Honestly, never paid attention to the THC, mostly because I didnt understand what it was telling me so I just let it do it’s own thing. What can I say? I guess I am a special kind of special…
I bought it new, I installed the CPC - can’t blame anybody else. Sorry for the long thread I created, but the knowledge I gained from it is priceless.
Yes. That is going to kill the cut especially with the FineCut. There is just not enough power with the plasma stream to be focused that far away from the plate. Thus, all that topside dross and ineffective cut. It will also burn thru the nozzles quicker at a higher height (probably because the voltage increases).
Oh believe me, we have seen longer. One thread could fit six of your threads in it.
Yeah I mentioned earlier that we ran that test file and it was just over .06. So I had him load my file which I thought should have been .02 lower than the cut height test. I just opened the g codes and confirmed my code was not any lower. So that’s my fault.
Based on that, for his machine, I don’t think he needs the extra .02 that’s added in the post processor for backlash. I’d recommend he program for .03 or .04 to achieve the .06 cut height. There was no deflection in the material when running the cut height tests.
Looking at his previous posts where he listed his g code, he had added another .02 in springback fusion. So his cut height was probably .11 or .10 all along based on the results his measurements with me and just now paused on the cut file I gave him.
@Bastrawn Try this file, it’s modified from the one Jim posted to give you what I think will be the correct cut height.
My brain is done with this. One interesting note, Hypertherm told @Bastrawn that the cut charts they publish are intended for downdraft tables not water tables, and to cut at 80 percent of the published speeds if you’re on a water table. A quick couple of google searches and I can’t find any references to this. Anyone have thoughts on that?
I can add a little bit to this (although not as specific to what you were told).
During my whole issue in my other thread, and my interacting with Hypertherm, having spoken to 4-5 different people (including an engineer), I did share the specifics of what I ran IE table manufacturer, use of water bed, and THC installed.
Every single one specifically stated more than an inch (or more) of room from the water to the underside of the metal being cut. I didn’t ask why, but it was something they all emphasized.
In fact, I remember sharing this info with Johnny at Langmuir after having spoke to Hypertherm but we both didn’t really think much of it.
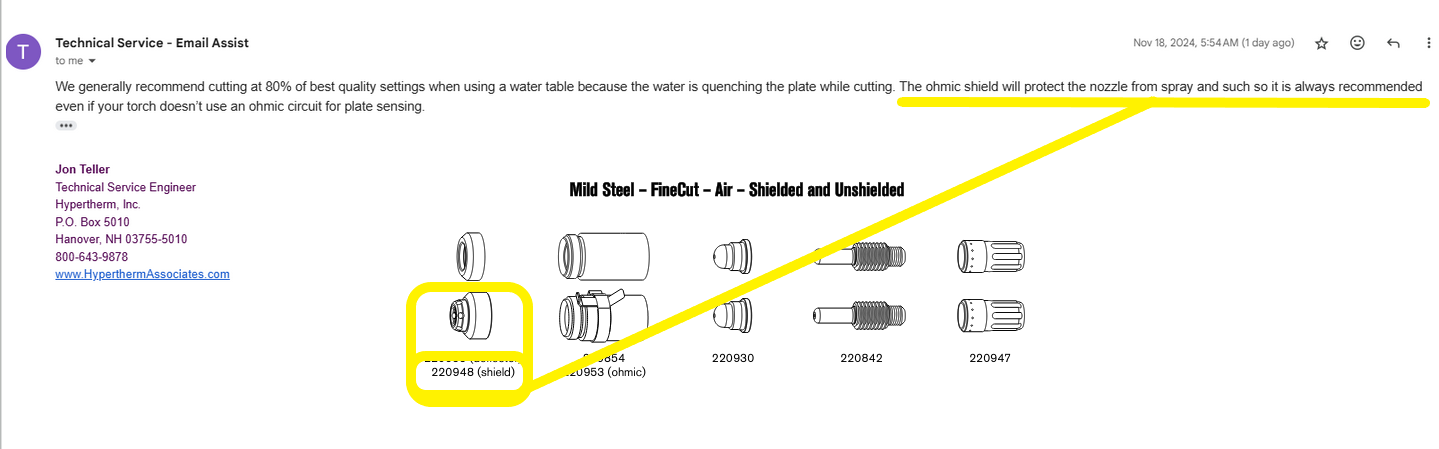
This is the exchange with the Hypertherm rep. The guy I spoke to on the phone said that the cut charts are based off of performance on a down draft table. Does the comment re ohmic shield make sense to you all? Do any of you use one?
i havent used my finecut consumables yet, but ive found that smart voltage doesnt cut as well as using the voltages supplied in Hypertherms cut charts… but that may just be my table.
did discover recently that for the last year or so my plasma has been starving for air. had the line to my table pulling from a 1/4" tap on the side of my regulator, unbeknownst to me it was just a gauge port. didnt know it wasnt full port until i put an air nozzle on the hose to blow some parts off. would get a quick full 125 psi burst then it would barely flow anything. gotta say my face still hurts from the palm of my hand…
My theory on that is that even if you set your cut height wrong or the setup ends up with the wrong height, by the time the nominal voltage takes over, it will place you at the cut height necessary for that voltage you have set.
With smart voltage: If you cut height is wrong during that first 0.25 inches that the THC monitors, THC locks you into that height for the remainder of your cut.
I ran this file just now to try and tune in my cut height. Cut height is set to .060 in the file. When I ran the file with THC on using smart voltage, I paused the cut on one of the outside straight lines and measured, the torch was .266 (crazy), I ran the same file again using nominal voltage set to 78 and paused in the same place, the torch was at .081.
Should I just run nominal voltage? When running with THC enabled, does that override the cut height settings? How do I correct this?
Nominal voltage, more times than naught will give you a better cut. It is possible that the calibrations that happen with your system are setting the cut height wrong.
If you run this program it will tell you exactly what a cut height of 0.06 inches with a spring back of 0.02 inches. Since you are using 14 gauge, you may or may not need the spring back. But run it and it will stop at the correct point and does not fire the torch at all. (You can thank Phillip for this file). cut height test.tap (224 Bytes)
Don’t be concerned that it is a xx.tap file. FireControl understands tap and nc files.