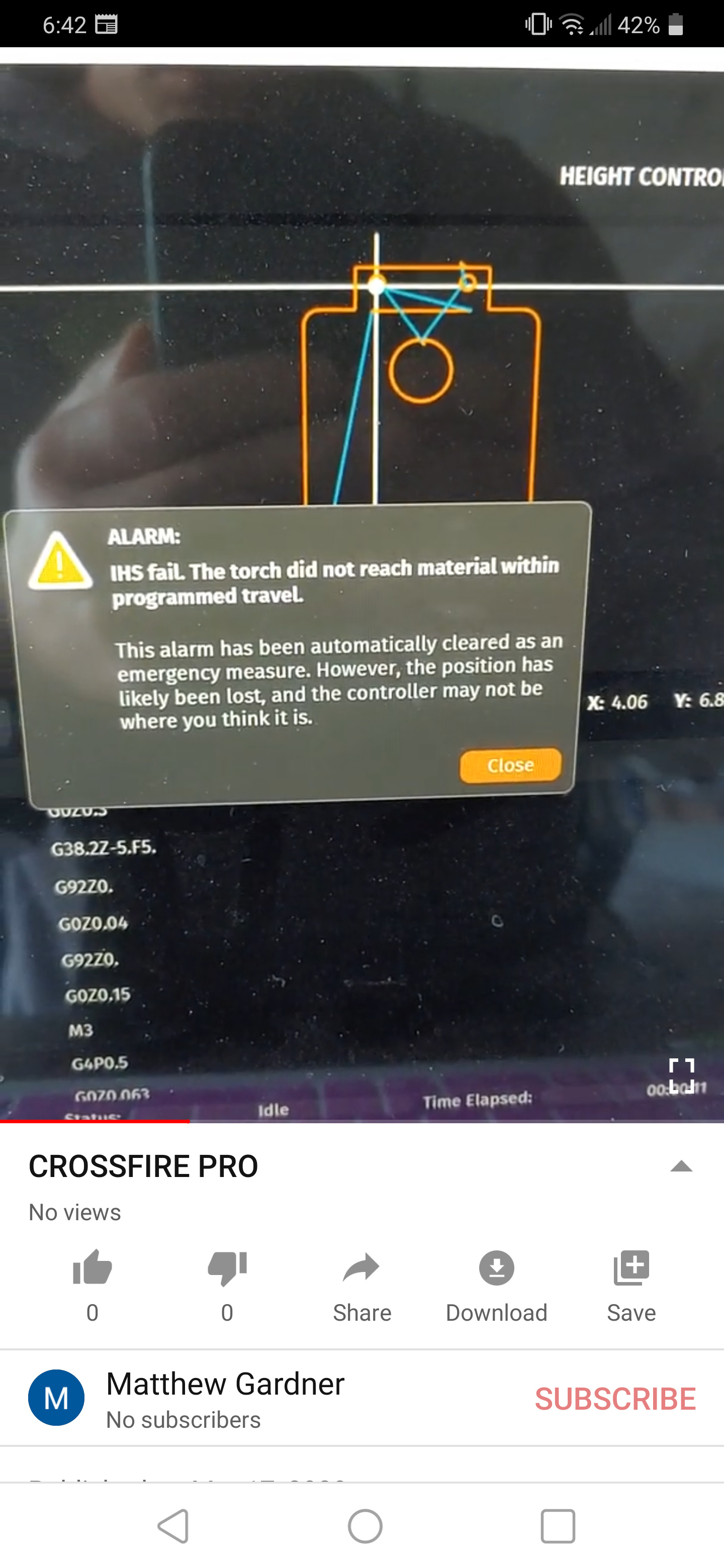
Having this issue when I have 2 cutting profiles and going from 1st profile to 2nd one immediately. Im sure it should be an easy fix, but not sure what to do.
Z-Axis Shield.nc (3.0 KB)

Having this issue when I have 2 cutting profiles and going from 1st profile to 2nd one immediately. Im sure it should be an easy fix, but not sure what to do.
Z-Axis Shield.nc (3.0 KB)
I believe your problem is being caused by a known bug in the post processor. What’s happening if you look at the GCode at the end of profile 1 (labeled (2D Profile4):
H1 (Turn on Torch height control)
G1 X2.8889 F85. (coordinated move at 85 Inch per min, this does the first cut)
M5 ( Turn off torch)
Then it does a rapid to profile 2 position start. The problem is that THC is still on, but there was a torch off command. So you get the error. It should look like:
H1
G1 X2.8889 F85.
H0
M5
G0 Z1.
What needs to happen is the torch height control be turned off (H0), then torch off (M5) and the Z raised 1" (G0 Z1.) before rapid move to next profile.
The good news is they are working on a fix. For now if you are comfortable editing the GCode (any text editor will do), you can try adding what I did above and see if you get further. Note you should also fix up the end of your program so it looks like:
M5
H0
M30
(PS85)
See:
@Greg9504 hit the nail on the head. Definetely a post issue that we are aware and working it. For some reason the H0 is omitted after open lop cuts. We will get it sorted an should have the revised post on the website tomorrow. In the meantime if you create any programs that have open loop cuts, make sure to manually add the H0 in notepad.
Looks like a nice splash guard you’re making 
We are trying to reproduce this issue and develop a solution now. Autodesk seems to be making changes on a daily basis to the functionality and UI of Fusion.
Originally we thought this was an issue with open loops (lines without lead ins/outs that don’t pass over each other) but to accomplish this straight line cut with Fusion you need to seperate the open loop into its own profile, enable lead ins and set the length to 0 (as otherwise the latest Fusion seems to put Lead-ins anyway). We haven’t been able to get those lines to not show up.
(Machine)
( vendor: Langmuir Systems)
( description: CrossFire CNC Gen2)
G90 G94
G17
G20
H0
(2D Profile3)
G0 X0.3195 Y1.8919
G92 Z0.
G38.2 Z-5. F100.
G92 Z0.
G0 Z0.3
G38.2 Z-5. F5.
G92 Z0.
G0 Z0.04 (IHS Springback + Backlash)
G92 Z0.
G0 Z0.15 (Pierce Height)
M3
G4 P0.5
G0 Z0.063 (Cut Height)
H1
G1 X1.4145 F100.
H0
M5
G0 Z1.
M30
(PS100)
We are seeing the THC Control (H0) and the Z-retract (G0 Z1.) in the outputted Gcode.
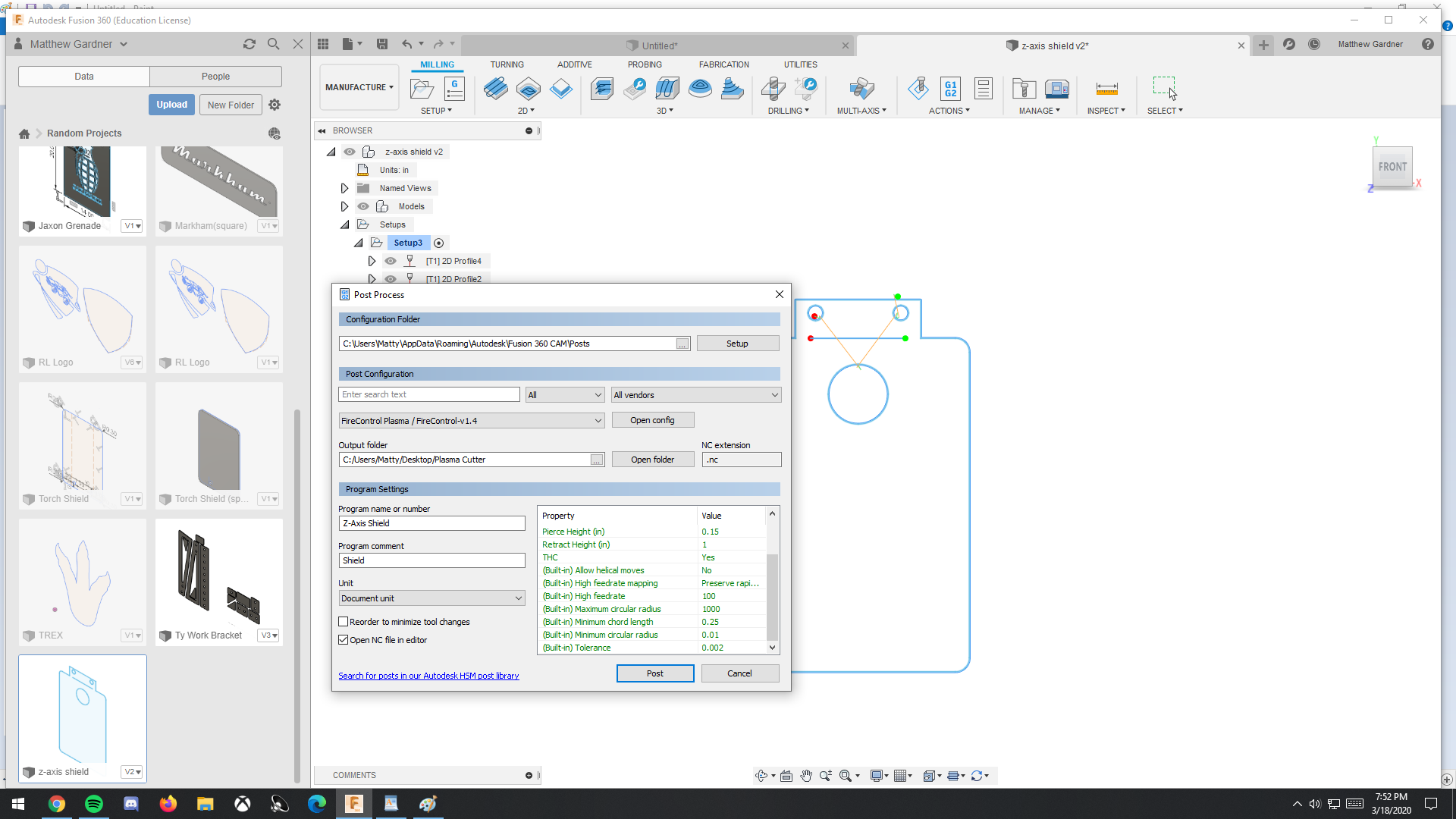
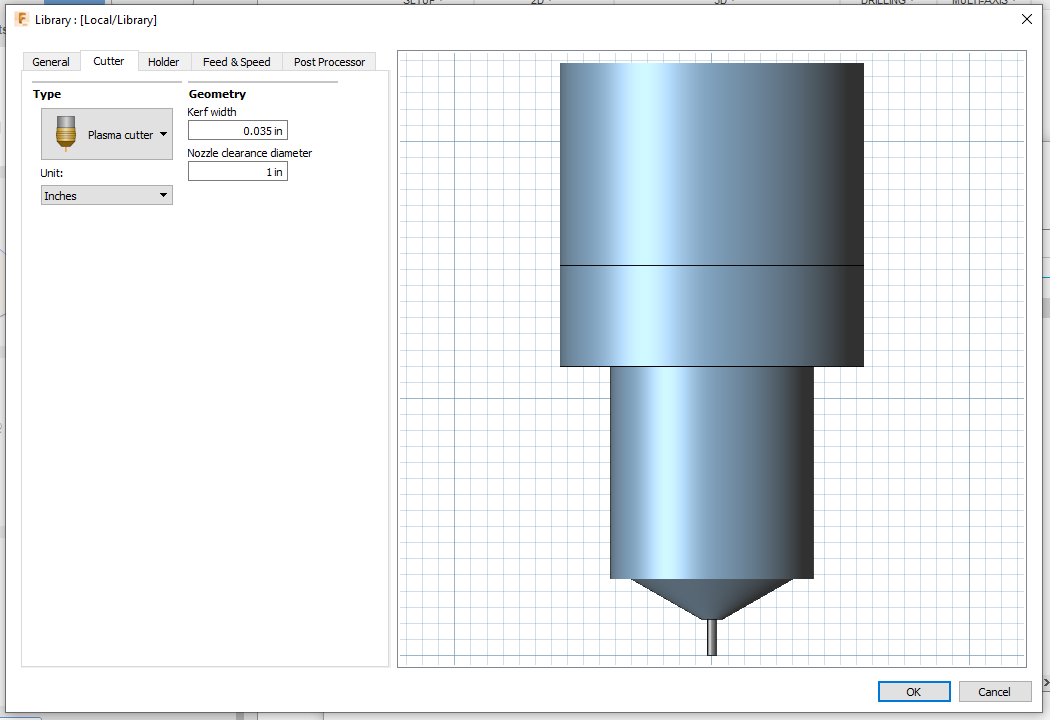
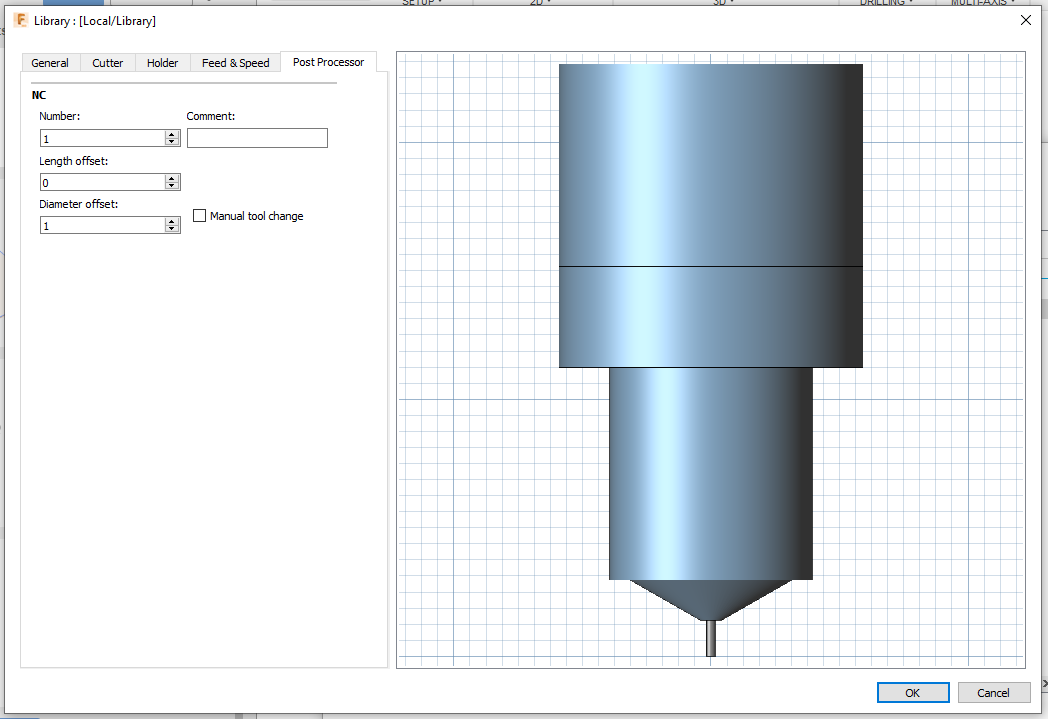
What are the Tool/Profile settings you are using in your program? Can you provide the DXF as well? Are you using the default Fusion Post v1.4 values?
Thanks for helping us figure this out!
Attached is straight from fusion
Z-Axis Shield-a.nc (3.0 KB)