I have tried to solve the issue myself. This issue is this… my torch will rise and rise sometimes. When this happens I will cancel the cut and restart from line. Most of the time it will rise in the same location. It’s very inconsistent. It’s hard to say but it seems to do it more on longer cuts.
I use 16g stainless steel for most of my projects. The machine is at 25 amps and 60 ipm. I have tried different varieties of speed and amps and it keeps happening.
Now, I did adjust the Z access speed in the settings and that helped one of my issues when cutting on warped metal.
It still continues to rise even when it’s flat metal. Please help me
I use fusion 360.
Miller spectrum 625 extreme
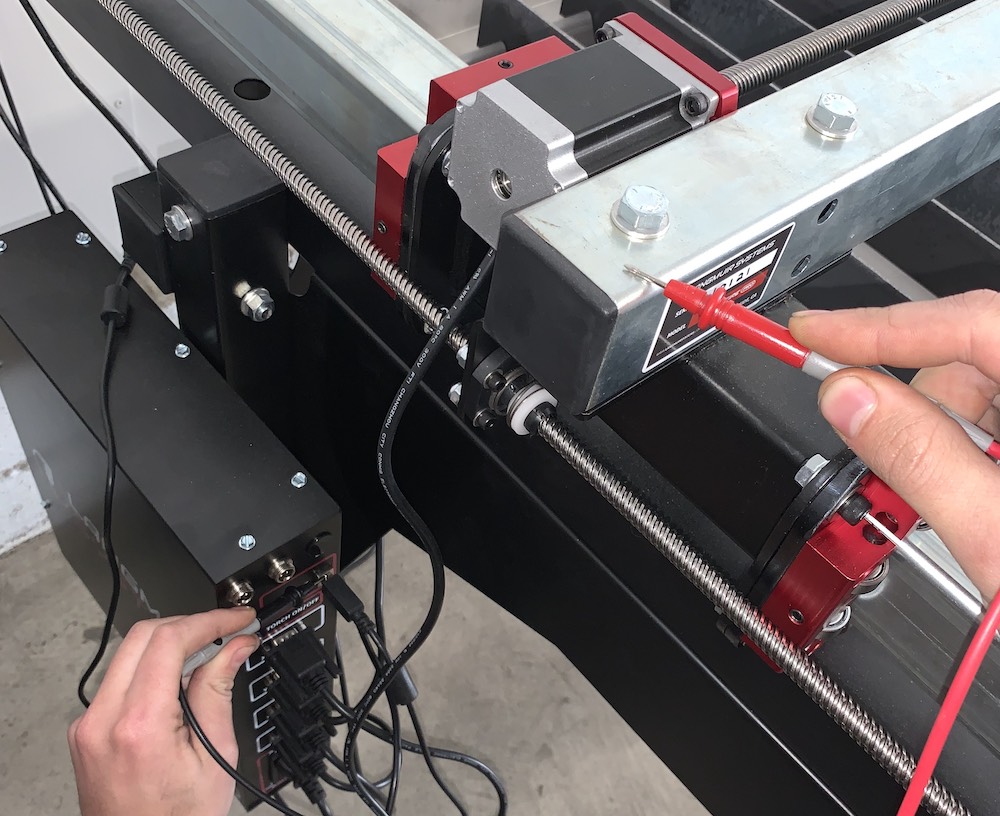
Ground direct to metal
Air drier with regulator at 100psi
Plasma cutter supposed to have internal regulator.
I don’t like asking for help but I’m out of options
Sorry to hear you are having this problem. As you probably have realized, there are lots of topics on here where folks had a similar situation.
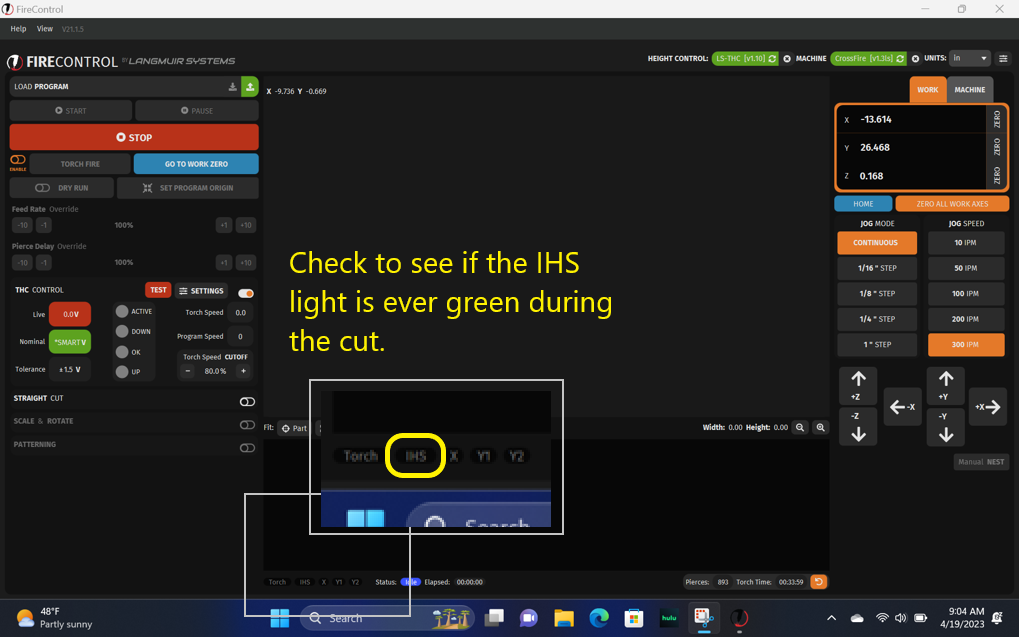
If you could video your FireControl screen it might reveal some things:
1a. If the IHS light is turning on causing this torch to rise, it might be dirt or a loose connection with the IHS contacts/wiring in the z-axis. If the connection is felt to be open, the system will react and lift the torch.
1b. Also with the video, looking for the voltage to be changing to explain the change that THC might be ‘hunting for the right voltage.’
There could be EMI that is causing this as it will affect THC and the readings of the voltage. Are you running a laptop that is plugged in or is is on battery?
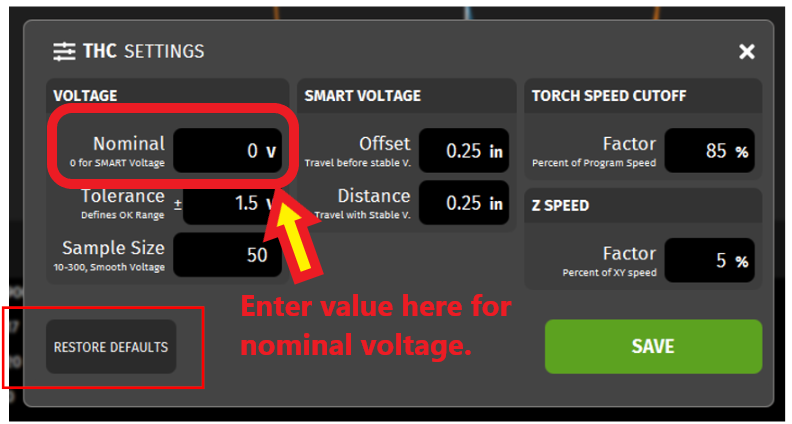
Try running the THC (if you are using THC) on Nominal voltage:
1a : I have checked and the IHS is not illuminated.
1b : I will get a screen recorder installed and double check.
When it rises I kind of go into panic mode but I do look at the voltage when this happens and it looks to be In range.
2 : mini pc with UPS. It happens when plugged or unplugged
3 : I will try this again. I need bigger feeler gauges.
4 : I adjusted the sample size and z speed and it helps some. It rises even on completely flat surfaces.
5 : the table has had this problem from the start but lately it seems to be more often. Or maybe I’m just using the table more often.
6 : I will Tripple check.
7 : I will examine the internals.
I will go through everything tomorrow and check back with updates.
Your initial cut height is important. Most feeler gauges are equipped with a removable post nut. That is so you can group the needed sizes together to equal your intended size (0.030 + 0.010 + 0.020 grouped together will give you 0.060).
If you have not gone thru the process to see what your cut height is and how it aligns with the CAM’d instructions, that needs to be confirmed.
it will cycle thru the IHS, and give you a 0.02 springback setting and then a cut height of 0.060. It then stops without firing the torch. Now you can measure without any fuss.
If you can share your gcode, please do so. We would like to see the file that is messing up. You can copy the first 20 lines or so and put into into these dialogue boxes without needing to share a file.
I did the hight test and its on point with that code. in my fusion i have it set to .063.
also something i just thought of is this. i dont have a machine torch or machine shield as of yet, im only using the retaining cup and that leaves my tip almost fully exposed.
the machine shield has been orderd.
i will also see about getting the bulletproof usb.
G-code looks okay except I am not sure of having a 1 second pierce delay.
Good. That is one variable out of the way.
It also shows that your IHS seems to be working correctly. There could still be something loose with the IHS connections because this was with the table pretty still. Of course, you stated that you did not see the IHS light come on during the cutting so that is also suggesting the the IHS is working correctly.
One last check of the IHS is to make sure you are seeing it turn green briefly just before the torch turns on.
Have you tried cutting with the THC turned off? This would help to determine if the problem is related to the THC or is mechanical in nature. The IHS system will still work to set the Z zero with the THC turned off.
Just a theory, but it could be related to the slow cut speed. It could be burning away too much metal and causing a voltage drop, which signals the THC to rise to try to increase the voltage.
Your Pierce delay will vary with whatever you’re cutting. For up to 3/16 mild steel .5 or .6 second delay, then for every 16th of an inch over that add .05 seconds
This may or may not be EMI. The worst-case scenario is you have future USB protection from electrical interference. The video will explain everything you need to know.
Take a picture of your torch. If you’re not using a shield and your torch requires one your cut height could be wrong because of how the THC indexes. But I don’t know anything about your machine or the type of torch it uses.
In your video, the cut is too short to be able to tell for sure what’s happening. When I had torch rising issues it was because the voltage sensed was far too low, so the torch kept trying to rise to bring up the voltage. My issue was a laptop plugged into a grounded outlet.
i don’t think this is interference. We’d need to see a longer cut to tell.
You say you changed the z axis speed for cutting warped material, reset that back to the default settings and try again.
Otherwise I’d say your cut speed and amperage is far below the normal variance we see between preference and cutter manufacturer.
We need a video of the cut itself and how the torch is rising, cut quality pictures and live voltage readings. I’d bet there is a very simple answer here, it’s just a matter of getting enough information because it doesn’t appear to be the usual culprit.
Actually maybe ignore all that. Looking at the target voltage in the hypertherm manual (I know you have a miller but I don’t think the voltage would vary that much) your live voltage of 120-140 seems too high. Should probably be under 100 on 16 gauge stainless assuming that’s what you were cutting in the video?
I think your initial voltage reading is way too high. You plunge rate is 100, maybe try 120?
")