I made it to my first “from scratch” project, after cutting two files from fireshare. Those files cut well on a thinner sheet of metal.
As seen in the pictures, I have high dross and some areas where the cut did not pierce through.
The pictures show a long straight cut with only a few perforations. This is after I ran that cut 3 times (slowed machine down) to try to get through the plate.
I know the problem is how I set it up, and not the machine. Just looking for insight, as I don’t want to start throwing things against the wall and take myself back further.
SETUP: Cut45 on a 30 amp breaker, dialed into 30 amps on the cutter. Customer service said 30 amps should be fine if the unit is a dedicated line.
1 second pierce delay.
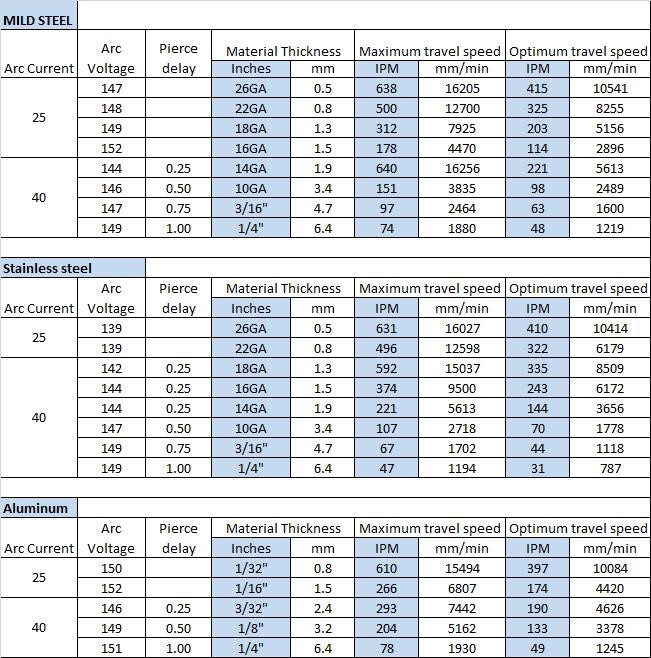
1/4 inch aluminium plate.
On the last cut attempt I believe I had slowed it down to 100 ipm. First was probably 300ipm and second was probably 200.
Your speed is too high. I have a PM Cut60 and it charts out 45 Amps, 55 IPM for 1/4" Aluminum. One of the other guys that has a RazorWeld 45 will have to chime in with more accurate settings for your machine. Your air flow pressure should be at a minimum of 65 PSI while flowing.
Looks like your pierce is getting through okay at the beginning of the cuts.
Lets start with the 30 amp breaker thing. The Razorweld 45 draws a max of just under 30 amps at full power, so you are not limited to running at 30 amps on the cutter. Amps of cutting power is not equal to amperage draw.
You should be using the full 45 amps to cut 1/4" aluminum and go much slower. Cut speed should probably be less than 50 IPM.