I was wondering one day a week or so ago… Does anyone else have extremely dry air, yet still have evidence of moisture/oil on your consumables? When hand cutting and gouging there is no evidence of moisture.
I don’t know why I never thought of it, but when the IHS drops down after the first cut, often times there is water on the top surface of the material. I’m sure if the post flow isn’t running at that point, water has a chance of making it up in the torch. Anyone put some of those flexible CNC “hoses” on their x-z carriage to gently blow water away from the cut site? Say 5-10psi?
There is hardly any chance of water getting into the torch unless it is under water or sets over water with the post flow blowing it up over the torch head and running in that way, but the o-ring should stop that from happening… Water on top of the metal is common and depending on the plasma cutter, torch and consumables being used it has no effect on it.
4 Likes
The plasma stream can reach 45000° in some instances. The air stream is sucking in moisture from everywhere around the plasma stream. Little moisture tracks around the electrode are total normal unless you are using an inert gas like nitrogen or F5 gas.
I hear what you both are saying and I appreciate the responses very much! I just thought with extremely filtered air and a refrigerated dryer I there shouldn’t be any moisture marks.
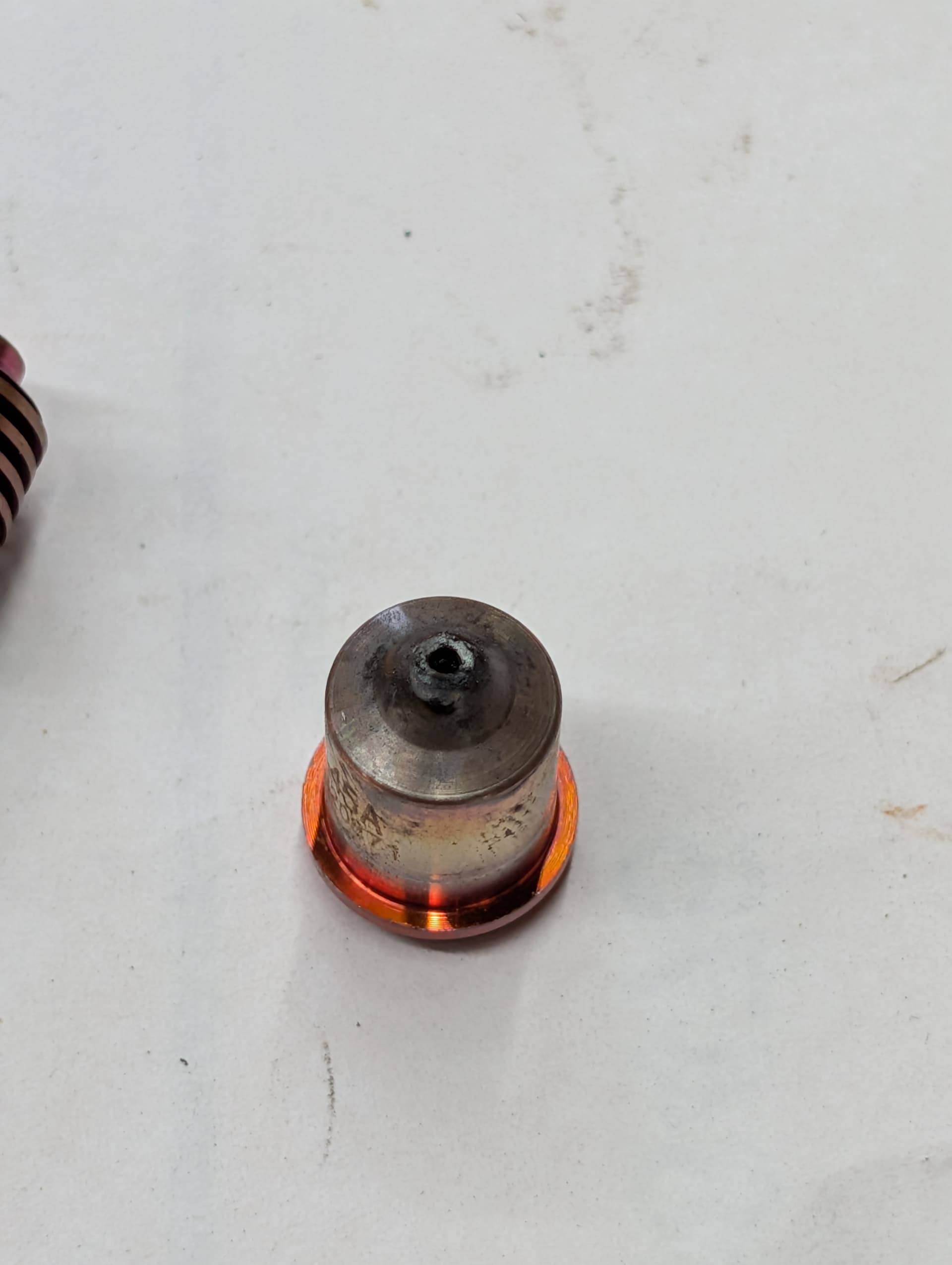
This is the last cutting nozzle I had been running (electrode had a blowout because I wasn’t paying attention) and usually they look like this inside on the table, but when hand cutting I get minimal moisture evidence? Hand torch is way worse for wear than my t45m torch.
1 Like
I have a large Ingersoll Rand screw compressor with a IR refrigerator dryer. My shop is 400 ft from the compressor. Two-stage molecular sieve bead cans and still get moisture tracks on my electrode. I don’t believe there is a logical answer to the problem. Before I cut a $300 sheet of steel or aluminum, I change the consumables. Tips and electrodes are very cheap considering the price of metal. I also don’t do signs, so kerf width is not an issue. I use a tip that’s 10 amps over my cut settings.
4 Likes
What plasma cutter is that cutting tip from?
1 Like
Powermax 45 and t45m torch. Torch was new in 2021 and powermax is from 2013. Using genuine hypertherm consumables. Maybe 20 hours total cut time on the torch, I’d have to check on my tracking sheet
That’s pretty interesting. Seems like I have normal wear then, I usually get 1100 or so pierces from my consumables. The www reports averages of 600-900 for the PM45 non Duramax set ups
That is not water, that is arc strikes were it pilot arcs to start the plasma stream.
4 Likes
Ok, I get it now. Didn’t know that. Makes perfect sense.
Good to know! Honestly couldn’t ever figure out how it worked so I just assumed it was water/oil still
1 Like
These are fresh consumables I cut some 1/" and 3/8" parts with that have 25 pierces and a total cut time of about 20 minutes. I’m more at professional curiosity than anything at this point as to whether things seem “normal” or “good”.
You may be getting a little moisture from somewhere. When was the last time you changed your swirl ring, retaining cup and cnc shield as they are consumables also? The swirl ring looks like it needs changed.
I also recommend that everyone should be using this filter at the plasma cutter no matter how clean or dry you think your air is. I have been using this one for about 20 years for my air tools and plasma cutter. It stops anything from getting into your plasma cutter or air tools.
4 Likes
Is this it? Yours looks to be a Thermal Dynamics.
It looks identical.
$201
This Eastwood is $150 cheaper and still looks to identical.
$46
Miller just loves to rape their customers. Thats why I don’t buy their stuff anymore. I have a Syncrowave 350 for 25 years. I can buy four Everlast units and have money left over.
2 Likes
Yes I have 2 thermal Dynamics I use all the time. The Miller and Fisheye are the same from the same company and rated at 125psi. These are also used in most paint shops because any moisture will kill a paint job.
4 Likes
I have an IR ARO 0.01um plumbed in just before the PM45, an a 0.1um after my dryer. Swirl ring, shield and retaining cup all have less than 50 hours on them
What is in those filters? I already have a motorguard as the last stage before the final hose to my plasma machine.
1 Like
I ordered two. I will let you know. If George recommended them, they must work.
Did you order them from eastwood?
1 Like
Yes, Miller’s version is $200 versus $46 for the same thing.