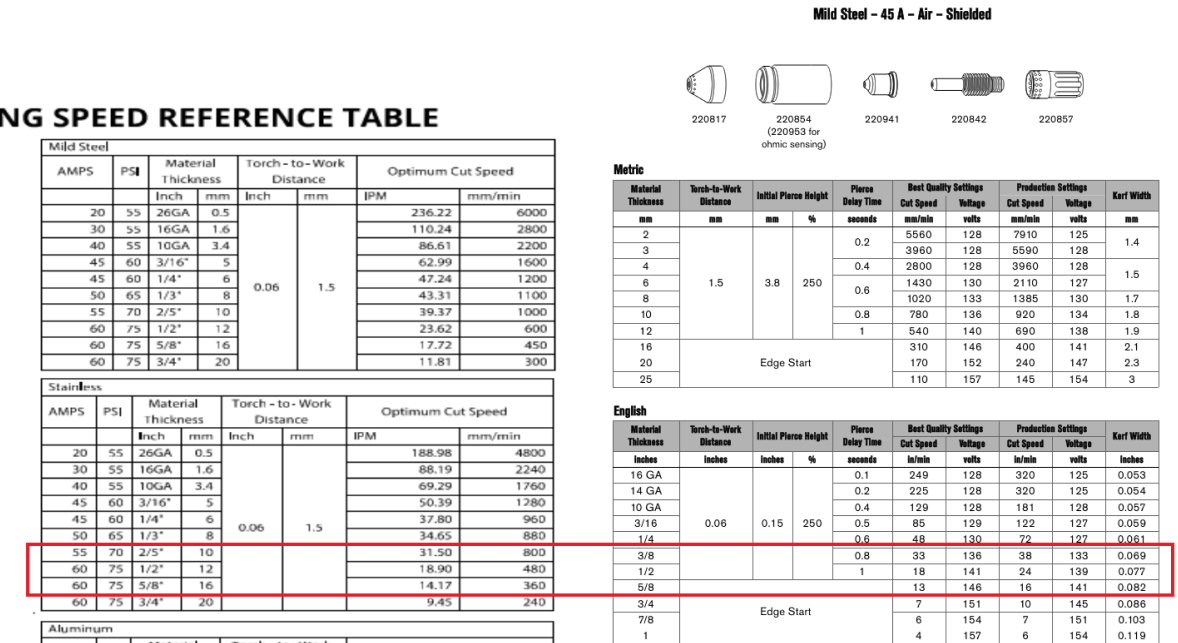
I do not often cut 1/2in steel. I know the topic is a FAQ but I need to cut some 21/32" (~16mm) holes and I get a notable bevel. I tried slowing down to 60% (420mm/min, 14.17in/min) of the nominal and the holes come out all jagged up. At least at nominal speed (600mm/min, 23.62in/min) I get a clean nice conical cut that I can more easily drill out.
I checked with a feeler gauge and I’m a little high, about 20-30 thou. I’m using the PrimeWeld CUT60 at 60A, 1.1mm tip, 75PSI.
Being a little high is going to cause all sorts of problems with that thicker plate.
I know it is hard on a person to waste 1/2" plate dialing in your settings but you really want the cut right on. I used nominal voltage and was very lucky on my second try. The first try was with fine-cut consumables (destroyed the nozzle). On that second try barely any bevel. You have got to use a brand new nozzle because any spreading of the plasma arc will limit your success.
Since you found that you are the 20-30 high just CAM with a projected cut height 30 thousands lower than you normally would.
And if there is any rust or oil on the metal where the work lead attaches, it must be shiny metal.
As for using nominal voltage, I could not find a Cut chart for your machine that has a voltage reading. I put your chart next to mine. I would be cutting at nominal voltage of 141 volts. Your machine is capable of 60A. Don’t really know how to extrapolate because they cut different but 141 might be a good starting place with 60 A.
Well as far as the THC, I do not think it has time to kick in for a small 1/2" hole, am I wrong?
I used a brand new tip, I will check if the few tests I performed so far had any bad effect on it, and I will compensate the height in Fusion 360 to aim for a consistent 0.060"
You are slowing down your feed on the holes to almost half. Make a program and cut a few holes at different speeds. Maybe 50, 45, 40 and see what that does. And I agree with Jim get the cut height as close as possible and do that first
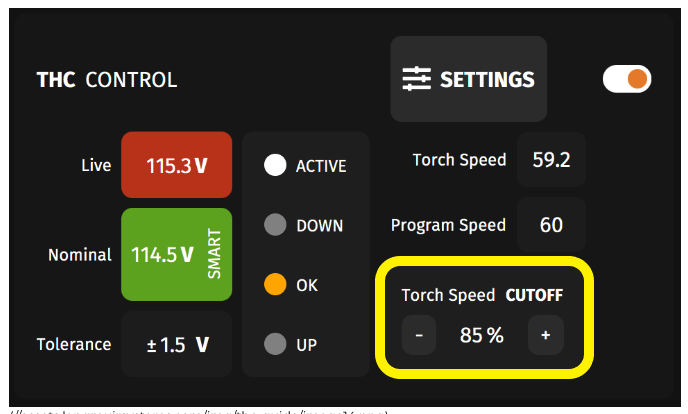
It’s not that it doesn’t have time to kick in, THC will turn off when the speed drops X % below the main program speed. I think it’s adjustable on the screen. So if you slow your program down for tight corners and holes etc. THC will turn off while the speed is at that lower level.
I tried to a full day swiss cheesing some plate trying to dial in a 5/8 hole for fixture clamps.
New consumables,clean plate, speed, lead in, overlap…best I could do with a a 100a cutter was a just over 3/4 entrance for a 5/8 exit.
The only thing I did not try was a hole within a hole (cut a 1/2 or 9/16 hole then the 5/8).
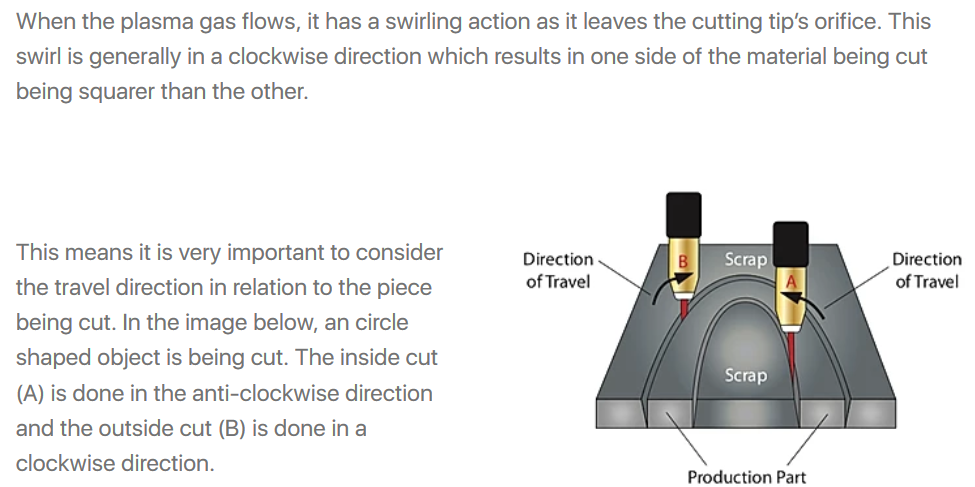
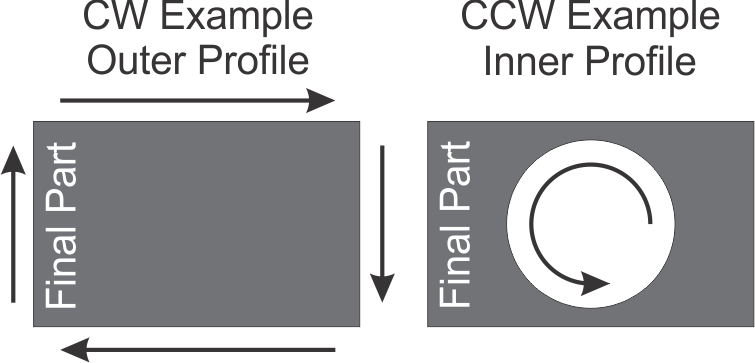
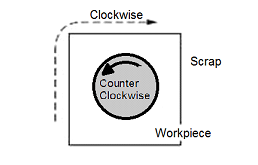
If you could still get the lead in on the inside then do a reverse cut on the hole …READ CCW instead of CW…can’t remember which is normal for internal cuts.
As @Craig1 said, there is set speed where THC is turned off when you get below it. You can change at what speed you want that “Cut Out” to happen here in FireControl.
I am only suggesting the nominal voltage just to help you have a good cut and hopefully a good cut height when you get to the holes.
Ok I am confused (I know what’s new) So what speed does THC look at when slowing down? The Speed Fusion has set to cut the hole with Speed Optimization or the normal cut speed before before Optimization kicks in?
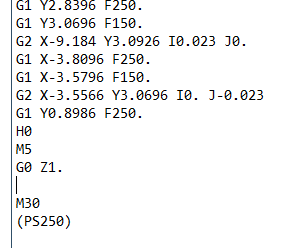
It is looking at your cut speed set for a straight line cut. That speed that shows up at the bottom of the gcode file:
In this case it would use the percentage that the speed falls below “250” inches/minute. So it will likely shut off when slowing for the corners. In Fusion you will see the line turn yellow on the tool path. This area would have THC turned off as well.
Feed optimization turned off. Blue lines will have THC working:
I made it so the CAM produces a program that sets it consistently at 60 thou from the stock. I pretty much had to negate the hardcoded “backlash” added by the post-processor. I already had spring back to 0 because this is 1/2in plate.
Then I tried cutting holes at different speeds. There was not really much difference. The biggest improvement was using a brand new tip (note, I just used one yesterday to make some tests). I am wondering what consumed the tip so fast: few test cuts that were a little too high?
Next I will check the dryer and make sure I have good air as expected.
The first G1 and G3 move at 420mm/min, the next G3s at 450mm/min
Internally, the controller does a lot of math to control the motors (including calculating a maximum acceleration and jerk) to try to stay as close as possible to the set speed, but it’s not always possible. My interpretation is that when the internal, actual speed falls below the threshold, THC is disabled. But in practice, I thought THC will not engage until the cut has been “stable” for a given amount of time, but maybe I am mistaken here.
I am not sure about that. The firecontrol could very well scan the program and find out a G1 speed, but I think it’s more likely it just uses the current modal speed as given by the CAM.
The speed you set as your cutting speed in your software, more often then not supplied by the plasma cutter manufacturer.
I cut a lot of 1/2" and 3/4". When it comes to holes that can not be oversized to compensate for the bevel, I don’t bother cutting it. I mark it then cut it on the mill afterwards. I use a Hypertherm 105 sync so I have plenty of power, I can get a “good” hole but bevel still exists, Need at least 2mm over size on 3/4 plate.
That might be so. Not sure. I only concluded that because without the notation at the bottom of the g-code Langmuir says that FireControl will not accept the file.
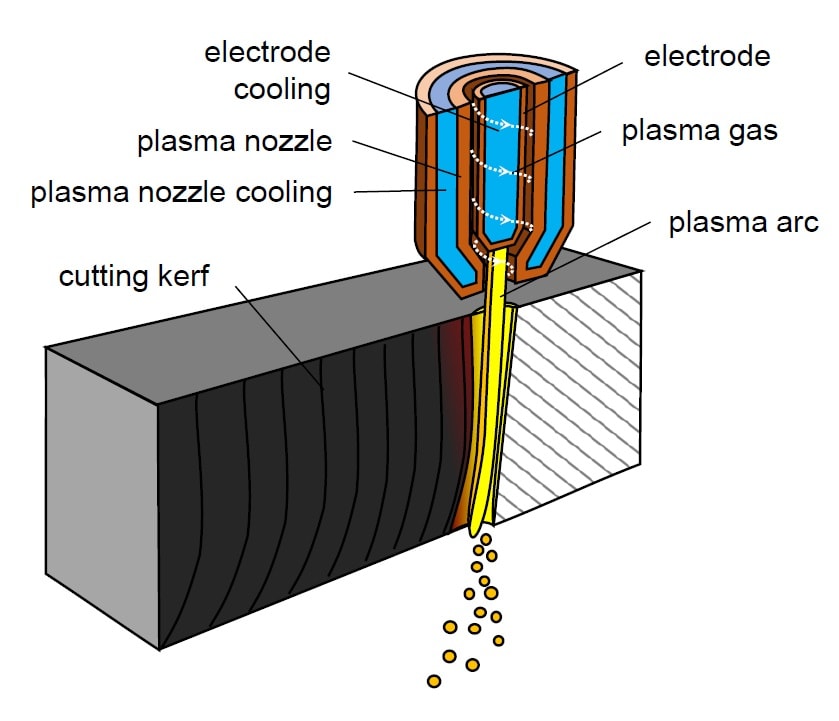
If you watch the initial pierce it is violent until it finally punches thru the plate. I suspect that has a lot to do with it as the shower of sparks spray back at the torch as well as all around.
In the CAM (I use Fusion 360) I very often define many different cuts, each which a different speed. On anything that is at least 1/8" I cut the holes and slots slower than the contours. Yeah I could use feed optimization but I often do that manually, I should start using the automatic function.
As for using a mill (or a drill press) for precise holes - yes of course, I even wrote a F360 post-processor to only mark the center of the holes. However now I need to cut some curved slots that would be very annoying to cut on a manual mill, and I was trying to get the best possible cut on the plasma so that I can finish them manually with a die grinder.
It seems that with a precise cut height, slightly lower cutting speed (0.8) and keeping consumables (tips) checked for wear, I can get a pretty consistent cone that has an acceptable bevel.
I should look into the so called shielded tips, I have this vague memory that they get less wear from the piercing, but I never tried them