Also a fouled consumable pack can effect the THC greatly.
Can you run your sample piece without THC.
How do you have this hookup to your hypertherm? CPC plug ? Divided voltage hooked to div input on the THC VIM ( voltage input module) then div output to the langmuir electronics enclosure?
Your air flow is maintaining during the cut? If it drops below 85 during the cut you at risk of extinguishing the arc. Also it is really hard on consumables.
I ask about the manual because the current doesn’t show the use of a single row swirl ring anymore your edition in your picture does.
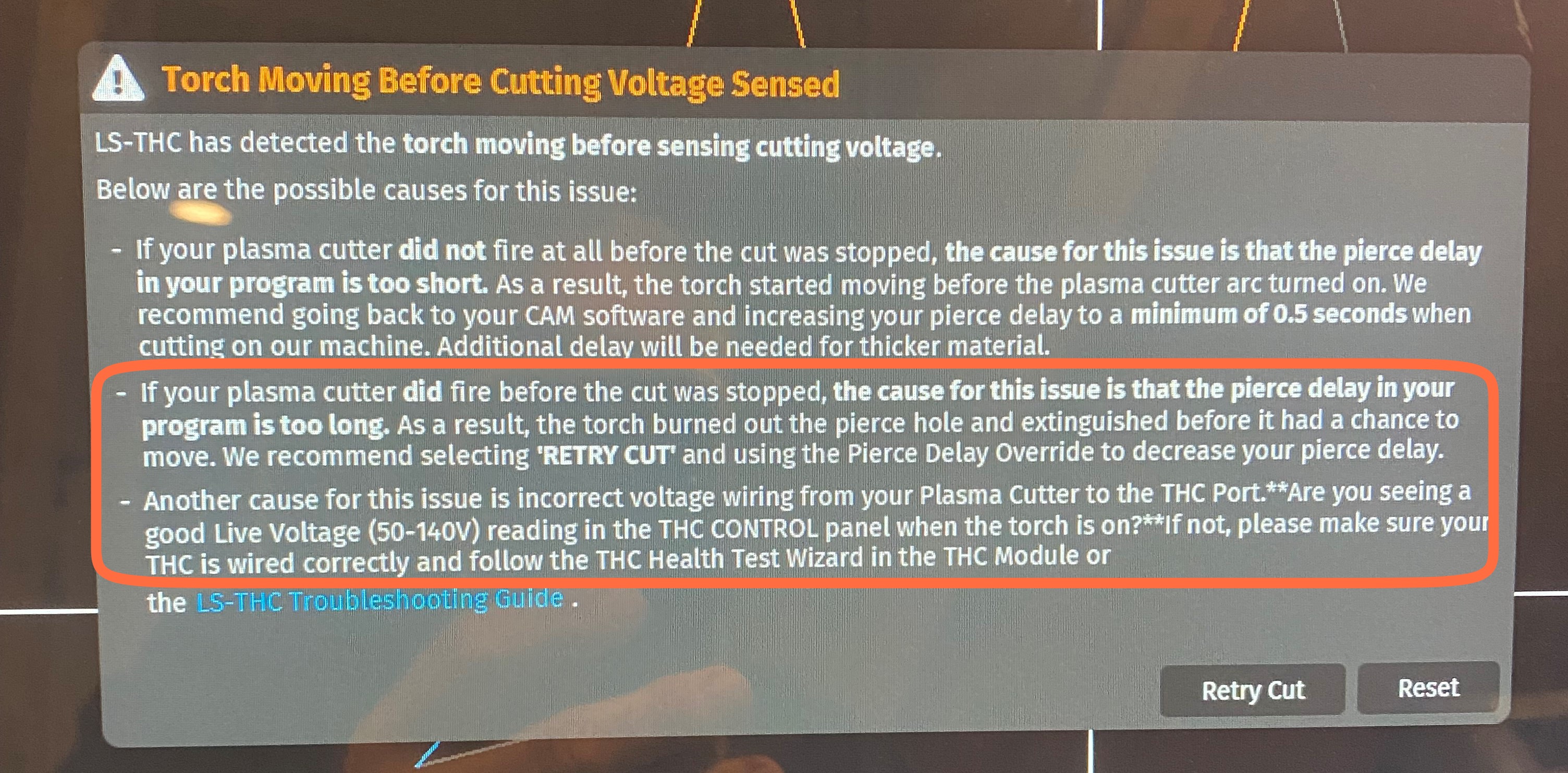
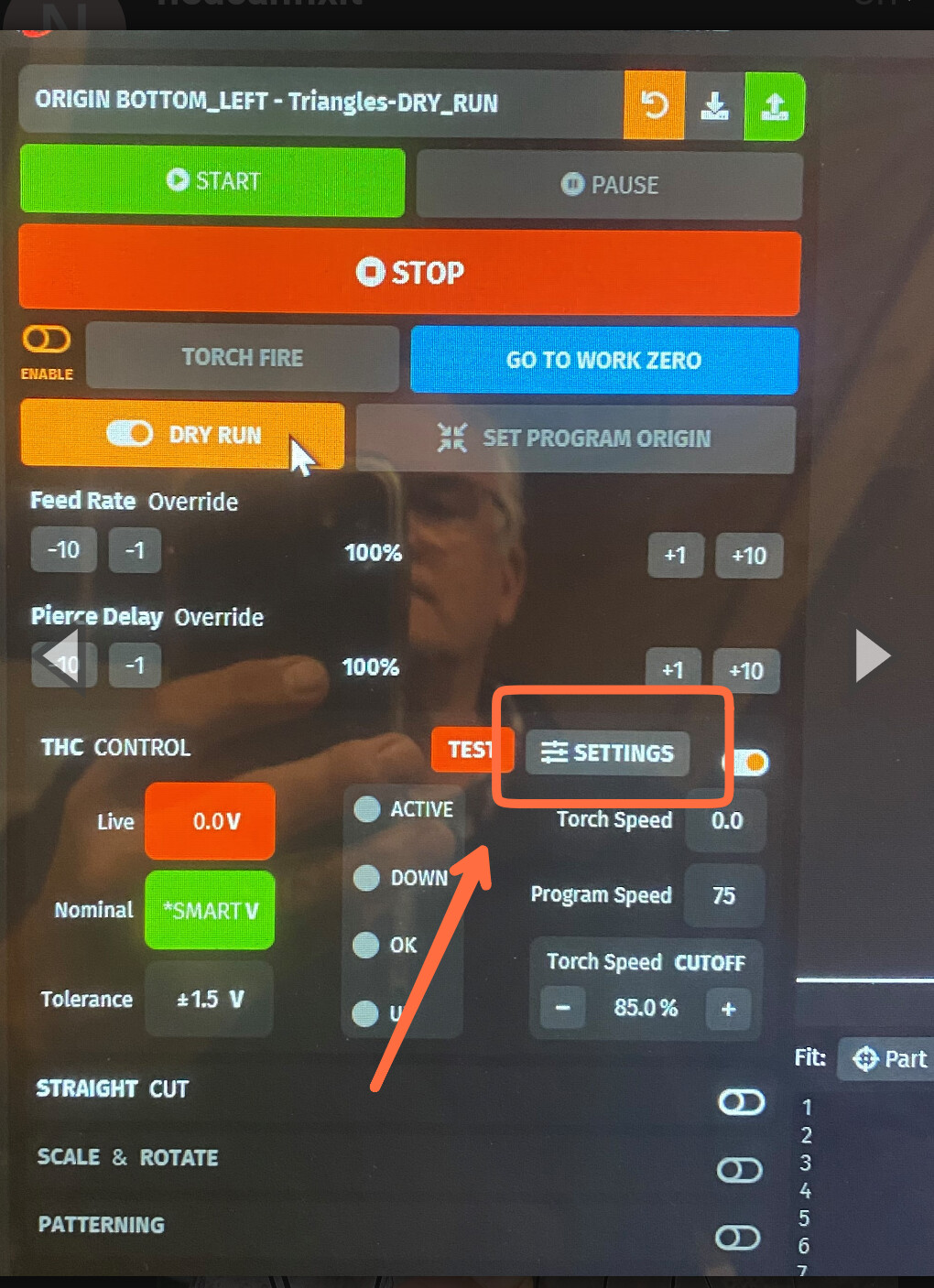
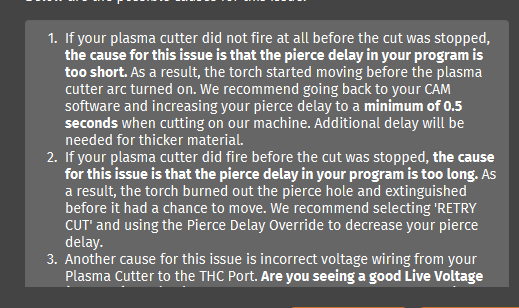
9/10 the “Torch moving Before Cutting Voltage Sensed” error is caused from not having a long enough pierce delay on the Hypertherm Cutters.
Increase your delay to one (1.00) second and see if it works. If it does, continue to reduce your delay until it throws the error again and you will find your minimum pierce delay for your machine (note that your pierce delay may need to be increased for thicker materials, we’re just finding your minimum with this process).
If you still get the error with a 1-second pierce delay, go through the troubleshooter and look for other issues.
I actually went back to my original version of fire control software for windows 10. My torch hieght control now gives read outs for voltage. However I do need to de-selected THC to make continued cut process.
I’m wondering if my VIM box is working.
All right let’s get that torch height figured out.
likely be repeating some questions here.
I see during this topic you’ve gone from never having a voltage to having voltage so that’s an improvement.
How is your torch height hooked up?
Do you have the CPC plug from langmuir systems?
From the hypertherm unit does it go from the CPC plug to DV input on the vim module. Then from the vim module on DV output to your langmuir systems electronic enclosure?
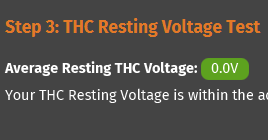
Does it pass the THC test in fire control?
Can you screenshot the test results.
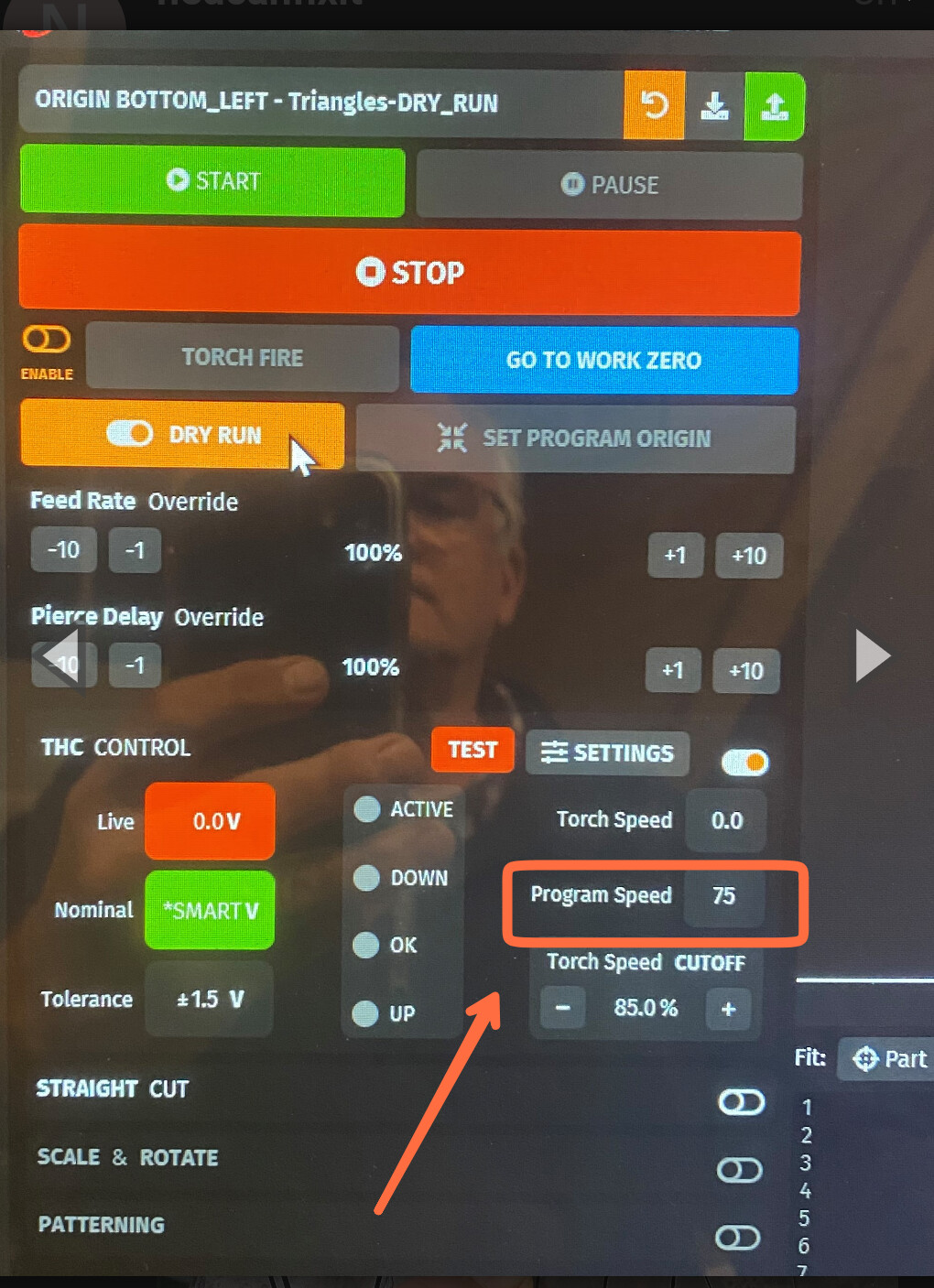
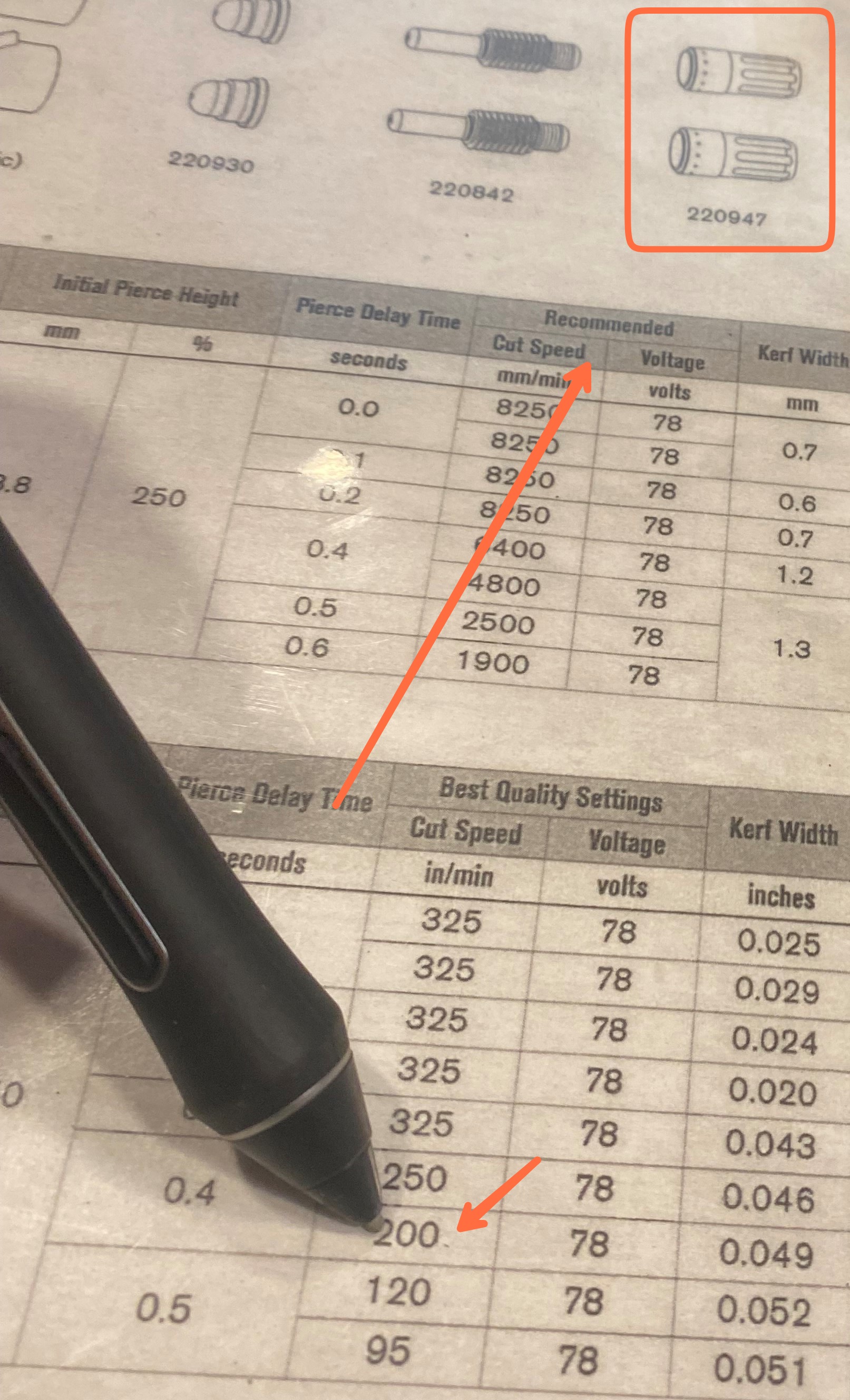
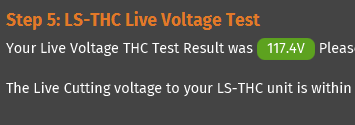
During your cut what kind of live voltage is it displaying? Should be very close to 78 volts for the given material above.
Are you writing a nominal voltage into fire control or are you using smart voltage?
What error message is it displaying that prompts you to disengage the THC?
Does your z-axis travel smoothly up and down.
Are all the cables also moving smoothly too?
You are installing the ground clamp directly on the material?
Are you running a laptop or a desktop how is your grounding situation on this?
Is the outlet that they’re langmuir electronic enclosure plugged into have a functioning ground.
It is possible that you have a bad VIM but we should attempt some basic troubleshooting on it. Have you gone through the torch height controlling flowchart?
Have you tried any cuttable files with the torch height enabled from fire share?
If you follow the steps that @TinWhisperer has laid out you will be able to wort out this problem quickly…
answer each question and step he has posted…he is very detailed and good at the problem solving
You could always work your way from the plasma cutter to the THC output barrel connector with a multimeter and make sure your voltage falls within the expected ranges, 1.2-3V at the cutter, then that number multiplied by .685, as the VIM further reduces the voltage 73:1. Figure out where the issue is stemming from and we can aid with the resolution. Feel free to review the THC troubleshooting guide for additional information.