You should maybe drop 5 to 7 psi you have something wrong. Check the filter in the plasma cutter it most likely is bad.
Everything looks ok, haven’t used this much so it’s still pretty brand new, I set it for an idle pressure of 90, see if it drops to 70 when cutting, I def find a 20psi drop weird
Edit Update: think the weird lines was a poor ground possibly
Ok I set idle pressure to 90psi, when running it drops to 76psi.
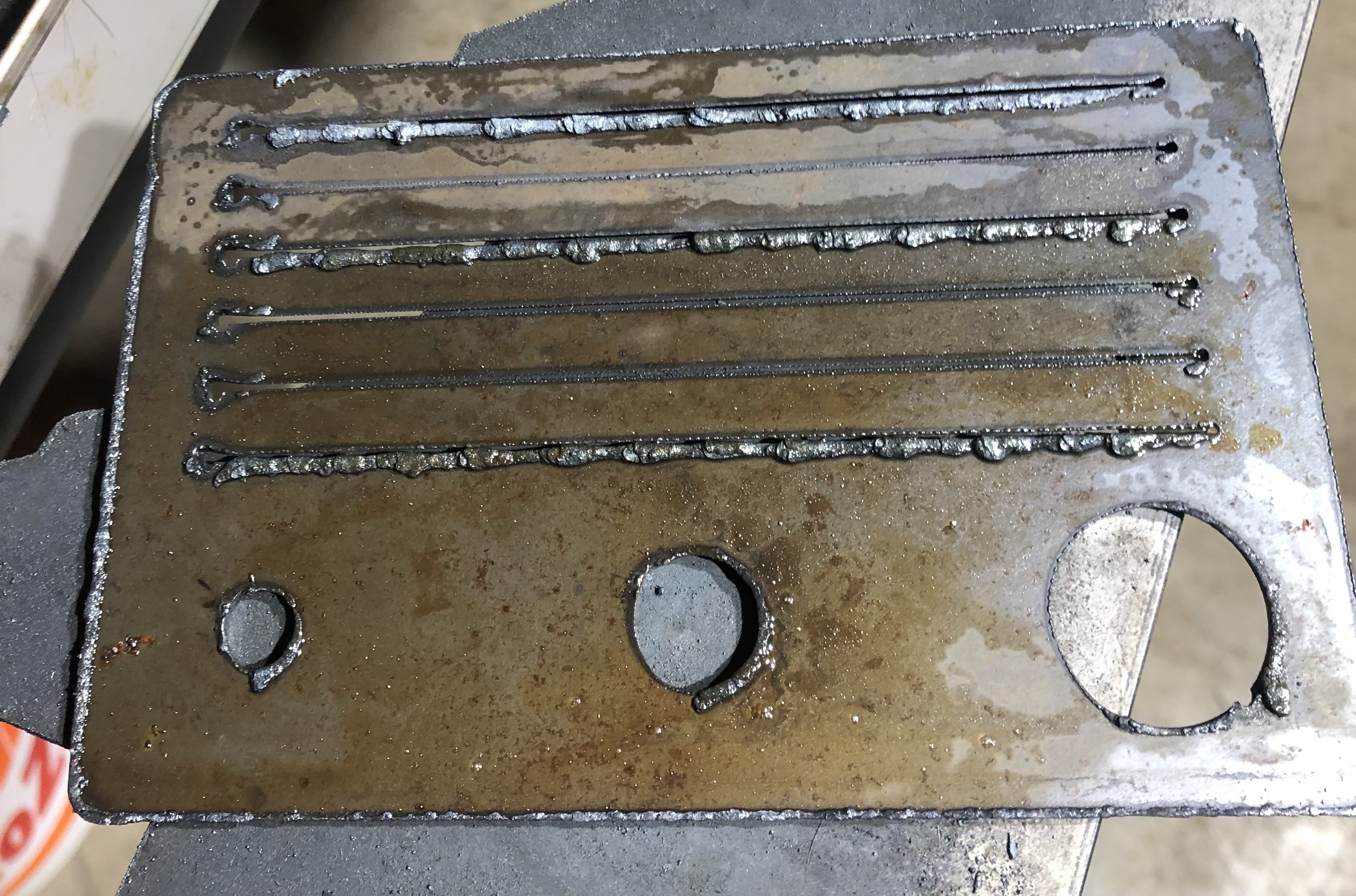
I did the test coupon below at 126IPM, so that’s definitely improved my cutting ability
Not sure what happened on those straight lines. Far left is first, then 4th line was cut 2nd, 2nd and 3rd were cut 3 and 4, then 5 as 5 and then 6 as 6. Confusing I know. Something weird may have happened gonna try another run
I’m thinking the pressure regulator is bad in this razorweld. I’m noticing my air pressure now randomly dropping to 20psi while cutting. I’m going to try to readjust idle pressure again and see what happens. Bit frustrating
Also what should my Live Voltage be when the torch is just hanging in the air? i feel like mine used to be 0 but now that ive been messing with stuff its reading 22.6V
Gonna take a break for the night, cutting worse now, think I un-squared the torch somehow got a bad 1-direction bevel. I’ll mess with it tomorrow I guess
Here’s a video of my current issue, the gauge I installed at the rear of the plasma stays steady, the gauge on the plasma will do this at random when firing the torch.
I thought maybe it could be my PTM60 torch, so I installed the factory hand torch, does same exact thing.
Not sure what to do or who to contact, I’m sort of doubting the whole plasma unit at this point.
The more I pay attention to it/think about it the more I think this may have been the issue the whole time I just never looked there, there were a few times where things just wouldn’t cut out of nowhere (got a half cut gnome in my sheet to remind me)
Now that I’m only cutting when the gauge shows 70psi while cutting it making dross improvements:

Give me a call and I will try and help you out with this.
George
302-690-6995
Hey George, I’m about to go out for today then won’t be back in the shop until next weekend. Can I give you a call then?
Here’s my last cuts for today, that one line on the 88IPM coupon is where it was directly over a slat, so ignore that.
I also bumped the amperage to 35A altho I’m on the 30A nozzle, wanted to see how it would do, as well as increasing cut height to .06




That 95 is looking pretty sweet
2 Likes
Yea I was thinking it looks best, would you say that’s pretty normal amount of dross for a good cut?
Have you tried faster cuts above 95? I would if you have not to see if can get better .
Yea if you look at those last 4 pics the numbers written are the IPM. I did 105 and 120.
Once I get back in front of the machine I’ll try a 100IPM to see if it’s better or worse
Try lowering your pierce delay a little bit also.
1 Like
Ok, it’s at .7 I believe I’ll drop it a bit. Just for my knowledge what makes you feel like it’s too long? Is it the size of the hole at start of each line?
Ya the size of the pierce hole.
Ok thanks for that tip, unfortunately prob not getting back in the shop til Saturday but I’ll dial that in on the drawings
Ok finally got back in the shop.
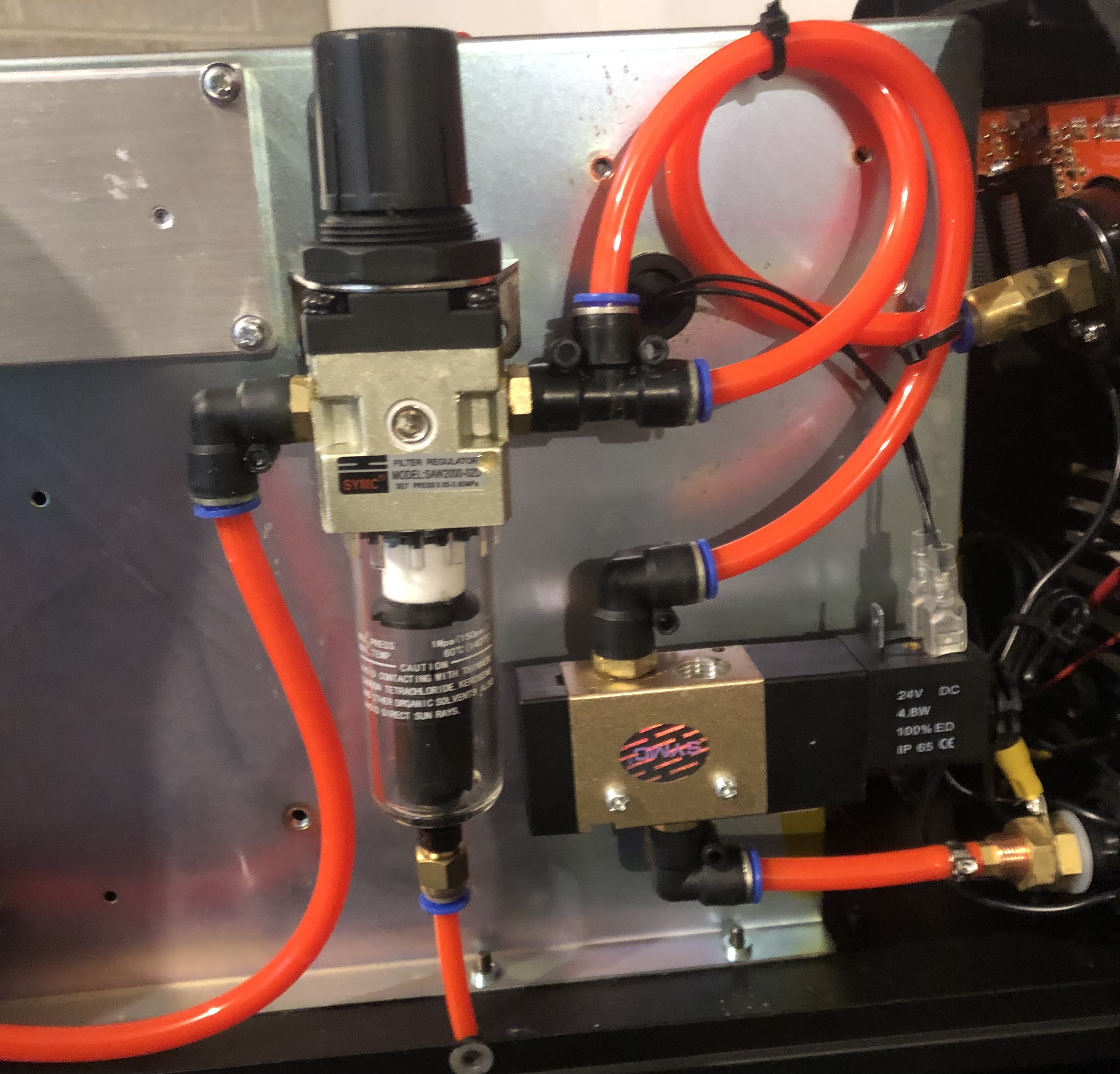
Left the cover off the RW45, waited to get the failure where it only pushes ~20psi. Pulled the air line off the solenoid to see if the regulator was restricting or if it was the solenoid. Air came straight out the regulator at 20 psi then started building back up and went to normal.
Somethings wrong in the regulator internals so I’m going to try to pick a new one up and swap it in I guess
I would put a QD Y or T fitting in and move the regulator to the back/outside of the plasma cutter for easy access.
2 Likes
Oh good idea I’ll relocate it outside the case, I ordered a new regulator almost identical to the one in the machine, should be here tomorrow hopefully that fixes the issue, I’ve seen regulators fail like that before so not too surprised.
Made a big cut today as I feel it’s getting more dialed in (of course had air pressure issue halfway thru)
What’s everyone’s thoughts on this dross? Normal or could it be cleaner? I’ve fiddled with settings a bit but can list them if needed





Also now that I’m grinding this sign out I think another cause of my dross is because they gave me hot rolled and not cold rolled so mill scale is messing me up