Always, Always put work clamp directly to material you are cutting… Whoever told you to connect work clamp to table is full of CRAP!!!
2 Likes
Hi everyone
So I am still having cutting issues over here (non-IHS related). I am currently cutting with 0.9 pierce delay and .11 pierce height. I bought new consumables off George and swapped them in this morning.
For the first 20 minutes of cutting, things go pretty well, but then I start getting issues. Namely, probably about 50% of my pierces fail to transfer the arc to the material. After about 10 minutes of this, I start getting arcs that extinguish about halfway through the cut.
I have been browsing the forums, and it seems it could be any number of issues (lots of people seem to have issues with the Razorweld torch itself). But I suspect psi is the main issue on mine. My compressor is well sized and only runs about 50-60% of the time when cutting. But it charges up to 150psi, then turns off until it drops below 120psi and starts up again.
When it is at 140-150psi, the Razorweld is reading about 65psi on the front, and cuts are mostly fine. But when the compressor is down around 120-130psi, the Razorweld can drop as low as 45psi. I see some people on the forum recommending adjusting the internal psi on the Razorweld, but I wanted to see if there were any other troubleshooting tips I should try before that. Perhaps is there a way to have my compressor kick back on at 135psi instead of 120psi?
do you have dissecant cell near the plasma torch?
How much pipe is there between the compressor and the refrigerated air dryer?
Does the air have a chance to cool before entering the refrigerated air dryer?
If the air is too hot entering the refrigerated air dryer will vastly reduce its capacity.
What size lines are you running and how far? That is some serious pressure drop you are experiencing.
turning up your compressor is a poor solution. find your restrictions first.
turning up your compressor will add psi to your system it will also experience more resistance overall andcause your compressor to run hotter which taxes the air dryer even more.
Here is my setup:
Compressor
2’ of 1/4" line
Refrigerated Air dryer
25’ of 1/4" line
Merlin in-line air dryer and desiccant - https://www.harborfreight.com/air-tools-compressors/air-compressor-accessories/filters-regulators/line-dryers/38-in-nptf-desiccant-dryer-and-filter-58180.html
2’ of 1/4" line
Plasma cutter
Since adding the refrigerated air dryer, the merlin has collected 0 moisture in it’s reservoir. Desiccant has need to be changed out once.
I was considering running out to Home Depot to get a pressure gauge to put right behind the plasma cutter to see what psi I had going in.
1/4 inch line is not going to cut it.
Your pressure drop on that is insane.
I would be considering a repipe.
Here’s one basic pipe sizing chart
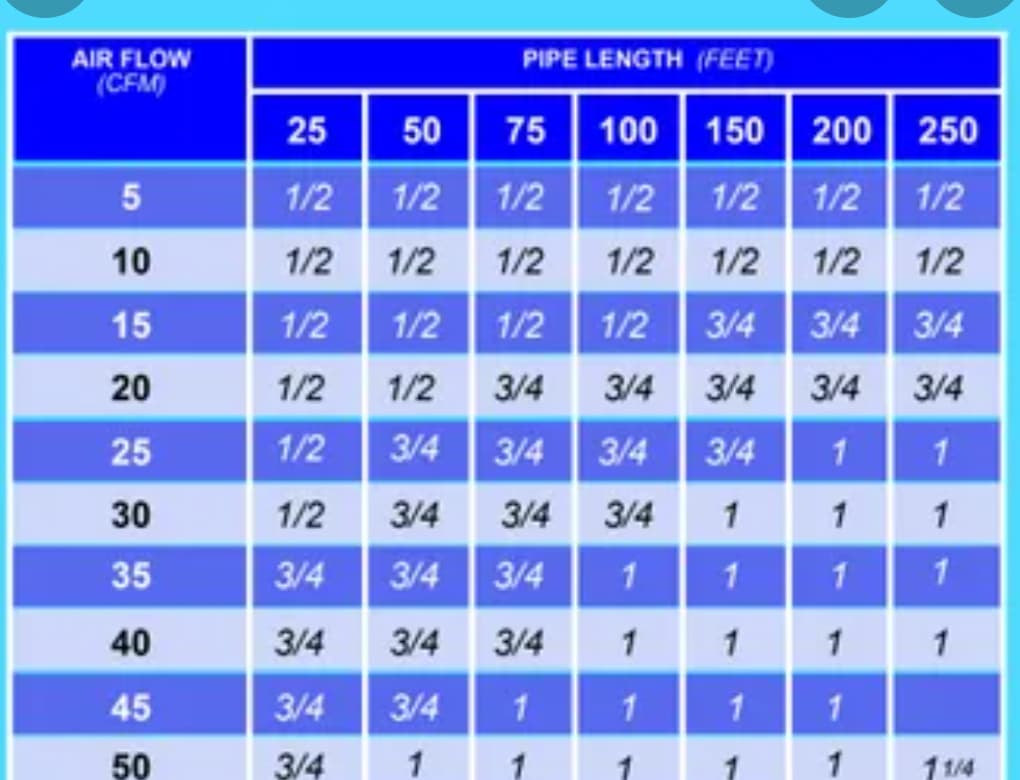
And then all devices and fittings and bends will add to your overall piping length this is usually called the “equivalent pipe length”
Which is the kind of length these charts are talking about not just your linear footage.
For example the refrigerated air dryer might have a equivalent length of 30 ft of pipe.
And I’m not sure the inside or outside diameter that 1/4 flexible airline but usually tubing ends up being a smaller inside diameter then piping.
An example of this is half inch PEX versus half inch copper or half inch black Iron.
Another huge restriction is having fittings that fit on the inside diameter of the pipe instead of the outside diameter the pipe like sweat on fittings for copper or thread on fittings for black Iron are on the outside.
Where something like a barbed fitting or PEX fitting will fit on the inside and have a higher loss.
2 Likes
10-4. Will swap it out to 1/2" and see how it goes.
Thanks!
1 Like
It is okay to have a 3/8 flexable jumper connection at your plasma as the final connection.
1 Like
I just looked again, turns out I actually have 3/8" lines on all runs, but 1/4" fittings.
The compressor itself has a 1/4" coupler on the output. is that going to be an issue?
What is the make and model of your compressor?
I would switch out lines to 1/2" and change out coupler on compressor to 1/2" if possible.
Go with a 60 gallon 3 or 5 hp, you can get them on sale for $ 400.
where are you finding those kind of deals? Cheapest I have seen is $779 for the quincy or the dewalt for $849
Some food for thought @Catkins135 about compressor sizing.
This is the compressor you have and how much it will output ( maximum)
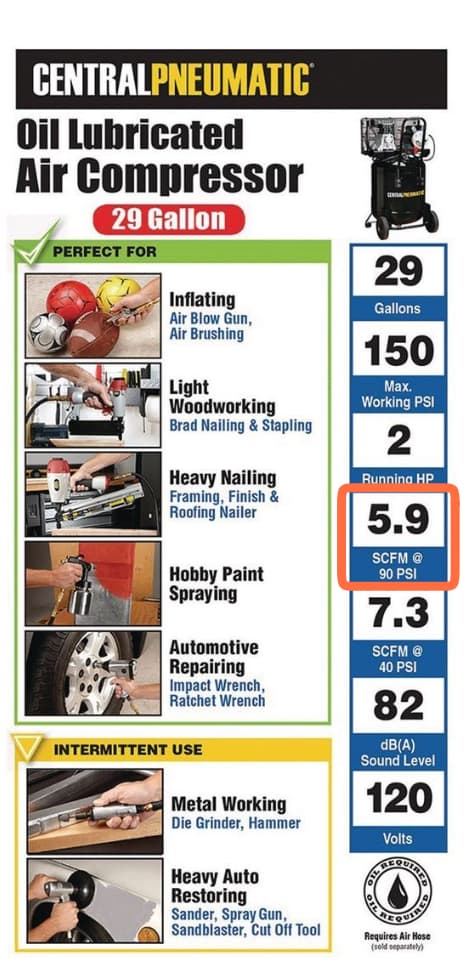
5.9 SCFM @ 90 psi
This is what your plasma torch requires.
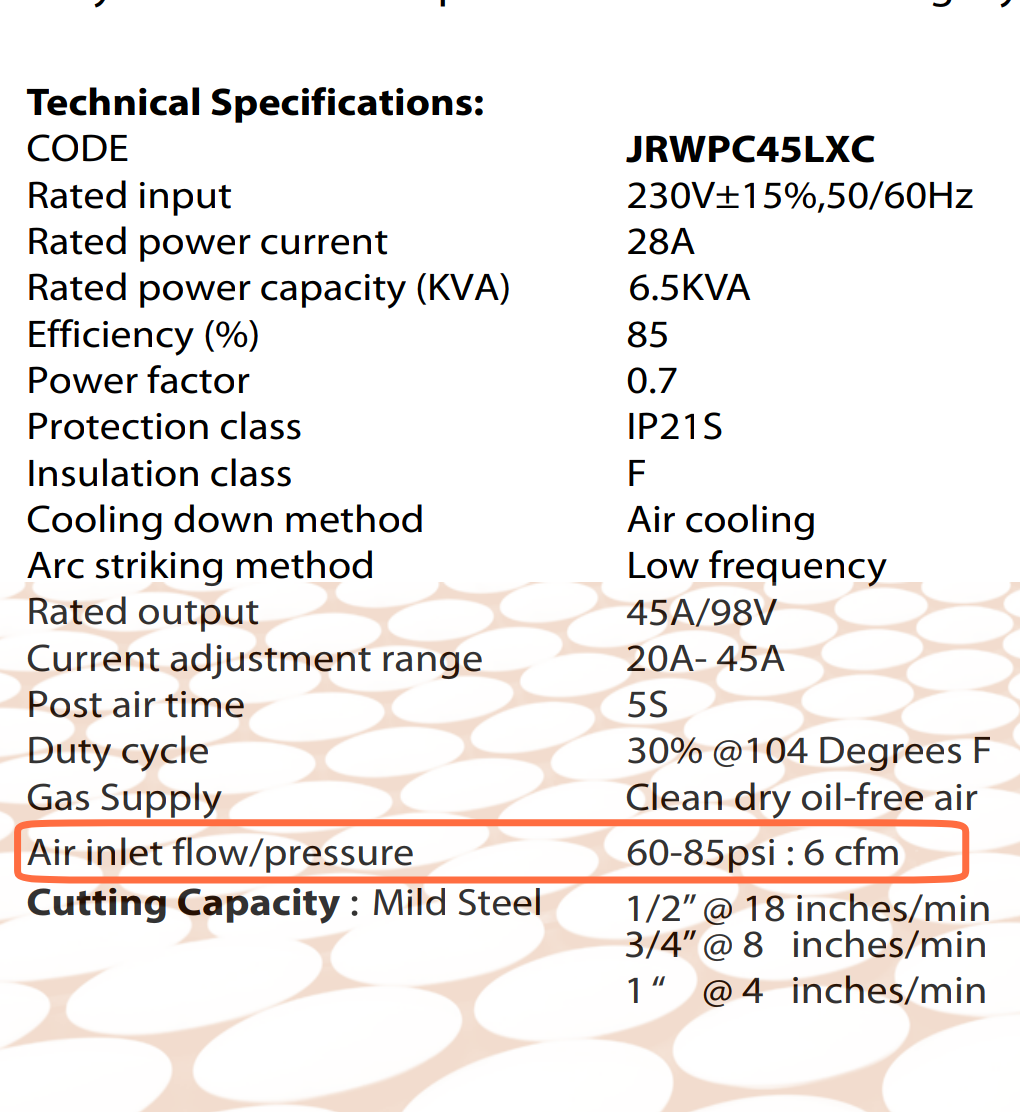
6CFM @ 60-85psi
Looks comparable
But…
That’s the recommended air pressure for hand cutting.
Now if we take a look at a Everlast spec sheet because it was built as a CNC capable unit it is also listed with a CFM and air pressure for that operation.
And it is about 60% more air required than hand cutting.
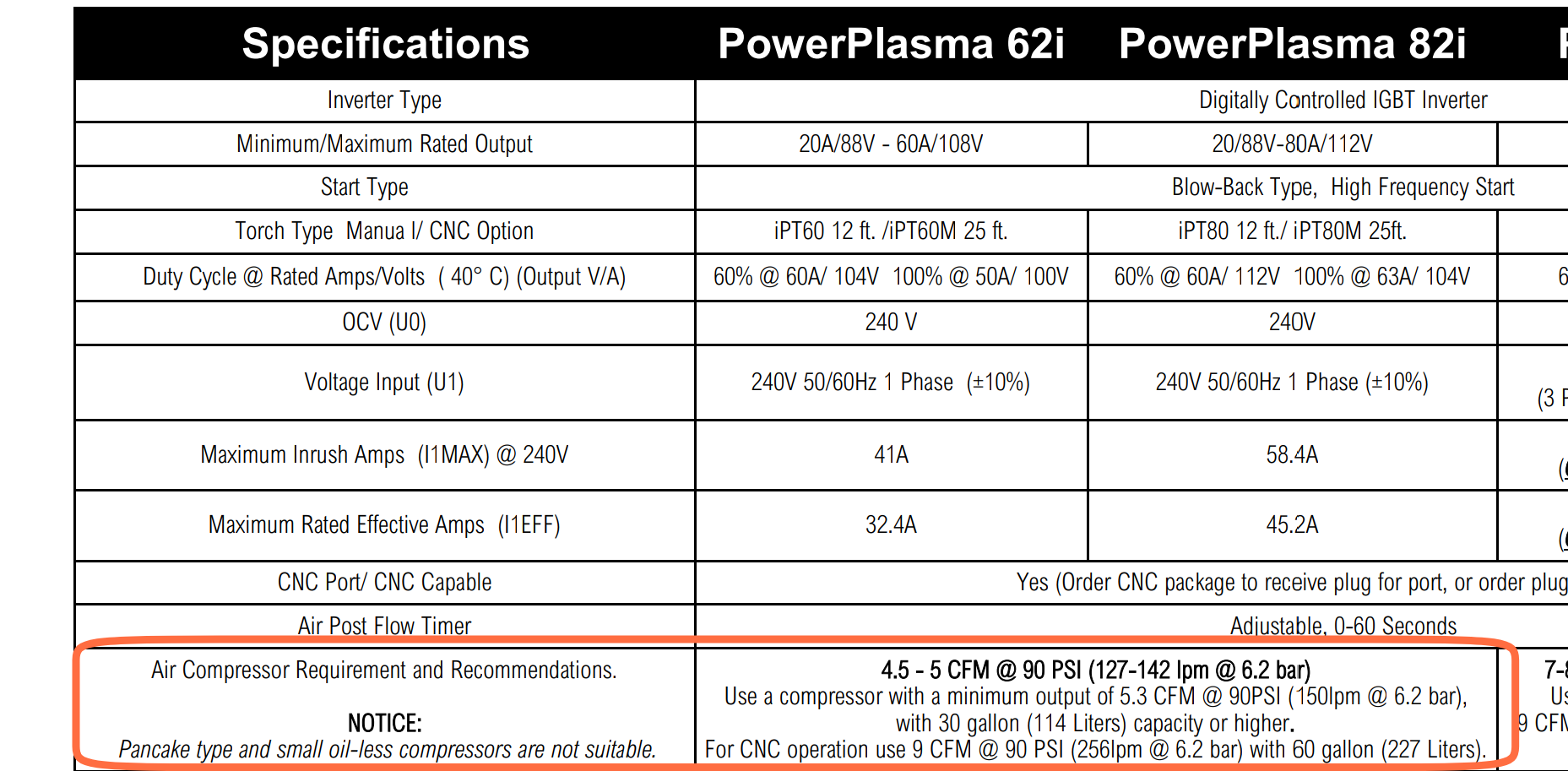
On this chart it shows the minimum recommended
9cfm @ 90psi for CNC
4.5-5cfm @ psi for hand cutting.
When I look at all these recommended figures from it leads me to believe your compressor is going to run hot and hard.
The one other caveat is they use SCFM which is a little bit of a cheat when measuring your compressor because.
“SCFM and CFM are both essential values that indicate the airflow rate in a compressor. SCFM measures this value based on ‘ideal’ temperature and pressure conditions, while CFM measures the ‘actual’ air flow rate. CFM is the recognized value for measuring the airflow rate”
And it’s unlikely you are going to be running it in ideal conditions when running it at maximum always.
I started off with a clapped out 11 CFM compressor. And it ran hot cuz the pump was very wore out. We replaced it with this which is overkill but my thoughts were it’s going to run way less hot putting less heat into the air. Less heat in the air makes it easier to extract the moisture from.
2 Likes
Menards, Lowes and rural king have sales every two months $ 400.
1 Like
Definitely gonna keep my eye out

This Sandborn from Menard’s here in Michigan is $400. out the door. 60 gallon 3 hp 155 psi 11.5 cfm@ 90 psi and 13.4 @ 45 psi. I run 3/4" rapid airline from air compressor throughout shop. I can get better pics, if need be, for you, this is in middle of shop rearrangement for my new crossfire XR that is being delivered today.
2 Likes

Hi everyone,
Thank you all again for the info, it has been super helpful. I re-arranged my setup to shorten my hoses, and increase my hose gauges where possible. Here is my setup now:
Compressor (1/4" output coupler)
2’ 1/2" air hose
Air dryer (1/2" internal)
6’ 1/2" air hose
Merlin filter and dessicant (3/8" internal)
3’ 3/8" air hose
Razorweld
I filled up the compressor, let it cool for an hour, then started a production run. I was getting pierce failures even before the compressor kicked on (although not as many as before). Even with the shortened hose run, the Razorweld is reading 65psi when resting (compressor at 140-150psi). Once production starts, the Razorweld gauge drops to about 45psi when running, but pops up to 65psi momentarily when starting a new arc.
TLDR: shortening my hoses and increasing the gauge did not affect pressure at the Razorweld even slightly.
I still have a 1/4" coupler going from the last 3/8" line to the Razorweld, I am either going to swap that with a 3/8" coupler or just connect it directly.
Any thoughts on opening up the Razorweld and increasing the internal regulator by a few psi, just to see if that is the culprit before I go tweaking my hose setup any further?
Thanks in advance!
Do you have a gauge near the inlet of the razor weld?