So this is my first try at cutting some holes. When I tried I got a error that there was no feed speed in fire control.
I ran the simulator in fusion and it looked ok and no problems I could see.
Not sure what I did wrong, as this is the first time I have tried to cut something I made.
must be when I did the post I did something wrong.
yes i turn it off and apply the 22ipm that was being use for feed rate optimization to the whole program instead since all the geometry had feed rate optimization applied to it anyhow.
I’m going to do a few tests tonight but to me it looks like that if you’re reduced feed rate is more than half the total length of your standard feed rate it just post-processes the program speed as 0
I’m not sure why this is happening it is pretty rare to have more than 50% of your program length feed rate optimized but it should be able to process it regardless. Once we can actually define this issue I think it needs to be addressed maybe with a updated Fusion 360 post processor?
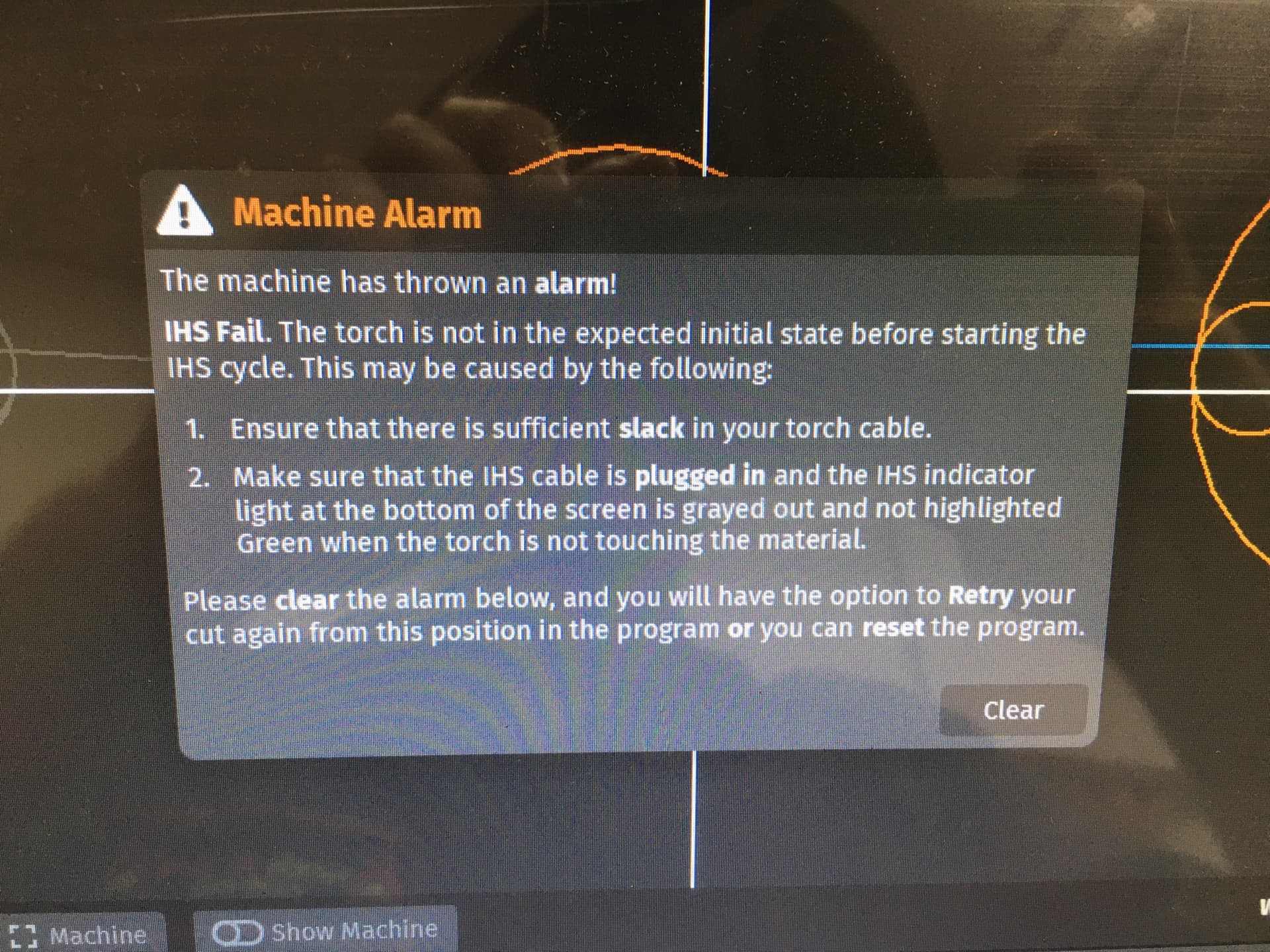
Torch cable was fine, torch was touching part IHS light was green.
So I hit retry and it picked up from where it left off and it cut the last two holes.
The Web on that channel is about .200 where the holes are
Razor weld 45 @ 45 amps
70 PSI
standard tip for machine torch with Georges consumables
22 IPM
Don’t remember the rest of the settings
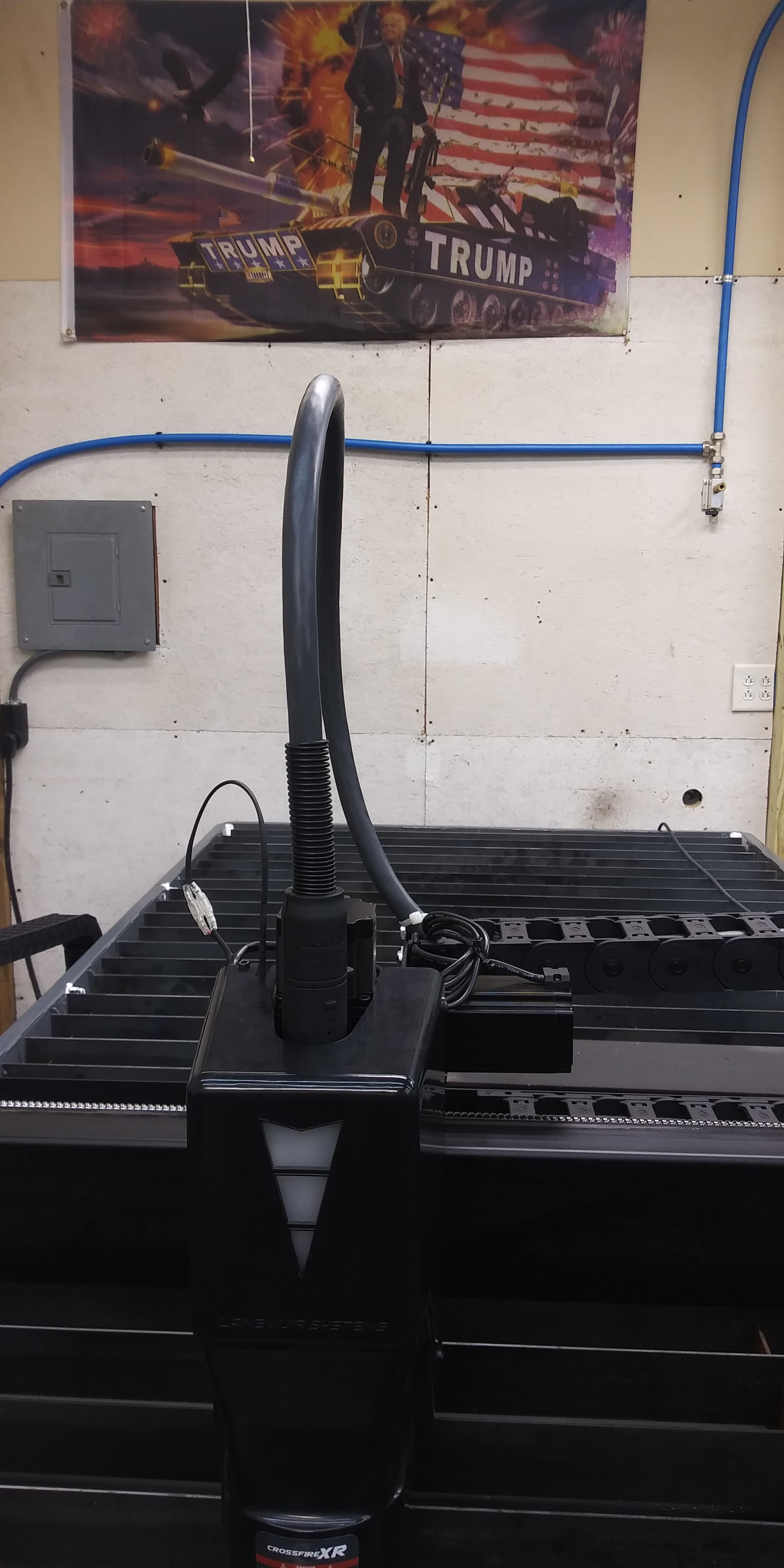
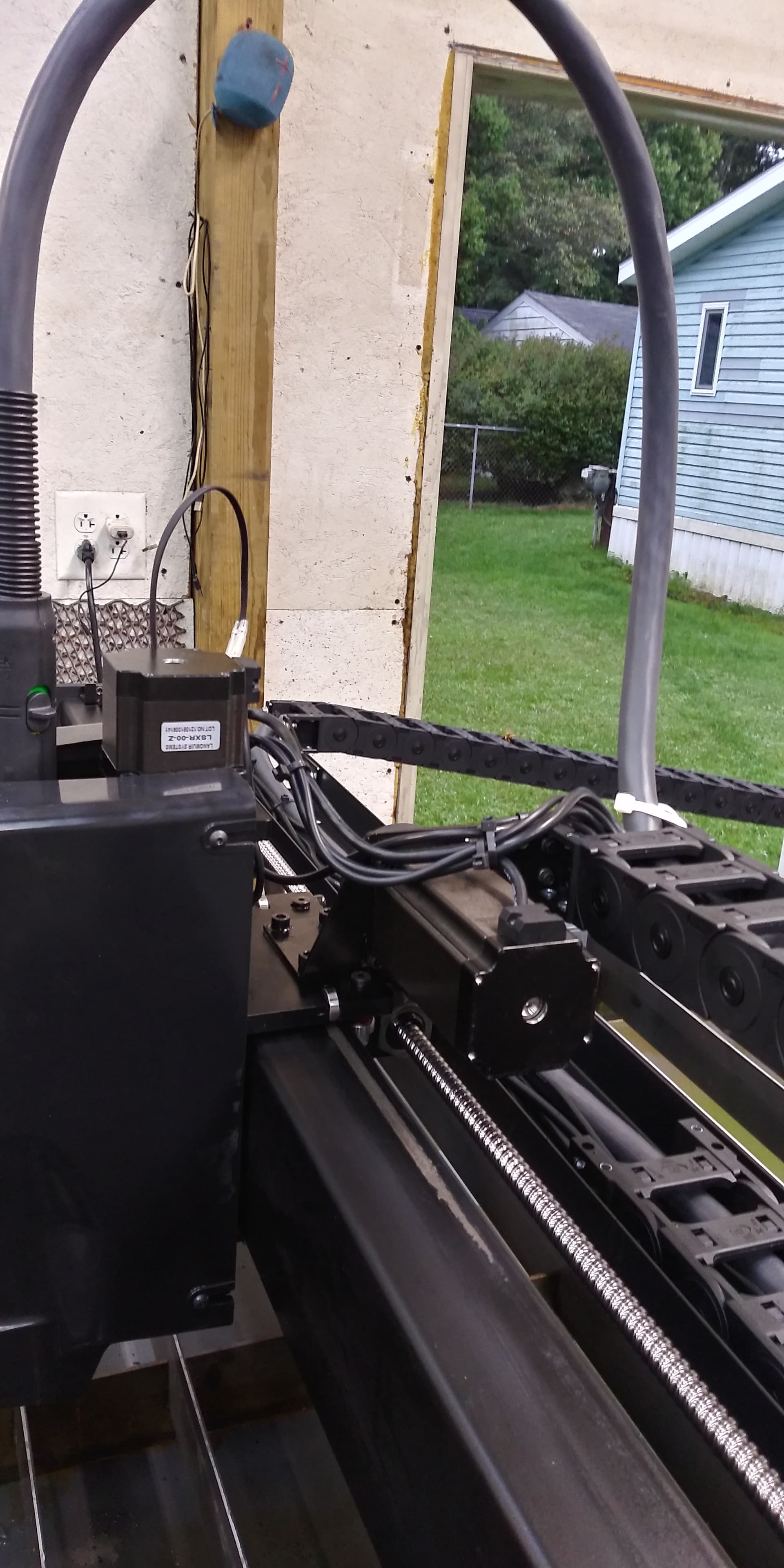
Make sure your torch has slack and torch cable is coming straight up from Z axis, or you will get code again.
Mine was not straight up and triggered IHS fail, I cleared code pushed cable straight and was fine. I added a zip tie to cable and drag chain mount and had no more problems.
I added the zip tie when I put it together and I think its pretty straight I will check it again.
I still have to do some more testing so I can can get better handle of all things that are happening during a cut
When I try to cut with updated file. It cuts first and second hole fine but it acts like the torch does not move up when leaving 2nd hole. It stays in the hole and drags the part.
Look at the cut path in fire control it looks like these holes have both lead in and lead out. Could that cause it to lose THC and not move the torch up?
That was this file but it did the same thing. If you look I posted it cut the 5/16” but it gave the error so I just restarted it and it finished it. I see nothing wrong mechanically.
My thinking is, it cuts that center hole and if it has a lead out it would lose current for THC?
Because the torch stops in the middle of the 2nd hole
*. I just tried to edit this post and butchered it so I’ll have to update it when I get back to a computer too I can’t add the pictures back from here.
It cuts the 2nd hole and then it stops and goes to move and the torch is just below the surface and when the torch goes to move it just drags the plate with it. I need try it again tomorrow and see if I can see exactly what is happening.