Yes i did verified ihs was not activating before touching the metal. I measured ( with fire control) roughly .050" of play from when the torch touched the surface to when the IHS light came on, with 14 gauge. I did the same on .5" plate and it was roughly .020", which im assuming is material flex.
Ran the file at 176 IPM, 45a and smart voltage (should have had nominal set at 95v, afterthought) but noticed heavy dross.
Cant upload pictures currently from my phone.
But during the cut it was still cutting visibly high.
The lower portion of my z axis has given me binding issues so i run it high to avoid that. I think its the view of that picture. I have about 1.25" of z axis movement. Even after cleaning and adjusting the bearings carefully I still get binding issues at the bottom of the z axis. Not sure if thats enough movement or not.
Yeah, hopefully next week. I am trying to rule out as much as I can, since im fully expecting to still have issues with the new Z axis… hopefully not, but its hard to be optimistic at this point haha.
i think i would address your air a little more in the meantime. when i added all my air-drying equipment i also added a dry air take to take out chance of pressure drop.
My opinion your cutting to fast. 45amps and 150ipm is where I’d try. Not sure how RW plasma cutter amps are controlled, on a PrimeWeld is a knob. I set a straight line cut a set speed then turned amperage from 35 to 50 then inspected dross and picked a decent speed by the dross. You’ll never get rid of 100% of the dross. 14g I run 65psi.
Cut height (within reason) has more to do with taper of cut then dross in my experience.
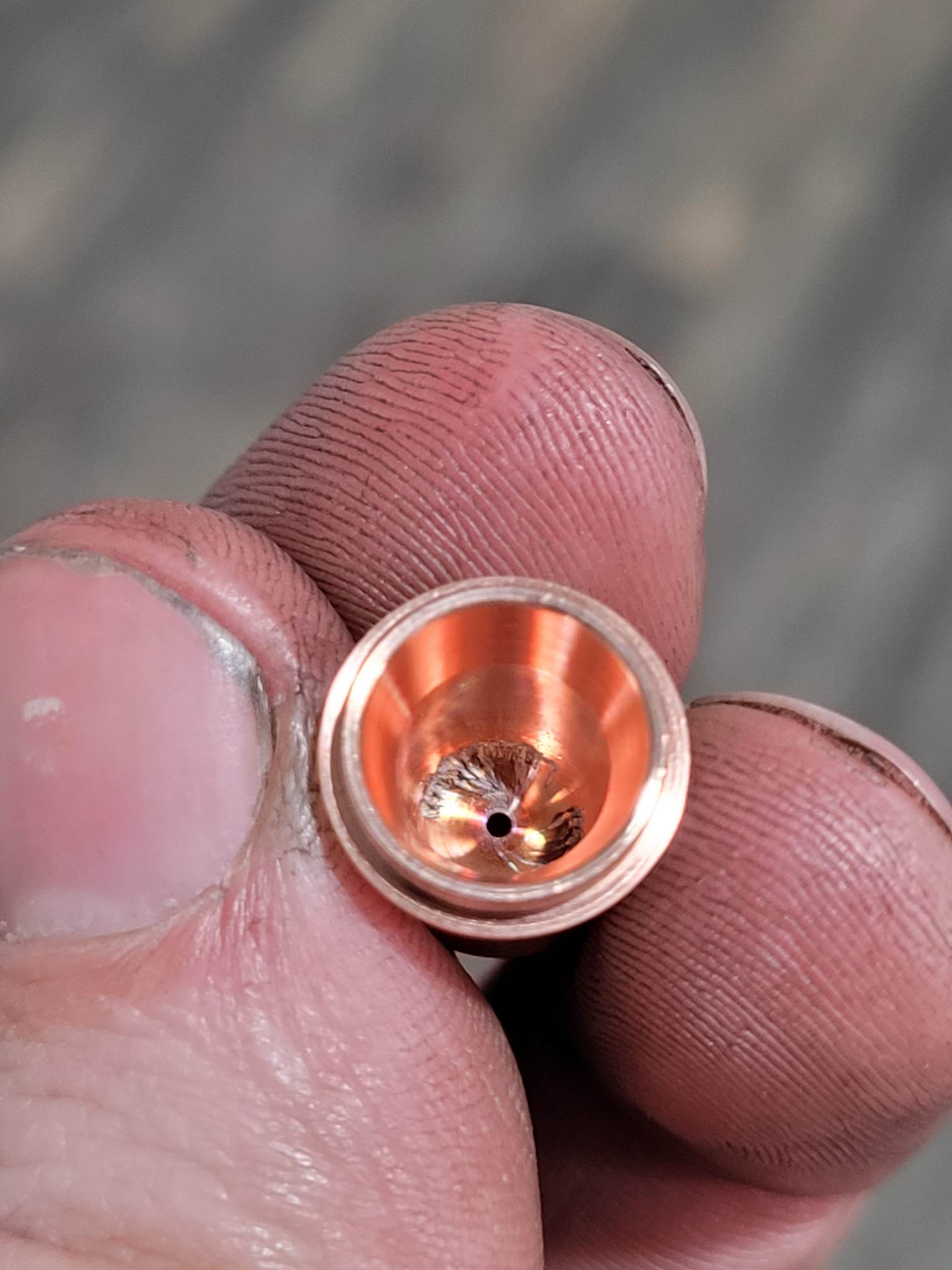
I havent changed the swirl ring since I got the torch, which honestly I haven’t done a ton of cutting with the torch and visibly the swirl ring looks okay. Not sure what the tell tale signs are for replacing it.
I got these hypertherm consumables from a local shop, and decided to try hypertherm as another variable to try and change. Out of the amazon, razorweld and now these hypertherm consumables, none have made a significant difference for me.
I agree some of those cut lines look pretty decent, but the last 4 in that picture are were about 176 IPM - 200 IPM.
The line cuts are set to .020" in sheetcam for cut height.
So I received my new Z axis which seemed to help immediately as far as cut consistency. It also appears to have an upgraded IHS switch.
I did some tuning and found a sweet spot at 40 amps, 75 IPM, 65 psi and cut height set to .040". I think once I get my aftercooler setup back on my compressor I’ll be able really fine tune the settings.
For now I think my dross is mostly moisture related, and what dross is present is easily removed. Appreciate the help from everyone so far, I’ll update in the next few days!
Well just like clock work. I gain confidence in how its cutting, gear up for my first craft show and my machine gives me shit quality cuts. Same settings that were giving me decent results now have dross all the way around the cut, which is hard to remove. Beyond frustrated and ready to throw in the towel at this point. Was really hoping to have my first show this weekend and start taking on more work.