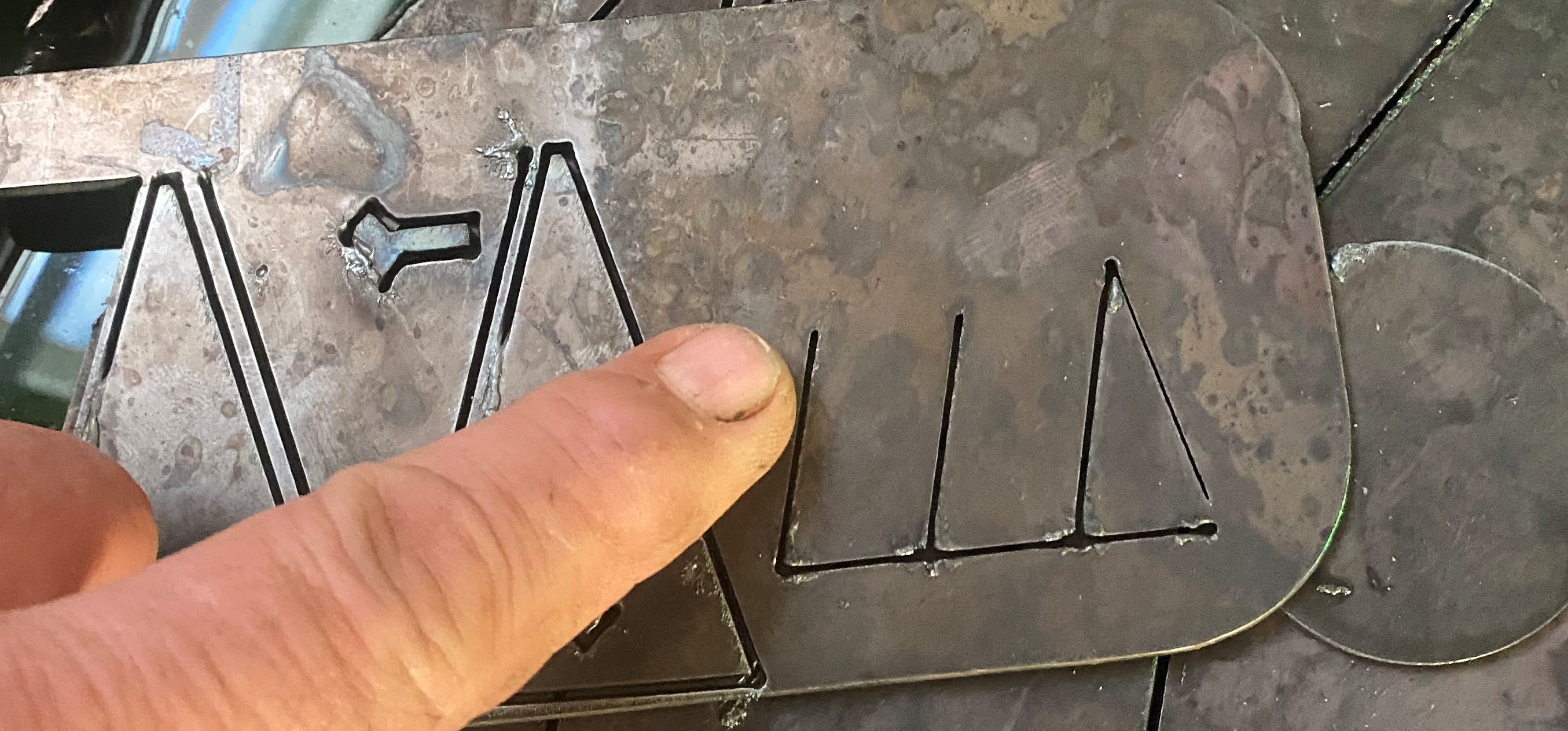
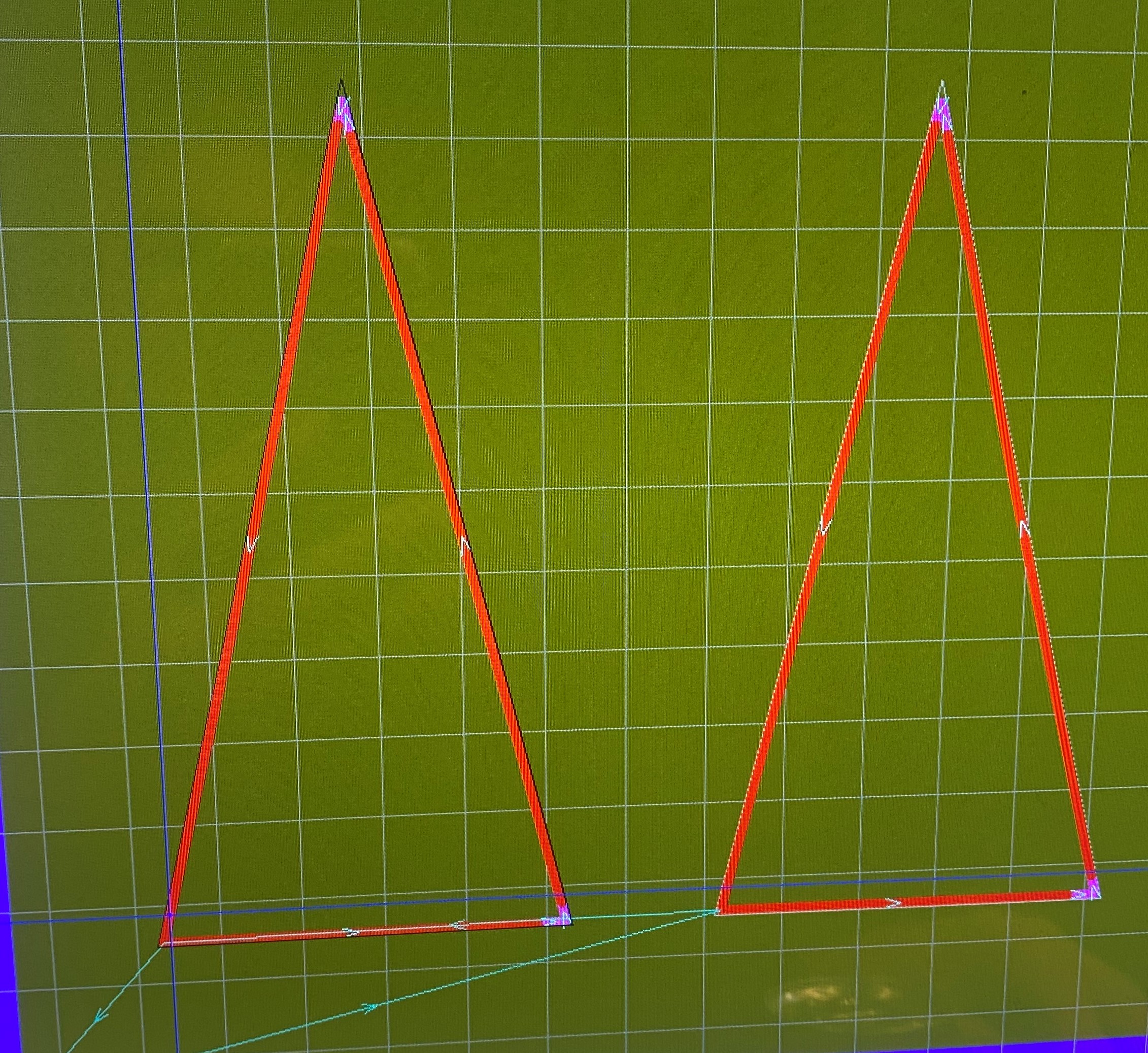
I have had nothing but frustration since day one of last year THC horrible experince. I’ve done every possible forum suggestion, my cuts always make a 1" void when torch is suppose to be one.
Ground clamp good, power good, isolated from everything. Control separated from table Need serious help. Wasted real moments of my life Please please help.
Ned
OK…can you do us a favor…it may be a repeat…can you post a picture of this 1" void…and can you add the following information
plasma cutter model
you obviously have the Pro table with THC
maybe take a video of the problem…post it
This is your fourth post in a year since you’ve had your system and you’re throwing up your hands in frustration? If you had problems, this forum provides excellent support. Be specific and you’ll get help.
Whine… well, not so much.
4 Likes
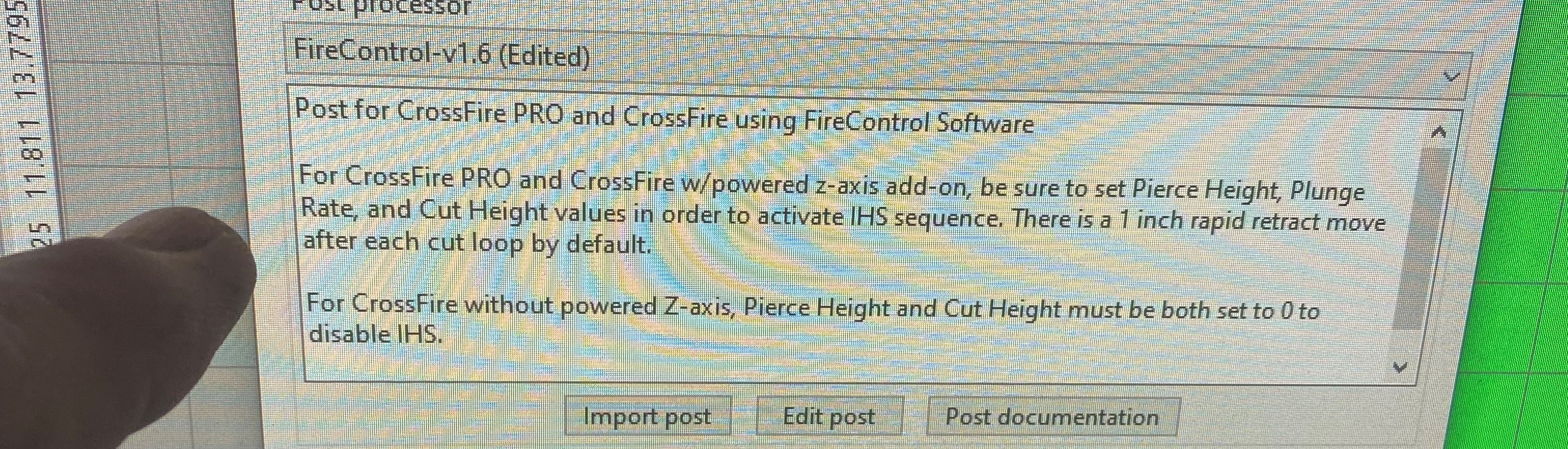
Hypertherm 45 with 25’ machine torch. Dell touch screen, AutoCAD, Sheetcam, Fire Control…All new Hypertherm consumables.
I have been silently looking for answers. And trying to resolve issues on my own. I will get pictures of my cuts. I’m mainly using the machine for art projects like wind chimes, signage and shapes. Inserting snowflakes on sides of wind chime has also been a challenge as the snowflake shape becomes skewed in a left right pattern. Nothing like my originals. I was wanting to give as Christmas presents but at this rate probably not. I can cut with THC off and feed rate down around 25 for fine cutting 14 guage mild steel. That creates a lot of fan noise on the plasma cutter as its working harder longer. bumping up to 30 feed makes it drop out and stop cutting.
when getting skewed parts is a sign of problem couplers…check your couples for slipping…it is very common…
why are you cutting 14 gauge at 25ipm?..14 gauge on the average is cut at around 30amps at 120ipm…
at 25ipm your torch runs out of cutting material and can shut off from loss of arc.
do not worry about the fan on your plasma cutter…it is designed to run as required…
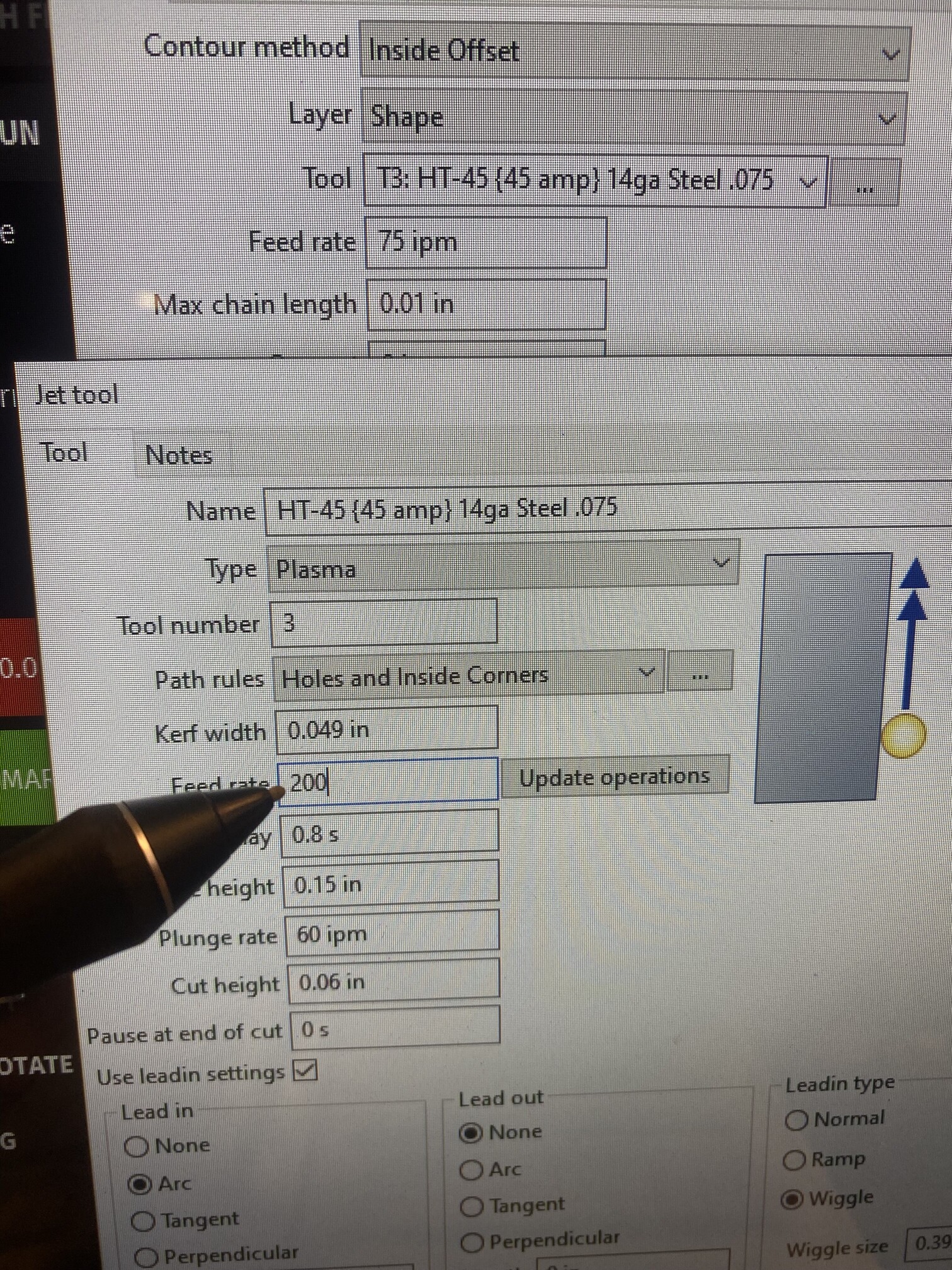
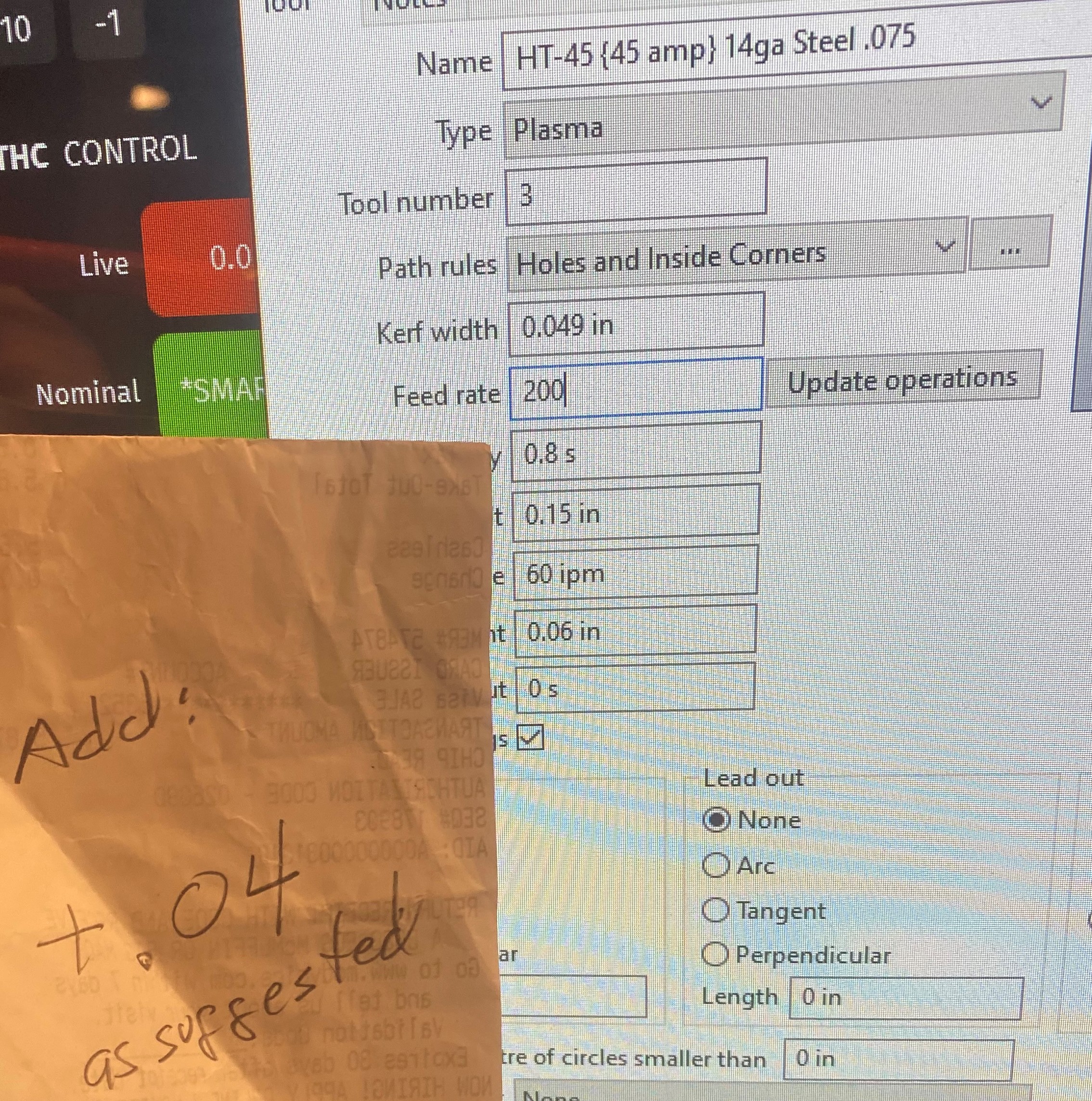
can you post a picture of the settings you are using in sheetcam for cutting your 14gauge.
3 Likes
What is you input air pressure and line size?
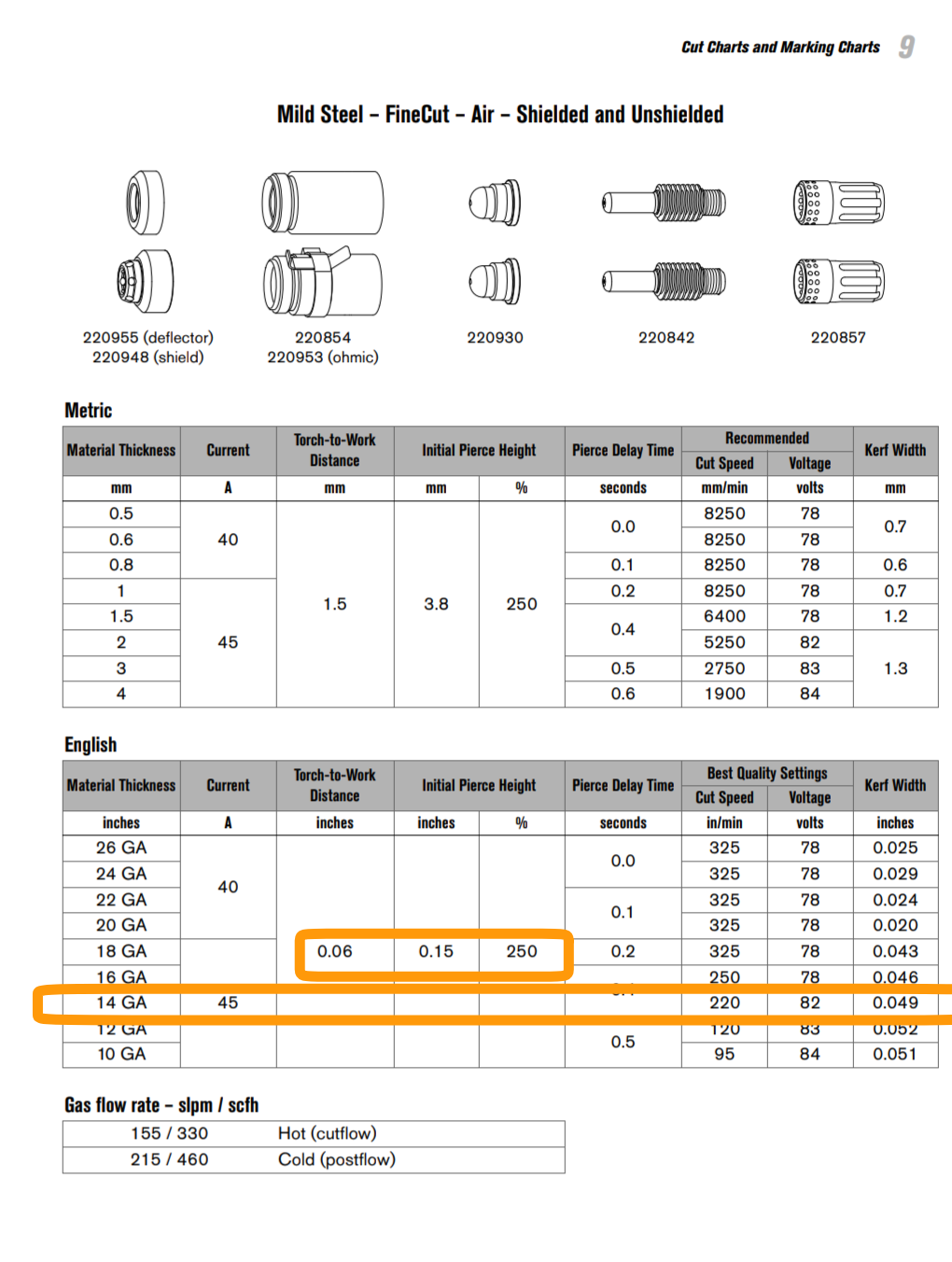
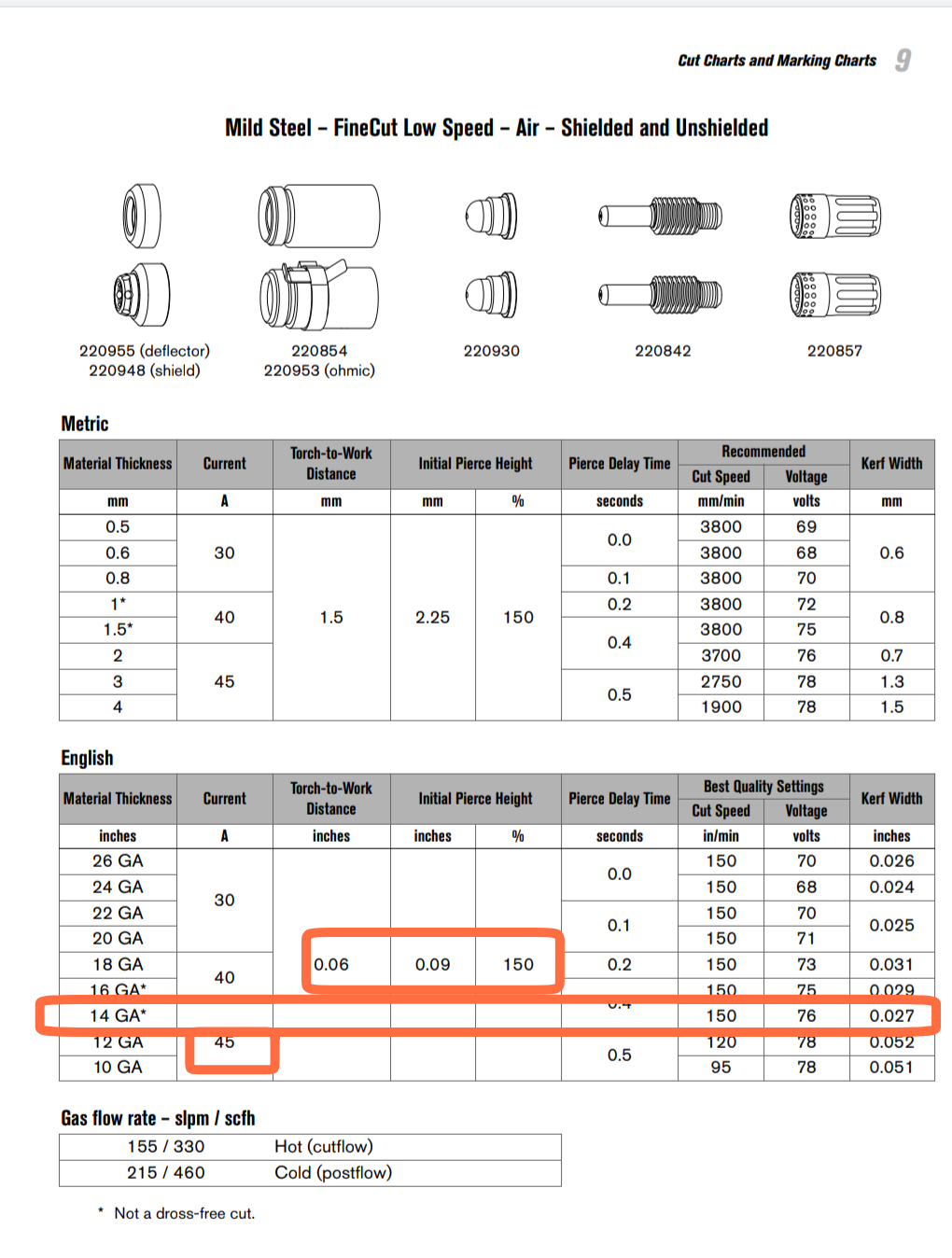
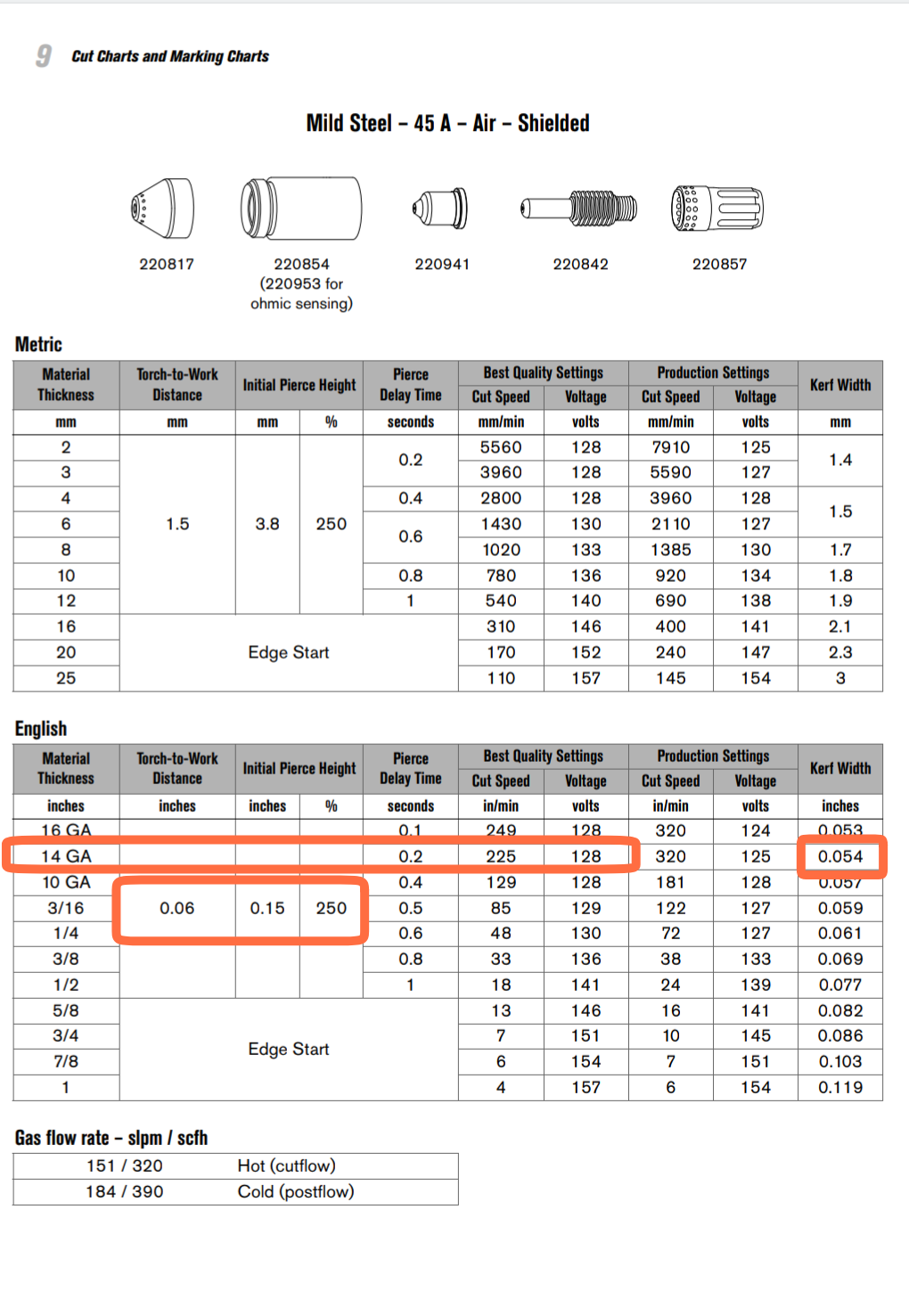
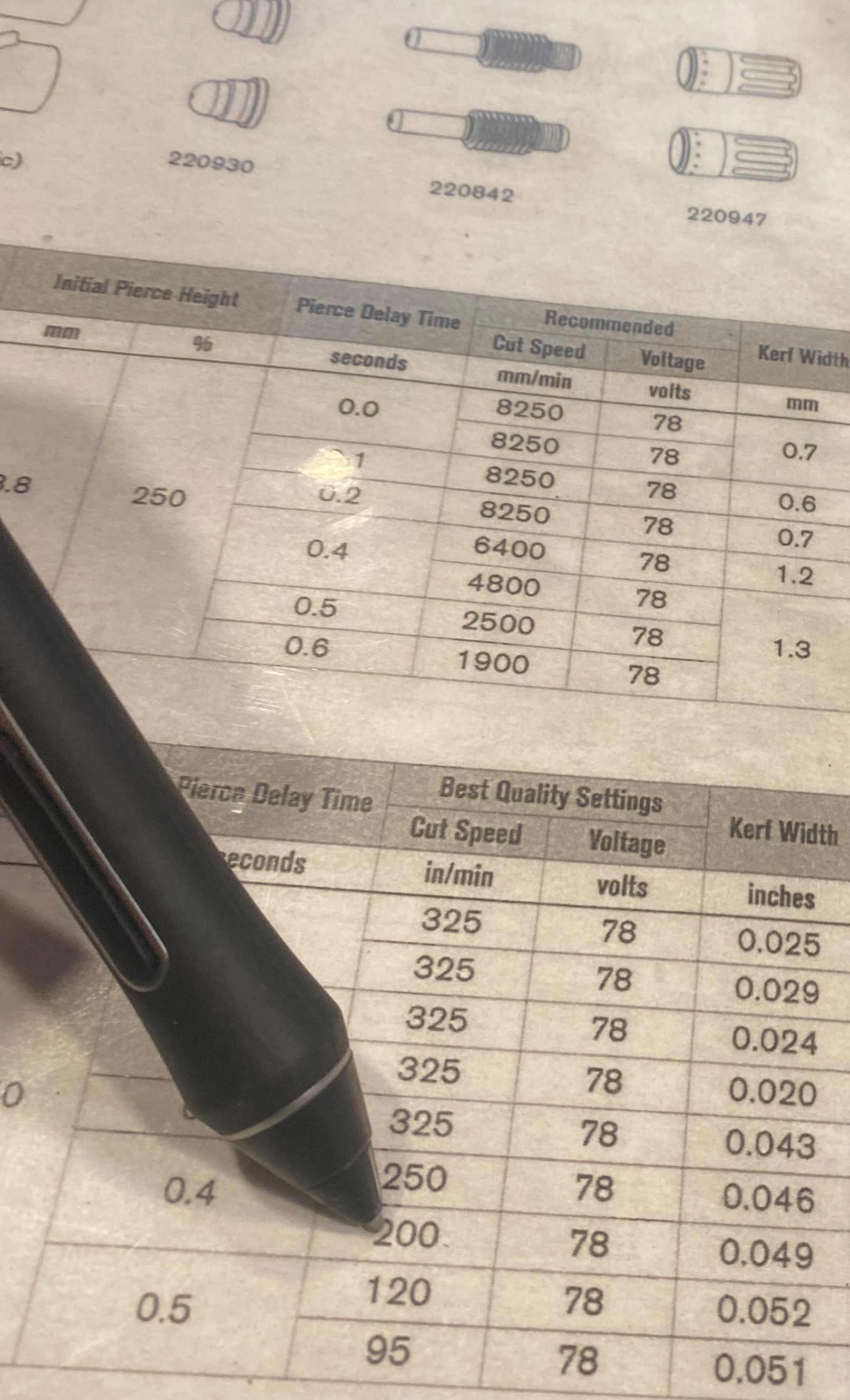
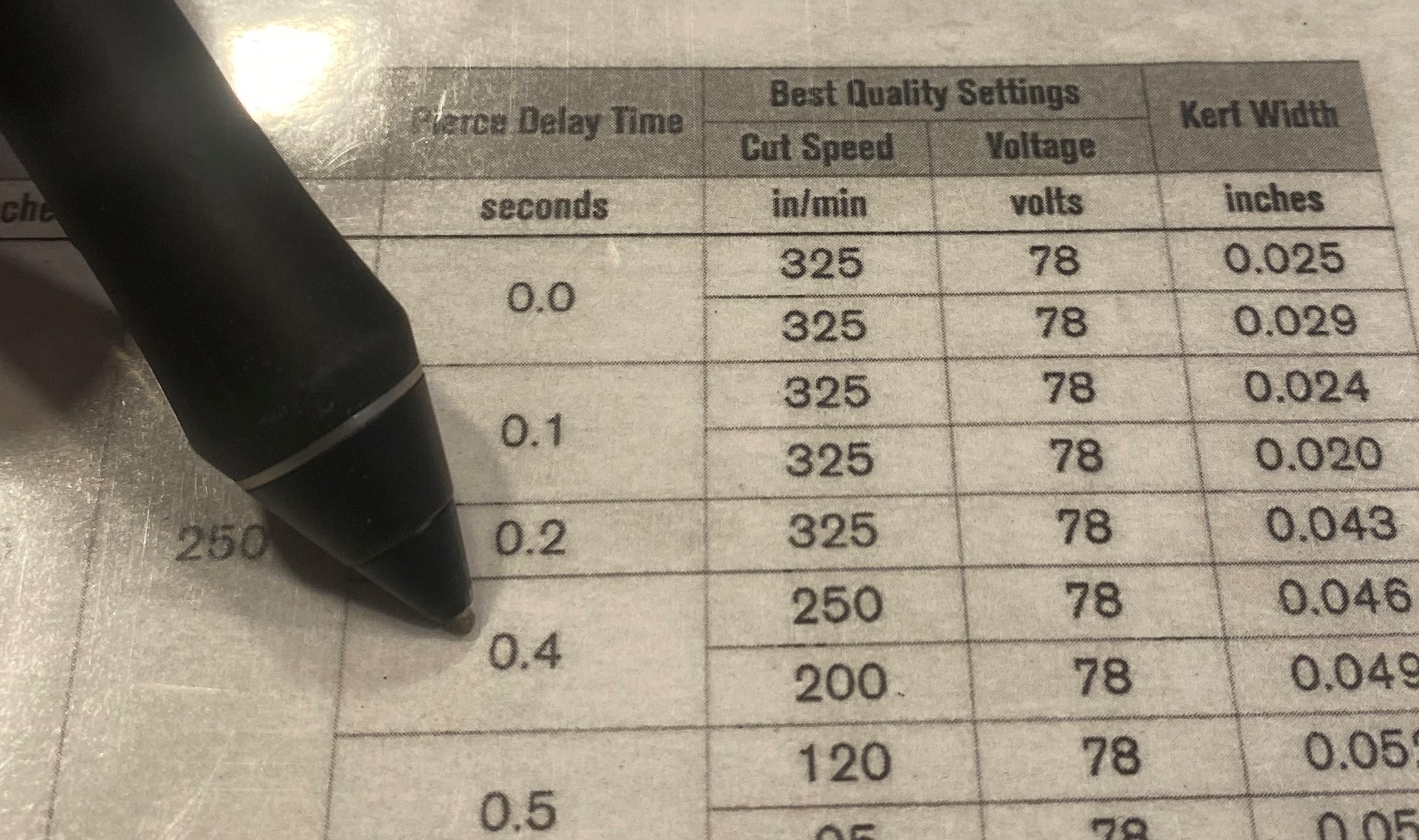
Depending on what consumables you’re using whether you’re using fine cut or standard consumables you should be using these charts .
And all these are set for 45 amps
There may be some reasons to deviate but typically stick to these factory charts unless it goes over 300 inches per minute on a crossfire pro.
For every single material I do I always write in my nominal voltage from these cut chart.
@Toolboy is is right with both statements
You do likely have one slipping coupler on an axis. by your description it sounds like the X axis.
You’re running so slow that it blows away all the metal and then ultimately loses its arc.
Tighten up those couplers set your parameters based on these charts above and let’s see what happens.
The common check for the couplers is to Mark the shaft and coupler with a line run some circle test patterns and see if they still line up when you’re done.
I believe those Allens are 3 mm
Do you have a
hypertherm PowerMax 45
or a
hypertherm PowerMax 45xp?
how do I upload pictures ? it say image is too large… I put them on google drive and a zip folder how do I get them to upload?
hypertherm PowerMax 45xp
its the only feed that would let torch start without ITH error
I have pictures but can’t upload says its too large or too many pixels Put on Google drive but don’t know how to get that uploaded either.
3/8 " 100-120 psi Hypertherm set all the way at 70
trying to upload… pixels too large
If you just crop them slightly or screenshot them on your phone then you’ll be able to upload them.
okay I have 31
Creating a link to a folder maybe a better option then?
Could post a couple of them in the meantime.
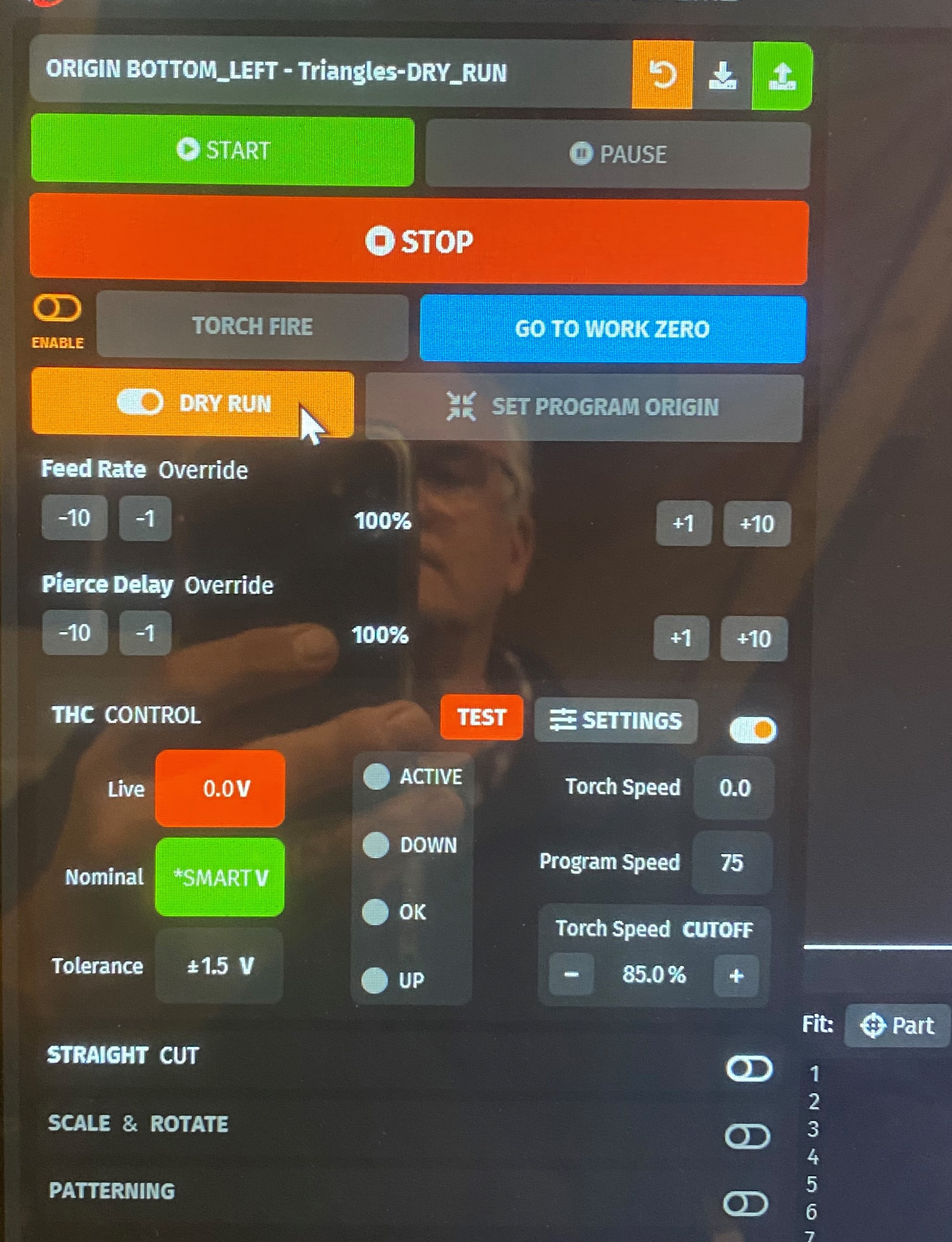



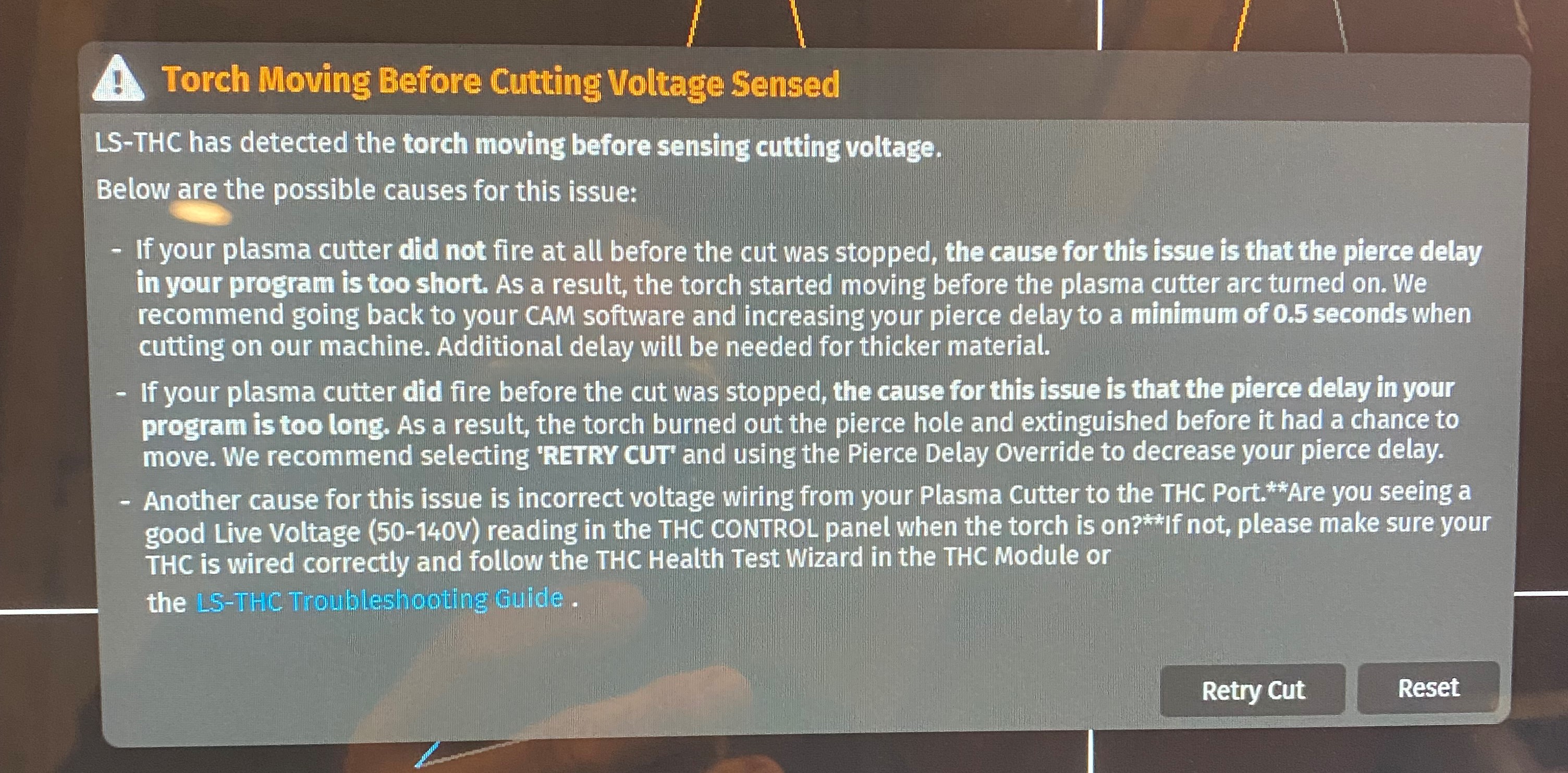


I never see the voltage reading out on the monitor.
Could my THC module be bad?
When I test the arc firing it tells me its in range.