I am coming here asking for help to pick crossfire users brains. I have a crossfire pro since I’ve gotten it. I have only been able to run two full programs after that I get partial cuts. I’ve changed my pierce height my cutting height my pierced delay. I’ve contacted Langmuir about this. They have sent me out a new motion control board a new torch firing relay and now they’re talking about sending out a torch height, controller, and barrels Block electronic interference in cables. if anyone does have any ideas or possible solutions to try and troubleshoot it so I’m not just throwing apart after part please let me know.
We have fired the torch manually in fire control, and with a wire . Trying to to fire it without the THC . I am just trying to find answers to get up and running so I can get parts out to my customers. By the way, I’ve also used multiple types of steel and move my grounding clamp all over the place.
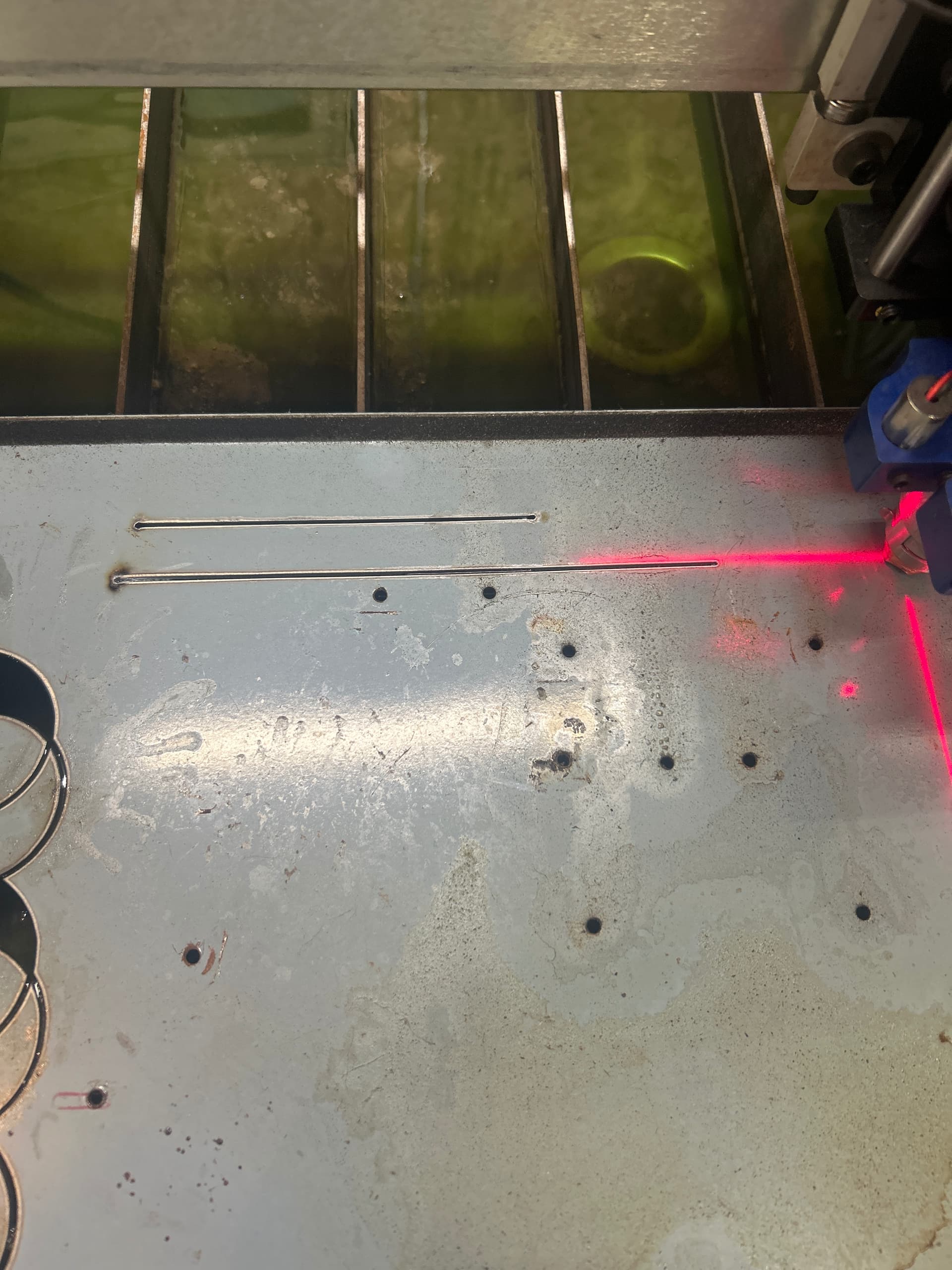
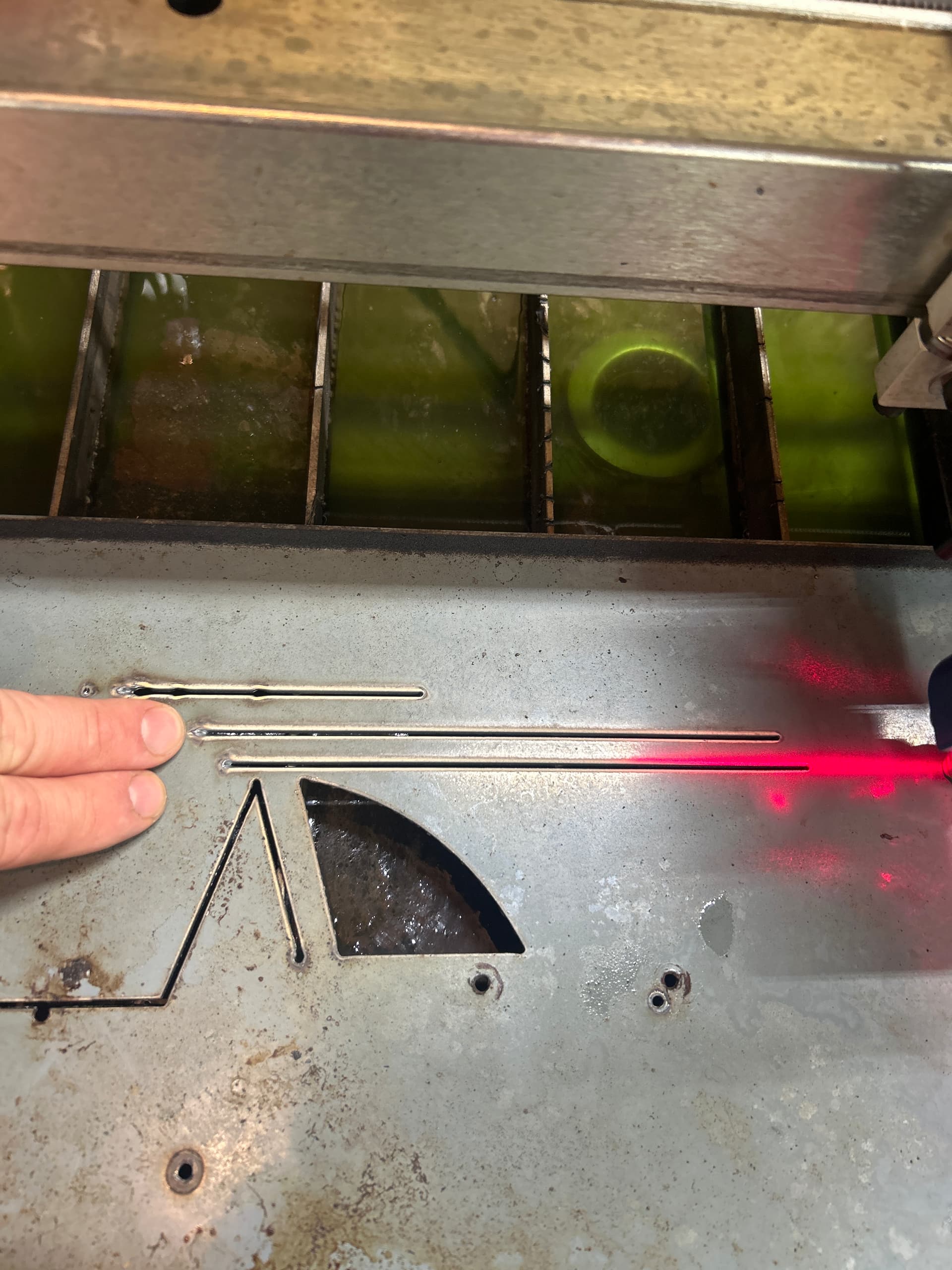
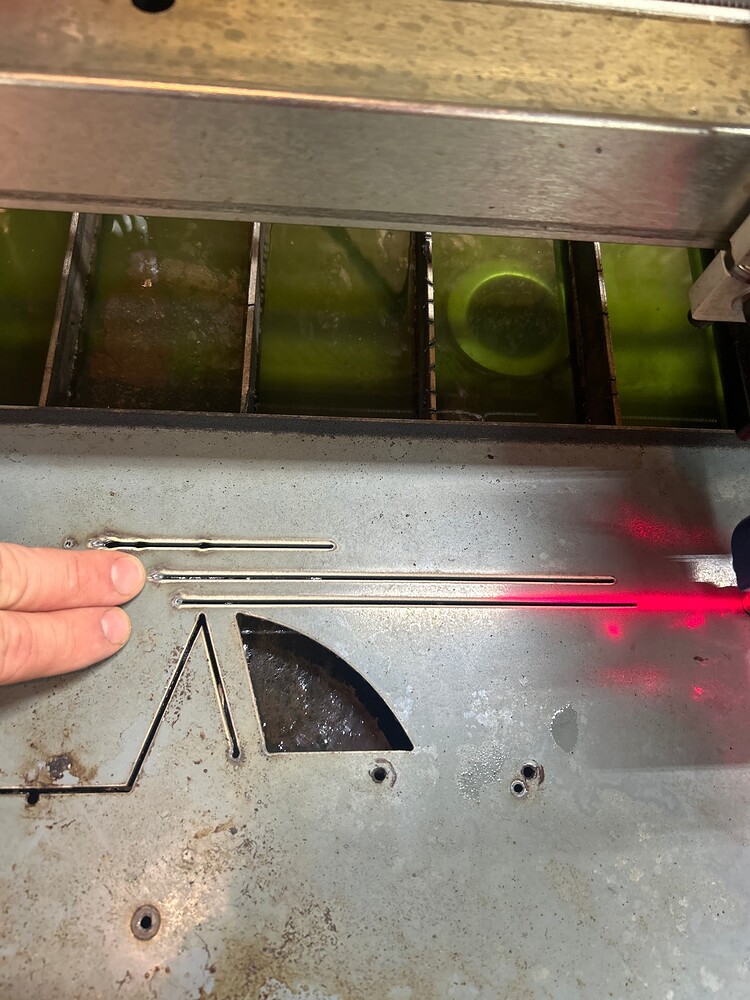
Try to use the straight line cutting ability of fire control to run some long straight cuts?
Does it predictably turn off at the exact same amount of inches?
Does the plasma cutter itself code anything when it’s shutting off?
Do you have some kind of blockage in your air system that’s acting like a orifice ? I doubt that cuz normally the hypertherm needs to be reset manually and doesn’t automatically reset if you have an air problem. edit: i was wrong about the manual reset for the air issue. It will give a warning light but the warning light will turn off once pressure is restored.
I would try doing some straight line cuts through fire control and see if it’s turning off at the same amount of inches.
If you had somebody help you where you could manually travel the torch in fire control and have somebody short out the trigger for the torch. will the cut stay engaged as long as it’s being shorted out while manually traveling across the sheet? I think this might ultimately tell you whether it’s the plasma cutter or fire control ( table electronics).
Is fire control stopping the trigger or is the hypertherm stopping the trigger?
Here’s an example of jumping out the trigger circuit.
Obviously this is a dangerous do at your own risk endeavor.
I’ll try that in a second I have reinstalled fire control three times and went into the directory with Lang mere telling me what to do deleting files and reinstalling fire control today.
I don’t know who Langmuir is using for support lately, but they don’t seem to understand the machines. They seem to be just throwing random parts at issues.
This is not going to be a Firecontrol issue. It’s either a plasma cutter issue or an issue with a physical component in the electronics enclosure.
I don’t see where you said what plasma cutter you are using,. Is this a Hypertherm machine?
They have sent me a motion control board the fire and relay for the motion control board because they forgot that the original one was glued in. Next week they’re sending me a new THC box and they said if this doesn’t work they’re sending me a whole new electronic closure box. I just got my machine in November and set it up a week before Christmas..
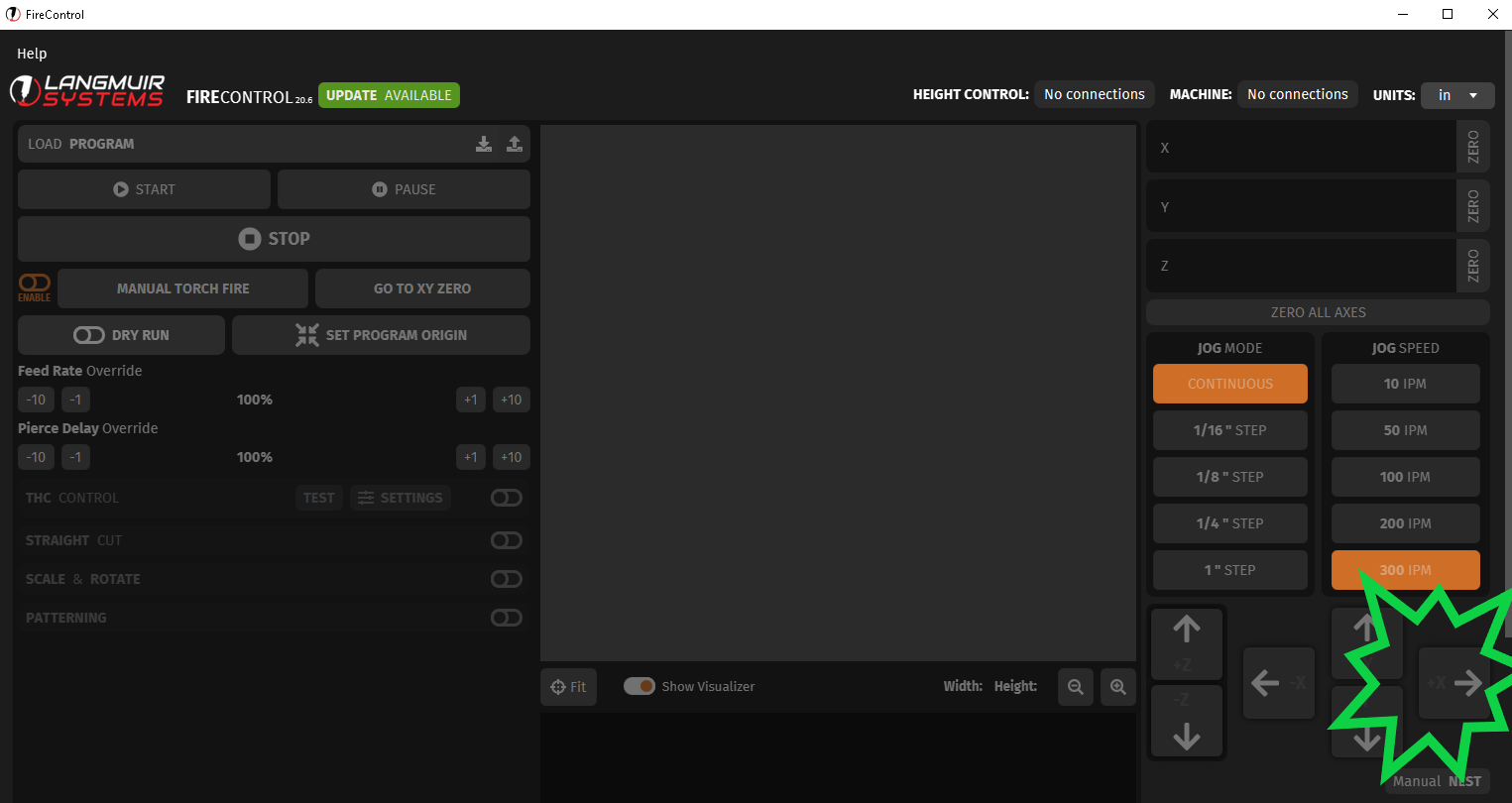
Have you tried yet to manually set the height and manually move the torch in fire control with the arrow keys while somebody else shorts out the trigger circuit? Just make sure you set the ipm with the jog speed to roughly the IPM you would use on whatever material thickness you’re testing on. Can you use a piece of 10 gauge to set your height before you start.