Powermax 45XP
New fine cut consumables
.090 15-5 stainless
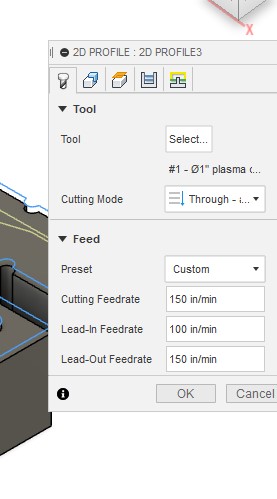
Book settings .08pierce, .02cut, 200ipm
45amp/smart ran at 85volt (vs. 80v book)
Quincy QT-54 2stage, 175psi (125/175)
Derale/separator between pump/tank
1st Regulator 150psi from tank
2nd Regulator/Filter at 100psi
Desiccant beads then Motorgard
Gage at machine drops to 95psi while cutting
Work lead on material
Cut files 120 pierces, 4:45min
I recently installed the limit switches (disabled)
Well if that ball of slag was on the bottom of the torch and you’re using smart voltage you you would not be cutting at the correct height.
I use book settings with nominal voltage for my hypertherm when cutting stainless and have fairly decent results.
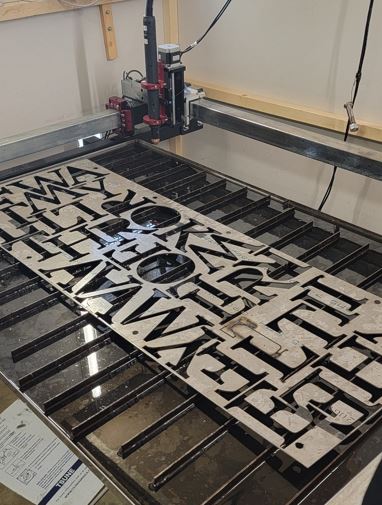
Here’s a piece of 3/16 I needed to cut a hole in the other day.
As far as air pressure goes I set mine at 120ipm the hypertherm can take up to 135ipm and then it internally regulates anyhow depending on what you have it set for on the front panel.
I don’t think it starts cutting out the arc until under 85 PSI
On my PowerMax 85 it sets the output pressure of the torch based on the amperage setting. I just make sure that I supply enough air at the inlet.
In my case I feed my hypertherm 120 PSI. I do believe there is one setting in the hypertherm that you can change the pressure based on your torch cable length, there’s a chart in the book.
But it’s set digitally at the controller.
I believe it was a newbie mistake.
Had laptop plugged in (grounded) and controller on same circuit. Controller has a dedicated outlet but had it plug in elsewhere to jog while rearranging the table setup.
When i use fine cut on hot rolled i increase my cut hieght by .02 for a break in period then lower to book settings after several cuts.Im not sure about stainless but its worth a try.
@Heath interesting process. What lead you to do elevated break-in cuts? I suppose it is always a good idea to do some test cuts before committing to cutting good metal and protect the consumables.
I really like the fine cut consumables. I might just use them exclusively.
Tip ups are a pain but managed to get though it and re-cut a couple letters besides.
My nephew is making a cross-over bridge for a Trail Life (similar to Boy Scouts) ceremony.
While trouble shooting issues of cuts not going all the way through on my original crossfire fire without a z axis i found videos and posting on different forums that suggested it.I would set my torch slightly higher on my original crossfire and now on my pro i set it for .02 over.I use fine cut for all my artwork.
You really juyst need to play around with settings for your setup. many factors like plamsa cutter, amp, pierce delay, cut height, thickness of steel and tip come into play. i added a picture of what i run with my hypertherm 45XP with 16 gauge steel and 40 amp setting. i use a pierce delay of 0.6 which everyone is going to say is too much, but it works perfect for me. i suggest going with book settings and dialing up to get things.
another thing to look into is learning how to go cut that one letter by generating from that piece cut line in firecontrol. you could easily go back and recut if something like this happens agin. GL and keep on cutting.