Your Z axis is not moving smoothly when it goes up. Does it move smoothly if you jog the torch up? When it continues rising like that, does the IHS light come on? It could be a loose wire or connector in the IHS circuit/switch that keeps telling Firecontrol that the switch is open and it needs to move up again until it closes.
Edit: I just watched the video again and I can see the IHS light flash several times after the IHS sequence should have been finished. That will cause the torch to rise each time that light comes on. There must be a loose connection reporting that open circuit in the IHS.
I bought the replacement consumables directly from Langmuir.
I was getting inconsistent cut quality with the factory consumables (I think a lot of that can now be chalked up to wet air), but these IHS failures became far more frequent after my most recent consumables change.
I will open it up and see if there is a loose connection on the IHS as well
I had ordered some off eBay just to try keep getting ihs failure. From my experience I would recommend trying them from George he sell on ebay. They are better than the ones langmuir sells.
So I opened up the case, and removed the consumables. They do look slightly different than the ones that came with the Razorweld. I put them back on, check all the connections and put it all back together.
I am not sure if it was happening before, but I looked at the IHS light as I manual jog the z-axis. Each time I do a jog (either a step or continuous), the IHS flashes green. About 50% of the time, it holds on green, anywhere from 0.5 to 8 seconds.
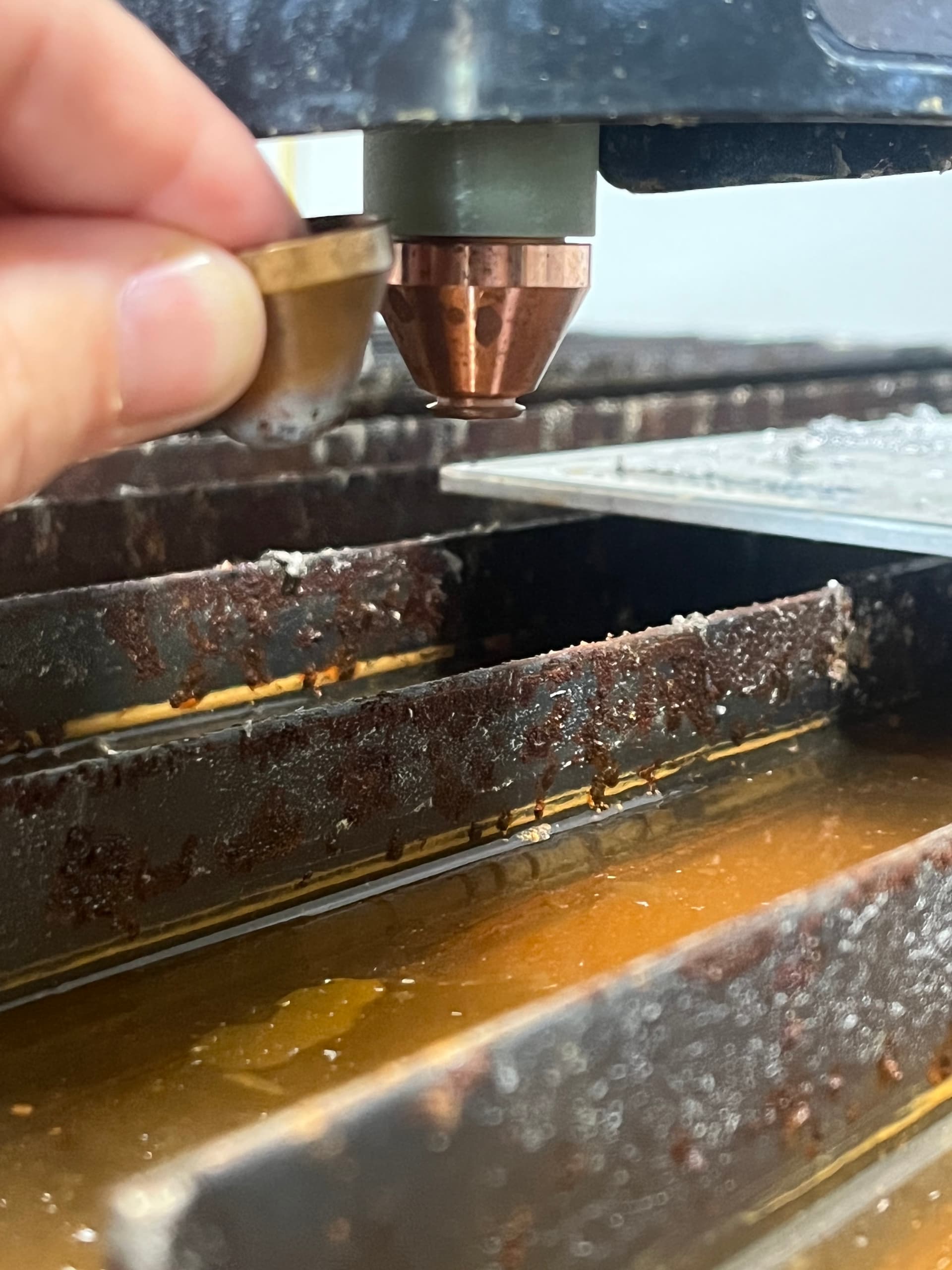
The originals got some pretty good wear and tear, but aside from that, I see two major differences:
On the nozzle - overall length is the same, but the original has two different tapers (steep first, then shallow). The replacement has a single taper from the tip until it gets to the full width
The shield has a different geometry as well. I would imagine that the replacement is superior, as the holes are tucked behind the tip, protecting them from splatter (I would guess)
Latest set is at about 11 minutes run, 57 pierces.
I am trying to find a loose connection, all the wires seem tight. When I jog the z-axis all the way down (not touching any material), the IHS lights up and stays on.
Just to clarify - when I changed out the consumable the first time, I removed the entire torch (did not move the holder). When i put it back in, I may have put it too high.
Would you suggest moving the entire torch holder down, or adjust the entire torch to be lower in the holder?
That is what is supposed to happen. The IHS system works by driving the torch down into the material. The carriage floats slightly, so that the Z axis can continue driving down after the carriage stops and unloads the switch, The switch has one side mounted to the carriage and the other mounted to the lead nut, so the switch opens when the carriage stops and the lead nut keeps going. You can see this by just lifting up on the torch. When you lift the torch, the IHS light will come on.
The system works by commanding the Z axis down(up to 5 inches) until the switch opens. The is raises .5" or until the switch closes again. It sets the Z zero at that point. Then it raises the Z axis by the amount of backlash that is set (.020-040") and sets that as the new Z zero. At that point it raises to the pierce height and starts the cut loop. In order for this to work properly, the Z axis must still have available downward travel when the torch contacts the metal.
If the IHS indicates that the switch is open(open circuit on the IHS wires) during a cut, Firecontrol will assume that the torch is in contact with the metal and raise it to prevent a collision. It will raise the torch by .060" every time the IHS light comes on and eventually the torch will be too high and flame out.
That explanation makes sense. I definitely misunderstood how the IHS worked (I had assumed it was triggered by making an electrical connection through the metal and the ground clamp).
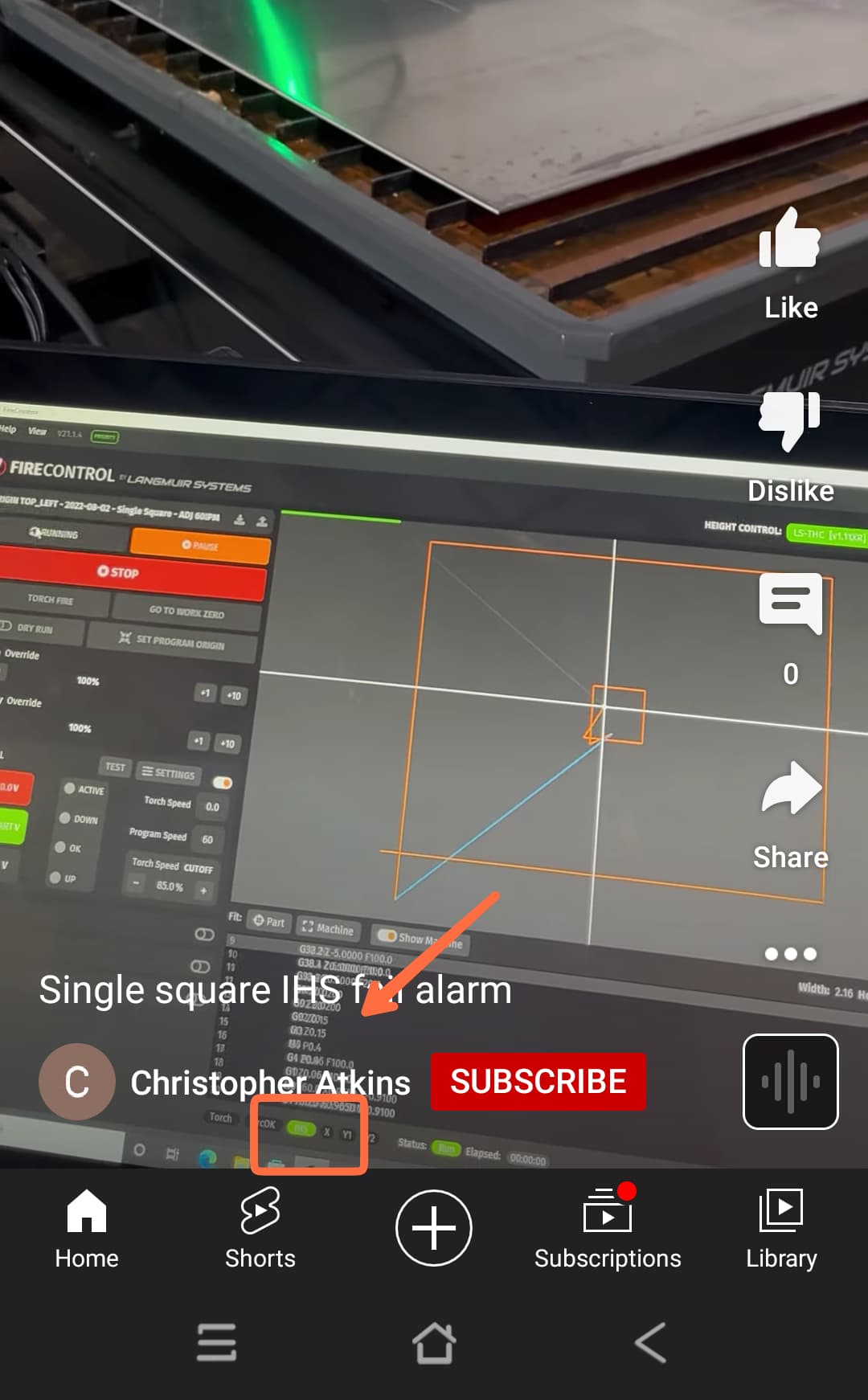
Moving the torch holder down seems to have worked. I did a cut of a single square and it went smoothly. Will do a run of multiple squares and let you all know how it goes.
Thanks again everyone for all the help. You all are awesome.
Its possible that your issue was caused by the torch being mounted too high. I believe the sequence of events would be that the torch would go down and unload the IHS switch. It would come back up until it closed the switch and then when it went back to the pierce height, it was unloading the switch again, causing Firecontrol to keep raising the torch.
Just ran a set of 18 squares. 0 IHS issues. So I think we are good there. On the first row, we ran right to left, and all squares cut perfect. On the 2nd row, they ran left to right, and there were several instances where the pierce delay was too short and the first 0.5"-1" of the cut did not fully penetrate: