I have a crossfire pro and am struggling to fine tune my cuts. I am having an issue I have not found from anyone else really. The cut will start by piercing correctly and then it will start its linear motion. After the pierce there is a section of about .5-1 in of uncut material. I have tried adjusting cut rates and the pierce delay to try and help. No better. I will attach pictures of some test cuts I did with various feed rates and delays. Any tips would be much appreciated. Thanks

1 Like
Welcome to the Forum
What plasma cutter are you using?
It maybe a internal regulator issue?
Then I’d check the work (ground) circuit and the dynamic airflow of your system
2 Likes
I am using the razor weld 45 set at 45 amps. I found slowing down the cutting helped but didnt completely resolve
Torch is set to high and your cutting tip needs to be changed. Also make sure your air gauge is reading 70 to 75 psi when cutting.
4 Likes
Also, what signs do you look for when trying to determine if a new nozzle is needed?
Cut quality starts going down, kerf is getting wider, bevel, etc. and just by looking at it.
What have you found to be a good target voltage for the THC with the setup I have if you have any idea?
Maybe someone that is using a Razorweld can help you better with this. It will also depend on if you are using RAW or Divided voltage.
Ok thank you. Yeah I am using divided voltage and i get readings between 115 and 120 V typically when I am cutting. From what I understand that is a normal range but again I am brand new to this. Are there any good test cuts you know to do to check torch height or do you have to manually check it. Thanks again
Those are RAW voltage numbers. Divided should be a lot lower.
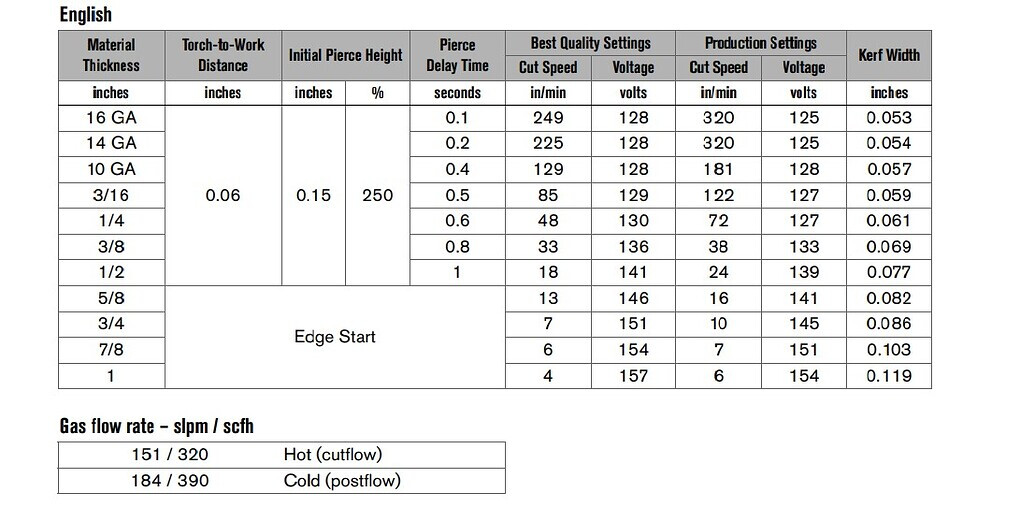
Sorry you are correct the razorweld port is a 50:1 divided outpput. However the voltage I am seeing is consistent with others with the same setup so I think it is correct. I am seeing people saying 110 to 120 volts is normal. I will Attach a chart I found here on the forum.
Also does raising the target voltage relate to the torch moving closer to the workpiece?
The closer the cutting tip is to the metal the lower the voltage reading. The farther away the higher the voltage.
2 Likes
Ok. When I go to check the torch height, if I need to make adjustments what would the process look like
Dumb question? Do you have the work clamp on the metal you’re cutting? Not on the slates. Is your compressor capable of providing 75 psi to the torch the entire time?
2 Likes
I am grounded to the table itself so I can see if grounding to the workpiece improves anything. Yes I have a compressor capable of 11 cfm at 90psi and is able to keep up quite well
It will help. It looks to be loosing its positive connection to the cutter.
2 Likes
Okay I will give it a try. Thanks
1 Like
It will be MUCH more than that. It will be a RELIABLE connection.
3 Likes
I dont doubt it. Why would that cause an issue only in the beginning of every cut though? I have a feeling I have something messed up with my settings before I even go to post.