So like most. The canned measurements / online calc were WAY off to the point of useless and laughable at best. with the suggested 2 shims on both bottom bearings, my nod was off by more than .030" . I faced the baseplate and I can easily catch a nail. Checking it all day and messing with shims, im at the point im confident my Z slide assembly is on its own program and isn’t close to being square to the mounting surfaces for the X carriage. I had to cut up the Y rail shims to use in the bottom of the Z mounting block. I also had to use the upper block shims but under the the flat of the bearing not in the face. I had to tilt the whole carriage to the right by .008"
for right now I can Z up and down in a 246 block. and the whole distance im out .005 in Nod and about .003 on tilt. ill take it for now and re run the base plate.
I remember someone made jacking bolts for the spindle housing, I cant seem to find that thread if anyone knows
the weird thing, is on the 246 block, im .000 for about three inches going down and ramps on the lower half making me think my Z is out of square.
I would fully agree with you but trying to teach how to tram is hard. Their how tos are supposed to get you close and how well you get it is based on you.
But it would be nice to get a video of them actually dialing the machine in! Every one of the videos they have just go “you should do this, and I’ve already done it so mine is good” and they don’t actually work through getting it to the right tram. And it’s those little adjustments and how you have to fiddle with it to get it right that non machinists need to see.
I would bet to say that 50% of the people who buy this will probably not be able to get it trammed well for years. But I think if you keep at it for a few weeks even with being a noob you should be able to get it pretty good. I ended up knocking mine out of alignment more and let it rest a bit and tried it again later and got it pretty square with a few shins under the linear rails.
I’d also like to see the jacking bolts thread If you find it.
I wouldn’t consider myself a noob by any stretch. new to cnc yes but my other milling machines I can tram in, in minutes bc they were designed to be tram’d. this machine wasnt designed to be tram’d.
I think for todays project im going to take the whole spindle off and measure the Z bearing plate on its traverse to see if that bow is still happening.
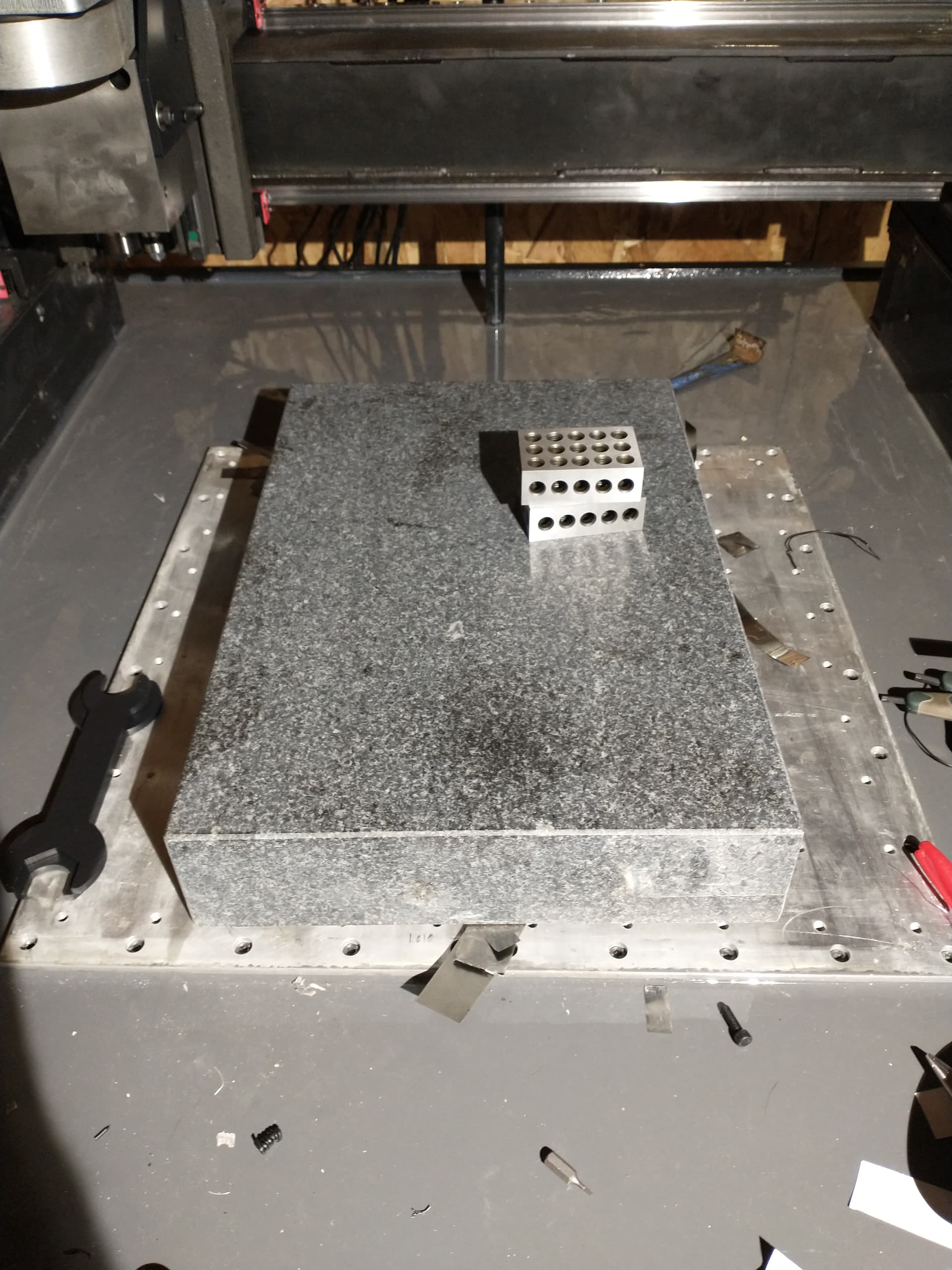
If you have a decent sized granite surface plate you can shim that parallel to the X and Y axis and then check tilt and nod before making any cuts. I then used it to check the rails and coplarity, etc. The one shown is 12"x18".
All shimming included I probably spent 4 hours tramming and disassembling to add those 1/4-20 holes to help get it in.
End result was really good (.0002") in the spot I dialed it in, but ended up finding some twist in the machine. Spent 1 hour of that time jogging the machine around to “balance out” the tram and machine twist to get the least about of variation. Settled in at ~.0015" over 12" which is close enough for a non production machine.
Is your surface plate surfaced on all 6 sides? I have a grade A 12x18x4 granite surface plate that looks similar, but it is not surfaced to have the top and bottom parallel (and sits on 3 feet).
The plate used was only surfaced on the top, I placed shims under the two back corners and front center. My plate is 3 inches, and does take a lot of height so I’m not sure if a 4" plate will leave enough room to swing an indicator.
Ok so I took the spindle completely out of the equation today. I also took the Z/X carriage off the X rail completely. Drove around the Y with my 12x18 surface plate and shimmed it to within .001 over the entire surface (to learn I need to lap my dinner bowl of a surface plate some day).
At this point I checked coplanarity again. It was within .002 upon assembly and this time I checked onto of the rails for fun and those are within .0005 across all 4 points.
Reinstalled the Z carriage with no shims and without the spindle. I tackled Tilt first. I ended up placing .004 shims under the left side top bearing block (the top surface where the 4 bolt holes are on) and that brought Z within .001 across the entire Z travel compared to a granite square sitting on my surface plate and checked with a know good 246 with the same readings.
I then checked Nod and across the entire travel I was out .014 Nodding out. The suggested shims in the calculator showed 2 per lower block which wasnt even close!
After shimming it I got to within .0015 to .002 across the entire Z travel compared the same way as mention above. I dont think im gonna chase it much more than that. Maybe.
This time what I did different, without the spindle being on there, I did not loosen the top bear block bolts… I just kept removing the lower block bolts and used a small pry bar and just eased the tension off the lower bearing blocks to slip the shims in. It went way faster than loosening the upper 8 bearing bolts every time. I was just using the flex in the Z axis assembly to fit the shims.
Friday after my morning round of golf, Im going to drill and tap for the jack bolts and reinstall the spindle and tram that more traditionally now that I got Z within an acceptable range. Then I will resurface the base plate and hopefully that ridge is gone!
I am fairly sure that my gantry has some twist in it but I don’t have a surface plate large enough to test it. The signs are the x/z carriage casting dragging lightly one end of the x travel and it being incredibly difficult to tighten down the bolts from the y axis carriages.
My guess is that the gantry didn’t have a sufficient heat treat cycle after being welded. It was probably flat at the time the mating surfaces were machined but it moved around in the months between machining and when I did the assembly.
Glad I’m not the only one! Easily an 8 hour investment of time and focus over a two day period for me to square, nod, tram. I kept asking myself if it was good enough, would step away, then decide nope - let’s have another go at it.
100% agree with a previous post that the $99 buying a tram tool is worth it.
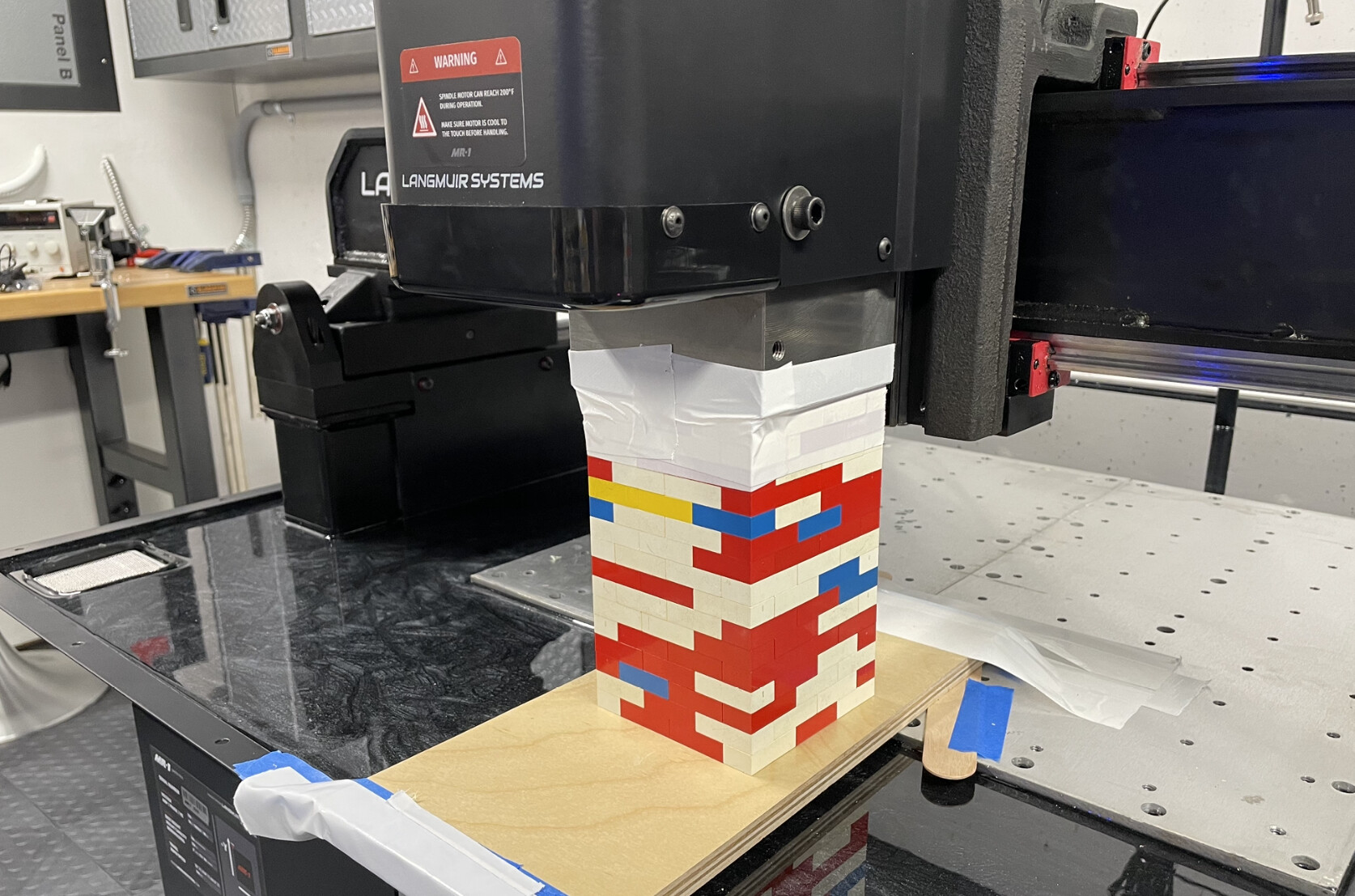
Here’s one more idea that helped me a lot. LOL. I took some old LEGO from my childhood and built a spindle stand/support. Sounds funny, but it helped so much! I was able to build it to the right height that I needed, shim it to align the mounting holes, and protect my fingers, epoxy, and the spindle.
If you build one, keep a notch on one side (not shown in the picture) so that you can slide it out and it will clear the spindle nut.
im willing to bet almost all of them do. the only reason it would ship with a sticker indicating left mid right with deviations would indicate they measure twist and then try to shim it out. I couldn’t think of any other reason why those measurements in those specific coordinates would prove anything other