Hello, I recently upgraded to a Hypertherm 45XP with a machine torch for my crossfire pro. I’m having a couple issues so far after initial testing. I used Hypertherm’s cut chart for the fine cut consumables and they seem to be nowhere close. The only way I can get 3/16" steel to cut is running 70ipm @ 45amps. This seems really low to me. I tried some 16G steel today and couldn’t get a part cut until I went down to 160ipm @ 45 amps. I’ve checked the ground, the steel is clean where the ground clamp is.
Second issue I’m having is I have already nipped an electrode after maybe 5 mins total of cut time. I drained my compressor which had a small amount of water in it, my DeVillBiss QC3 filter/dryer shows I will need to change the filter soon. Would water really mess up consumables that fast or did something nip the electrode during my test cuts that didn’t pierce all the way through the material? Any help would be greatly appreciated.
Moisture could mess it up but also your cut height might be off. I am pretty much right on with Hypertherm’s cut charts for 45XP.
Maybe you got some bad consumables. Are you using Hypertherm’s consumables? Just had to ask. I would guess if you went to all of this expense to upgrade, you would not skimp on the last few dollars.
Everything is brand new yes. Machine, machine torch and all Hypertherm consumables. I am using Hypertherm’s suggested cut height and pierce delay settings as well.
Yes, machine was purchased through a local welding supply who is a Hypertherm dealer. I had decent results on the 3/16" material but with the really low cut speed. I did not start having the severe bevel issue until I tried to cut the 16G today which wouldn’t make a full cut until I got down to 160ipm. I fired the torch and watched the tip of the torch through my welding helmet and could see the extreme angle the electrode was causing.
So, it could just be the nozzle is fouled. You can’t cut with a nozzle that is not focusing the stream.
Back to cut height. Don’t assume that because you put 0.06 in the CAM program, your actual cut height is 0.06. You would want to measure it. This link will give you a more detailed explanation:
I am hoping that one of the failed pierces sent some material up into the nozzle and electrode causing the bevel issue. This machine and consumables having only 3 mins of actual 'torch fired" cut time has me pretty let down after all the money spent. I know people have wonderful results with this machine so I’m hopeful.
I will definitely try doing that test to make sure I’m getting my .060 cut height. Making the changes to correct it in sheetcam if it is off will be the next challenge for me lol.
You’ll figure it out or someone else might have the right suggestion. I think your theory could be right. I definitely would swap out for a new nozzle and electrode but keep the electrode for junk projects (brackets for home use, etc).
Another thing to remind you about Hypertherm: It regulates the air for you so don’t be afraid to put at least 95 psi to the back of the machine. I actually think that is their recommendation.
I currently have 100psi to the back of machine. Definitely one of the first things I checked. Thanks for your help. Hopefully I can get it sorted soon.
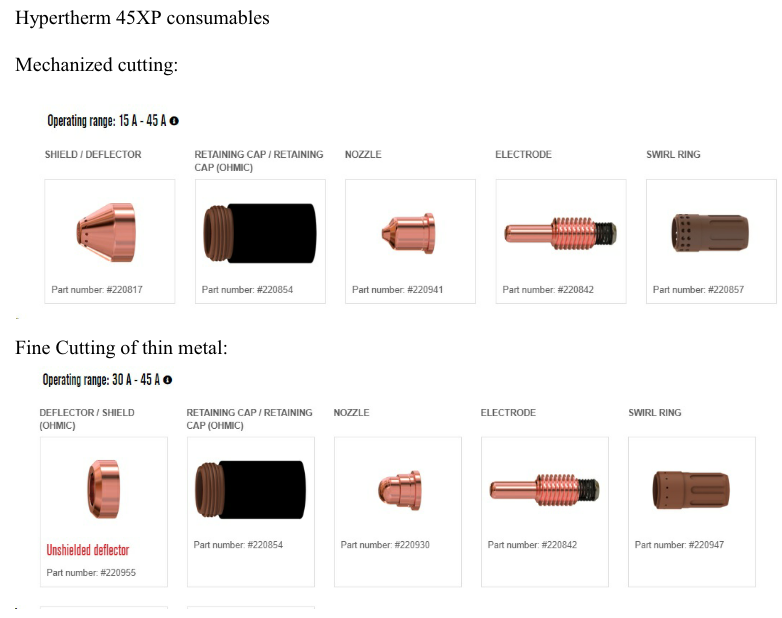
Hypertherm 45xp fine cut consumables are not recommended for metal thicker than 1/8".
Definitely check your actual cut height. Fine cut consumables will not cut through, if the cut height is too high.
There really is no reason to use fine cut, unless you have intricate details in your design. They don’t result in a cleaner cut, they just cut a smaller kerf.
As mentioned by others do not use fine cut for anything thicker then 1/8". Run machine at full 45 amps and adjust cut speed according to thickness of material being cut, you don’t need fine cut. I have Hypertherm 45 powermax on my XR table, I never use fine cut consumables on it. IT will cut signs just fine with standard cut consumables. Do you have a motor guard filter at plasma cutter if not you will want to install one , it will catch last bit of moisture and debris before going into cutter.
Me too! That is why I call the Hypertherm the easy button.
I also don’t find the air that particularly picky as others have noted and I live in Wisconsin which has a fair bit of humidity. Not saying air cannot be an issue, I just don’t think it is as big of an issue as folks make it out to be sometimes especially for basic troubleshooting.
I don’t use the fine consumables though and I don’t see a need for them so far through several years of use FWIW.
I am of a similar opinion/results and have yet to try the fine consumables.
I don’t want to brag too much since I cut out some of my light boxes for my trailer yesterday. I had zero dross (just fingernail stuff in a few spots) but had a lot of bevel. What is likely going on is my nozzle is worn. That is what Hypertherm can do to you/me (the occasional users): you get complacent and don’t check everything each time. I am referring to my personality, not yours.
Excellent point David, catching the fine consumables! @ds690
I use low speed setting for fine cut and book is pretty much dead on for me. I cut 16ga using 150IPM @40amps. Be sure your have all the correct consumables like shield. It’s different from the normal tip so check this in your book. I could see you using wrong shield and causing this problem for the 16ga you cut. Like everyone else said fine cut is for thinner material. GL
I’ll just do a general reply since there were so many responses which I very much appreciate. I just checked the actual cut height and its right on the nose at .060 which is unfortunate as I was hoping it was that simple. All consumables are verified for the correct part numbers. I will be getting the non fine cut consumables tomorrow, re-checking the cut height and running a test using the Hypertherm chart. I have new desiccant on the way for my air dryer although I don’t think the desiccant was bad to begin with.
The fact that I could not get the machine to cut 16G even with such a low cutting speed is very odd to me being that the cut height was accurate.