Newbie here, only a few cuts so far. I have a Razorcut 45A and was trying to cut some 11ga I found at the scrap yard. Metal is perfectly clean, cut several things on it and it cuts awesome, little dross and clean at 40 amps, 100ipm, .08 pd but the cut is not finishing completely. I even added finishing overlap of .02. THC is off and I’m sure it’s something small that I’m missing. Every cut did not complete by 1/8 or so there was a lot of filing on the little letters. I didn’t have this issue with thinner metal. Hopefully someone can point me in the right direction.




1 Like
Forgot to mention that I upped the pierce delay to 1.3 sec and it made it worse. Plenty of dry air, compressor only kicked on once the whole cut.
Change your overlap to .20, PD back to .6 or .7, lead in and out of .2
1 Like
Thanks, I’ll try those. Which part of that is causing the cut to stop because technically it should go all the way back to the lead in position right? PD doesn’t seem to be the issue as the initial cut is working great. Also for the smal letters a lead in/out of .2 wouldn’t create a cut path as they’re too small.
Change the lead in angle. Higher.
1 Like
How small is the path? .2 will work in a .40 circle and 60* angle.
1 Like
Looks like moisture and consumable issues. Weather is getting warmer there is more moisture in the air. Moisture will trash consumables quick. What are you doing to take care of moisture?
If your cutting in the right direction you are not getting all the way through after initial pierce. That is what I dealt with when I first started with bare bones equipment.
Looking at your pics, assuming your cut direction is correct it isn’t cutting through right after the pierce. Then it makes it through all the way around. Verify you have a good connection with your work clamp. On the material you are cutting?
Are you slowing the cut on the lead in?
What do your consumables look like?
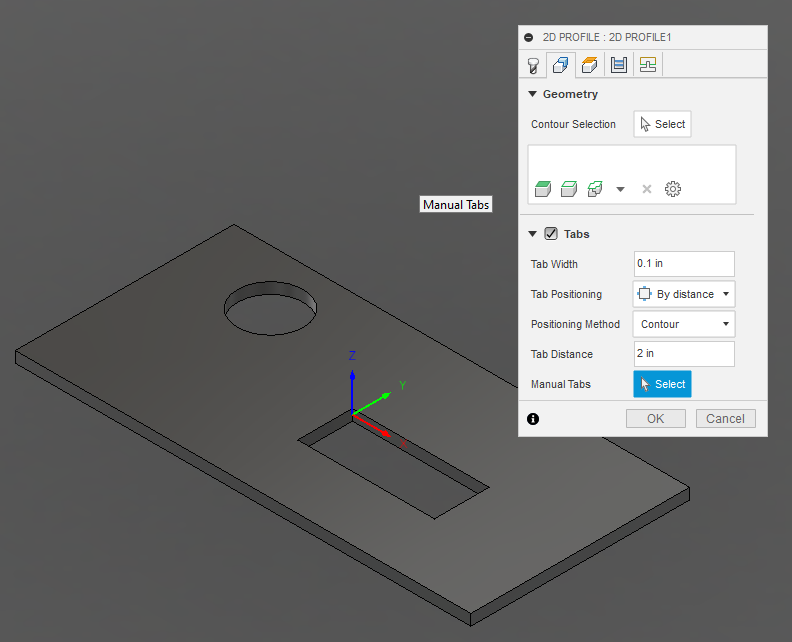
I do not have it set to leave tabs, these were my 3rd cuts on the machine. Consumables are brand new, clamps are on bare metal directly on the work piece
It seems it is cutting through all the way to the end and then not completing the cut
I don’t use a razorweld but my settings on 10 gauge are 40 amps at 86 ipm.
Is that dross on the bottom easy to remove or hard?
Easy to remove, some by hand
So your inside cut is clockwise and your outside cut is counter clockwise? That’s backward of how you should be cutting. Are you sure that’s what is happening?
Maybe you’re right and it’s not cutting through on the initial cut.

This is an outside cut and def went clockwise
Your pierce delay seems to long or your plunge rate is to slow. Your arc may be burning though all the metal then has to re-establish itself while it is on the move. What program are you using for CAM?
You might check an see if your lead in speed is different from your cut speed.
Take a pic of your consumables and post it.
Using Fusion360, will take pics tomorrow
Again @Sticks I’m so new but your response just set off a ![]() ! I’ve been only using 90 deg and some cut paths wouldn’t generate. Thanks man, that will help a lot
! I’ve been only using 90 deg and some cut paths wouldn’t generate. Thanks man, that will help a lot ![]()
1 Like
You could also slow down your lead in rate to 70% of cut speed.
Waiting to see what the pics look like and conformation of all the other suggestions above.
2 Likes