Hey all,
According to the Hypertherm cut charts, 5/8" is recommended for edge starts.
But I am curious if anyone has had success with pierces and what settings.
I am trying to cut 3/4" holes to avoid drilling (non critical hole dimensions)
The hole cuts are “ok” at 12ipm and 1.75 pierce delay, however I am getting dross on the topside, which has caused the tip to hit the dross, etc.
Currently only tried with THC as I was hoping would detect/adjust torch height so no crash into dross, etc.
I haven’t spent much time trying to cut much over 3/8" (which works great, no issues), so hoping someone can point me in right directions to try as I do not have a lot of extra stock to play with and waste on experiments that are not worthwhile.
I know I am probably pushing the envelope, as indicated by the cut charts…
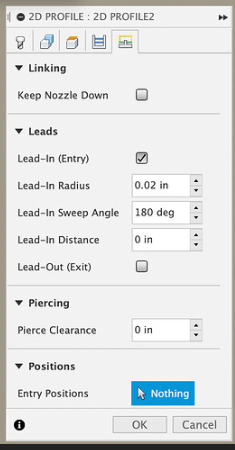
If you are using Fusion for CAM you might look at trying these settings: .
I have been pretty successful with this method. Just keep changing your lead-in radius with a micro lead-in until it hits approximately the center. If Fusion hangs while doing it, change the sweep angle to 179 degrees. It seems to be a bit of a fluke with the difference between 180 and 179.
But, I think @brownfox idea is what you need to get to. This might help you do the 1/4" hole in the center, then clean the dross and run the tool path with a start in the center a second time with this type of configuration but going for your 3/4" hole size. Obviously, the pierce delay would need to be short during this second cutting action since there will not be material to cut during the pierce.
Have you tried weld anti spatter spray? I find it keeps the top dross loose. Most of it blows away. Or a light side tap breaks it free. I spray the torch shield as well. If I see a glob hanging on the shield, a light tap with a blade and it’s off. I don’t even stop the cut.
 .
.