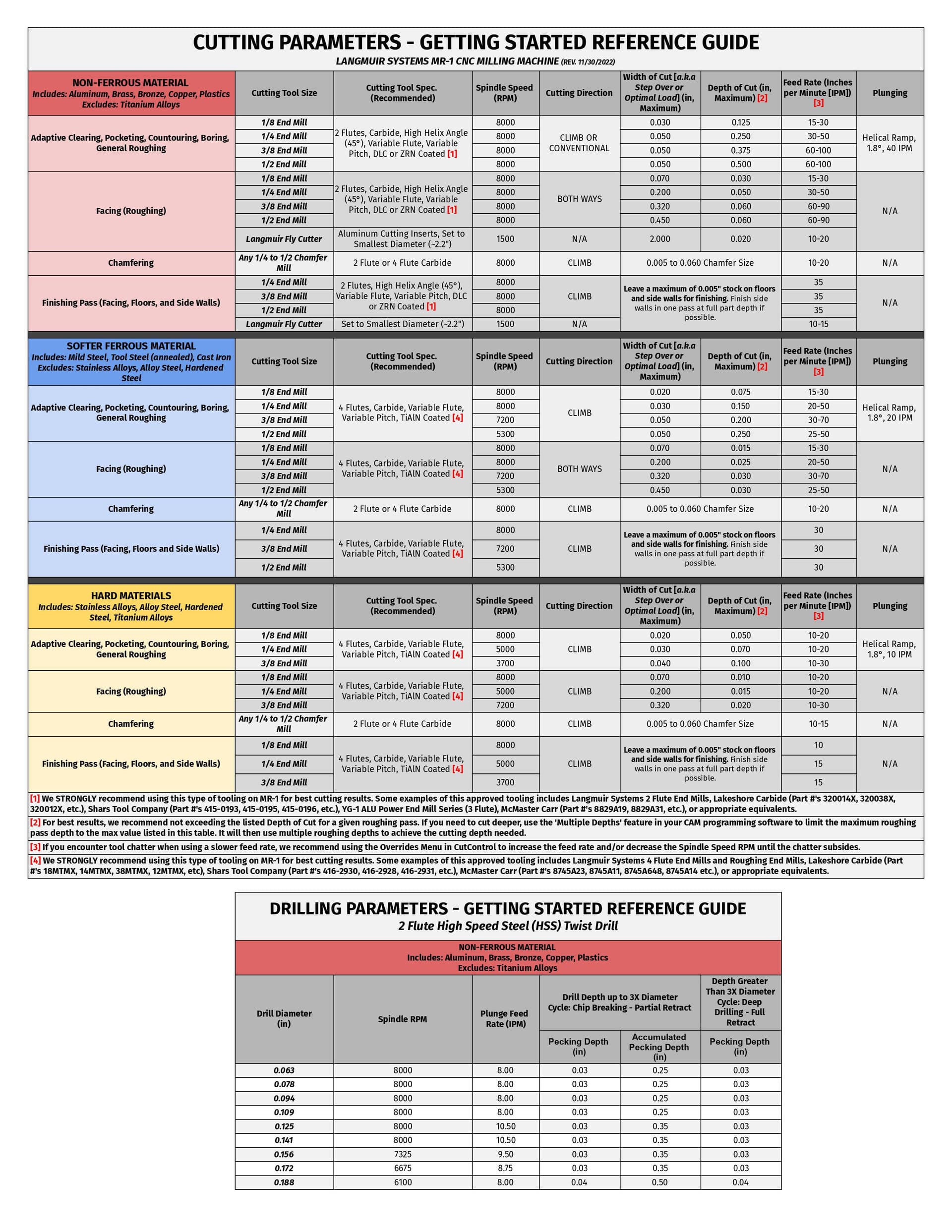
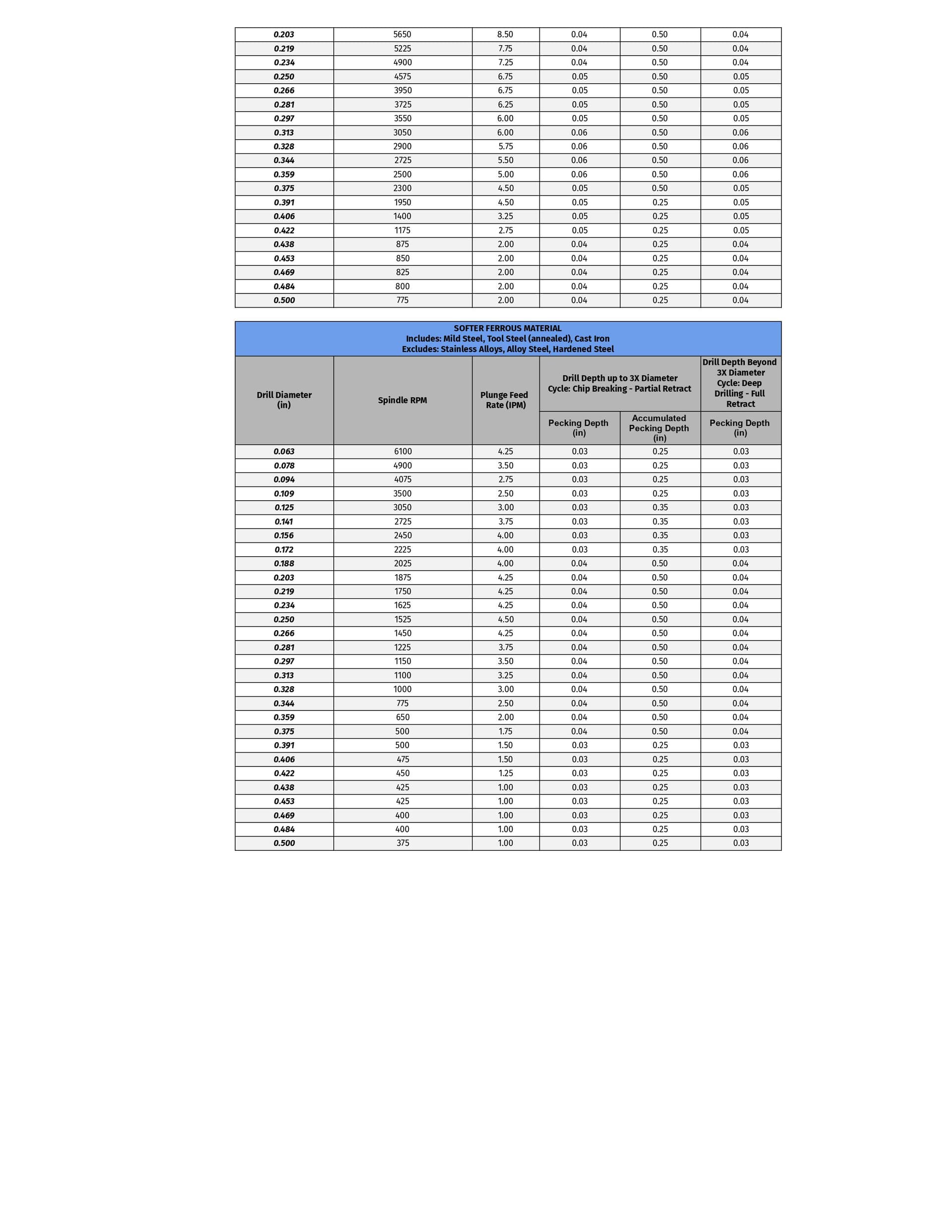
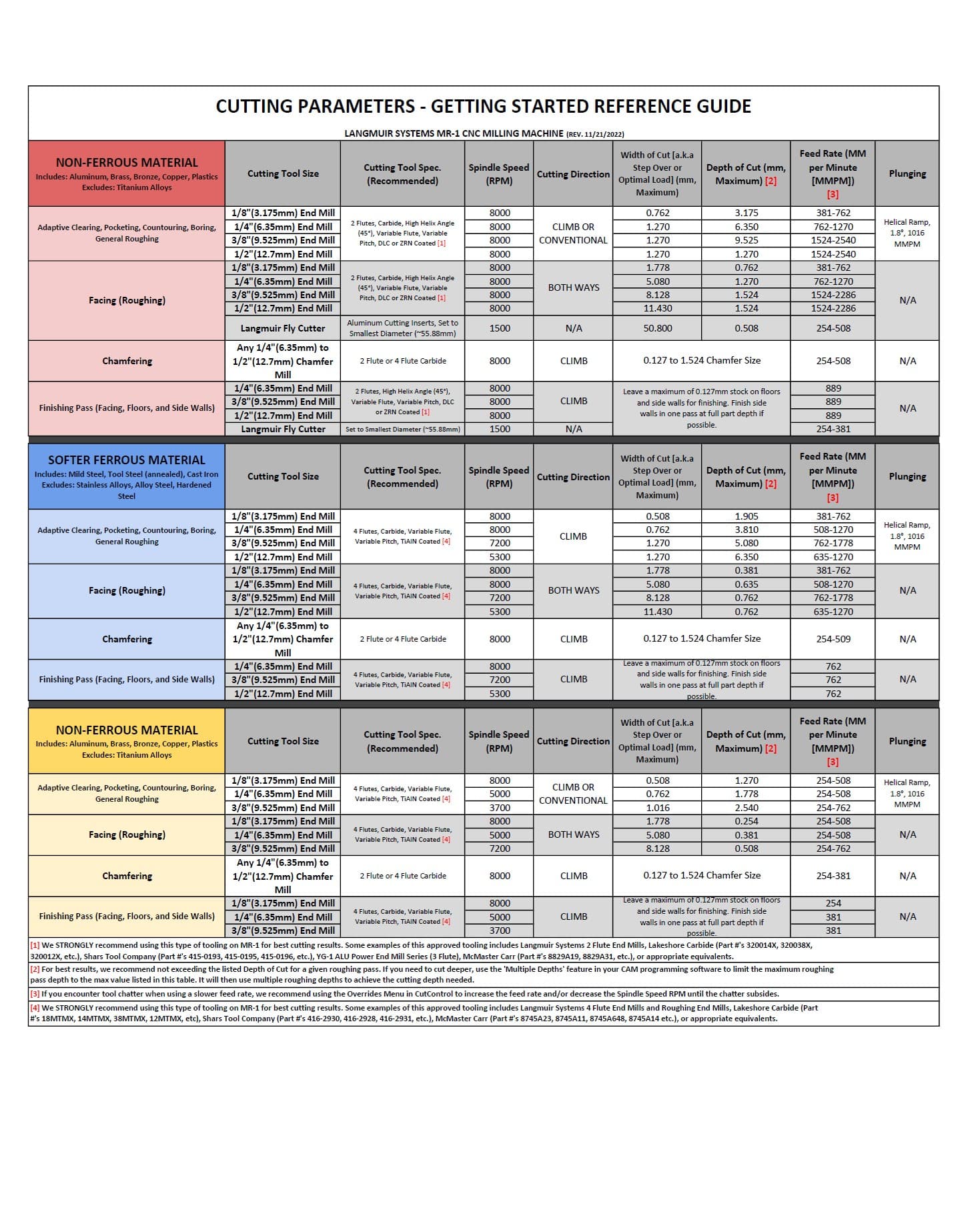
Hi all! Now that we have machines cutting in the field, we wanted to provide customers with a Cutting Parameters Quick Reference Chart to use when programming cuts on MR-1. We believe that this is a really good starting point to use on the machine, and we strongly recommend using these parameters when first cutting parts on MR-1. If you wish to push the machine beyond these starting values, we always recommend first making test cuts before running a new program. As always, if you have any questions please reach out to tech support we are here to help!
very cool, will you guys have sheet like this for calculating MMR and other operations, would be cool to have these as a laminated set for us newbies to cnc machining to keep around machine.
I’ve started putting my Fusion 360 tool libraries on GitHub. It’s nowhere near complete, but I’ll update it as I build more libraries out. I try to make each tool as complete as possible, with predefined step-over, step-down, and feed rates a for a few common operations. Most of the parameters are based off the guide posted here.
In my opinion sometimes they are great and at times way off. With a machine that has more RPM and feed they are more useful but with our limits, especially in the feed, Langmuir’s table is plenty. You can make any additional assumptions if needed for sizes not included. I usually find that a chipload/ sfm chart based on material is more than you need.
just remember that stickout beyond 3 times the diameter of the endmill you gotta reduce the feed I think 25% per diameter of stickout but I forget. More important for slot cuts much less important for fine finish cuts. Once you break an endmill or two it will make more sense.
Diving an endmill into a square corner and letting it hit X travel of zero before going straight to Y travel will cause some headache.
I have made some darn small corners but they all have a radius that is larger than the radius of the tool I am using. Lets the bit stay in the cut/traveling which is better than coming to a stop on one axis and getting to bite before getting yanked in another direction.
Ofcourse I forgot this the other night. Did an adpative path just fine with a 1/16 inch 3 flute from Lakeshore carbide. Whole adaptive done then went to do some contours and snapped it at the corners.
/facepalm
Naturally really critical with tiny endmills but larger end mills with long stick out are gonna make their irritation known.
")
")