I am doing a screen using a halftone image split into 16 pieces which will be bent and viewed at an
angle. Why are some cuts not firing?
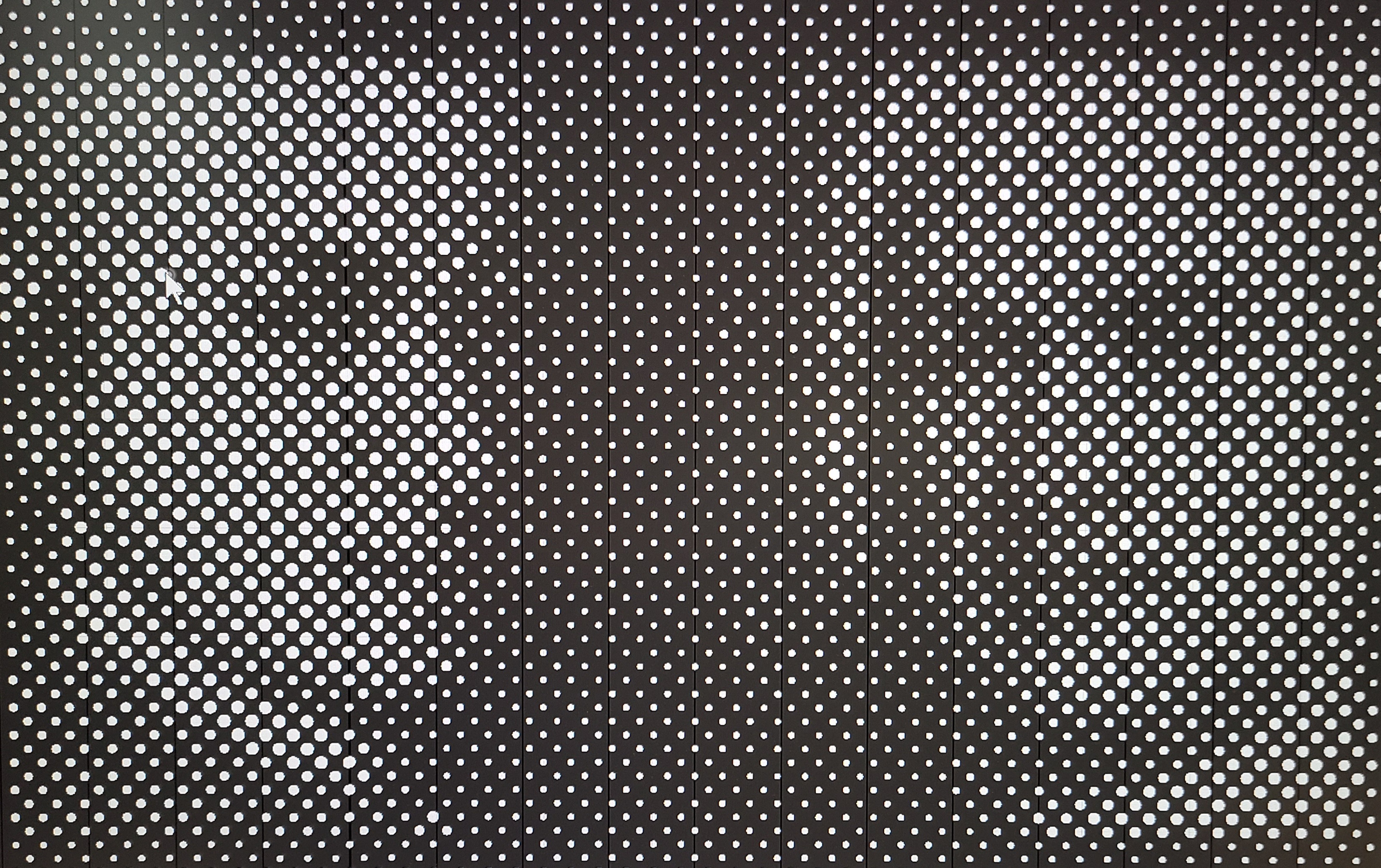
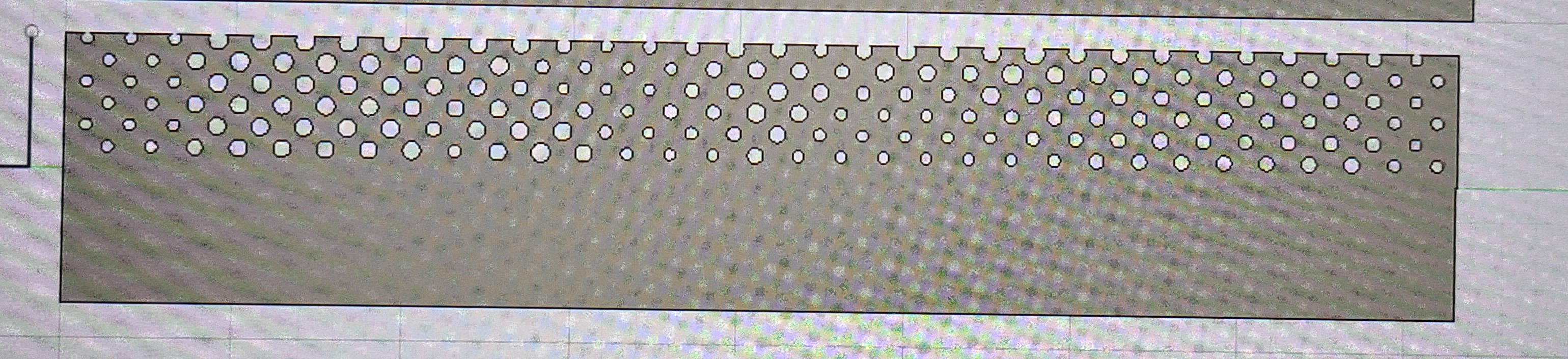
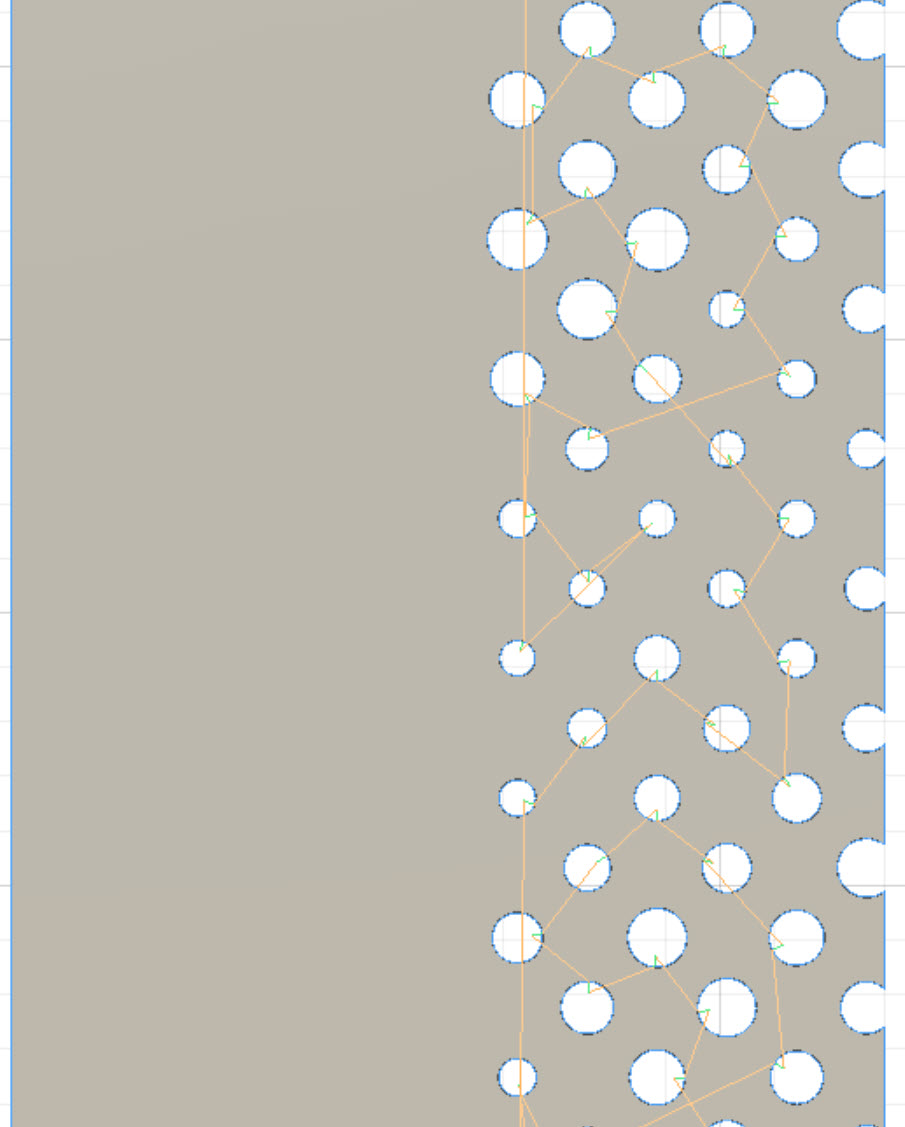
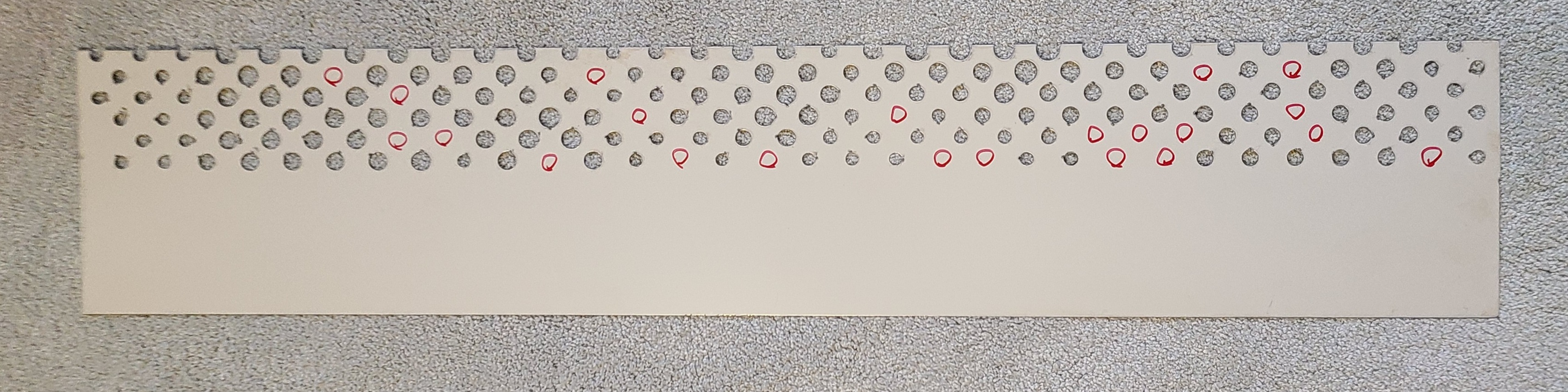
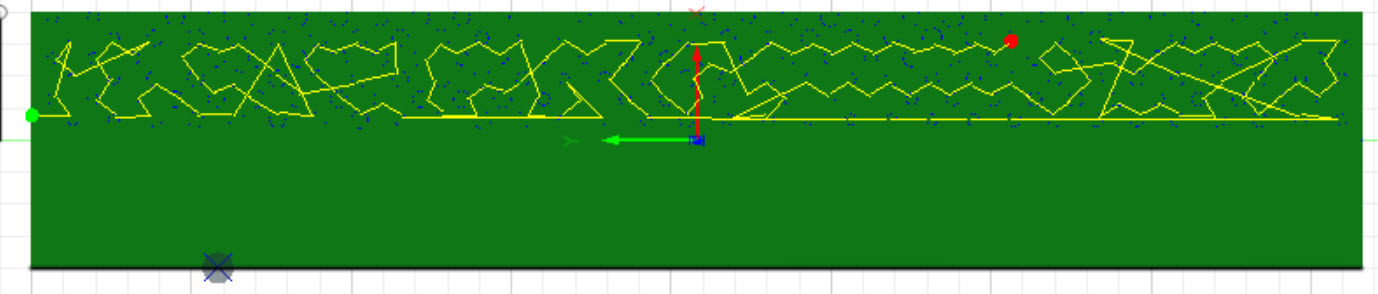
The first picture shows what the finished product will look like, the second picture shows what the first left panel should look like. The third picture shows what actually cut and has red circles for missing cuts. Crossfire did the pattern for the missing cuts, but did not fire for these 22 circles.
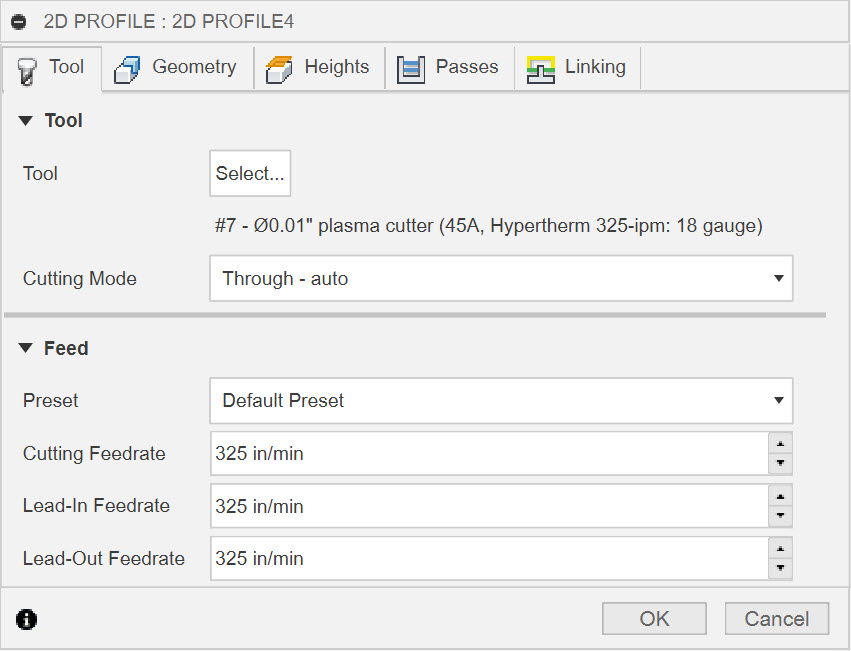
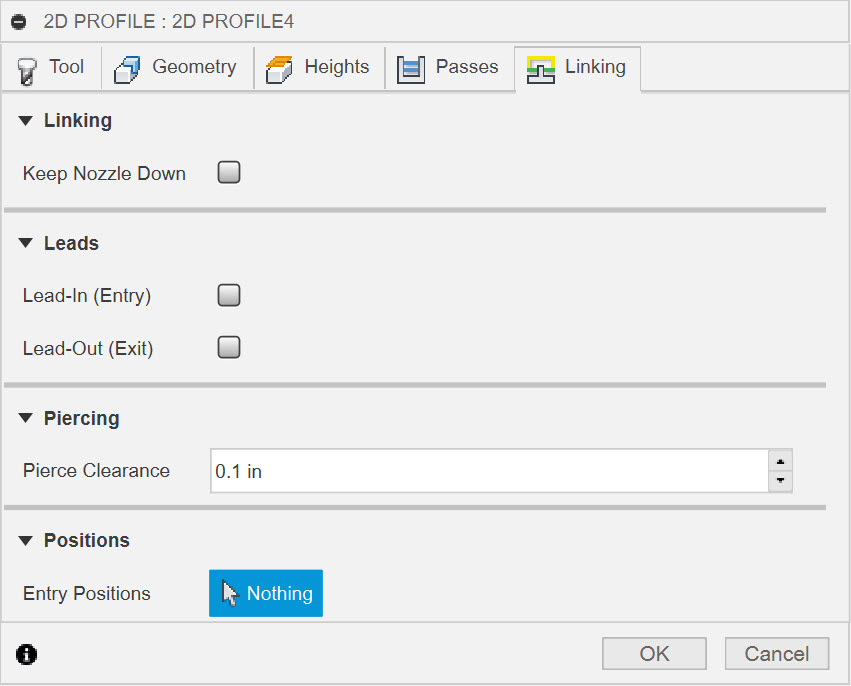
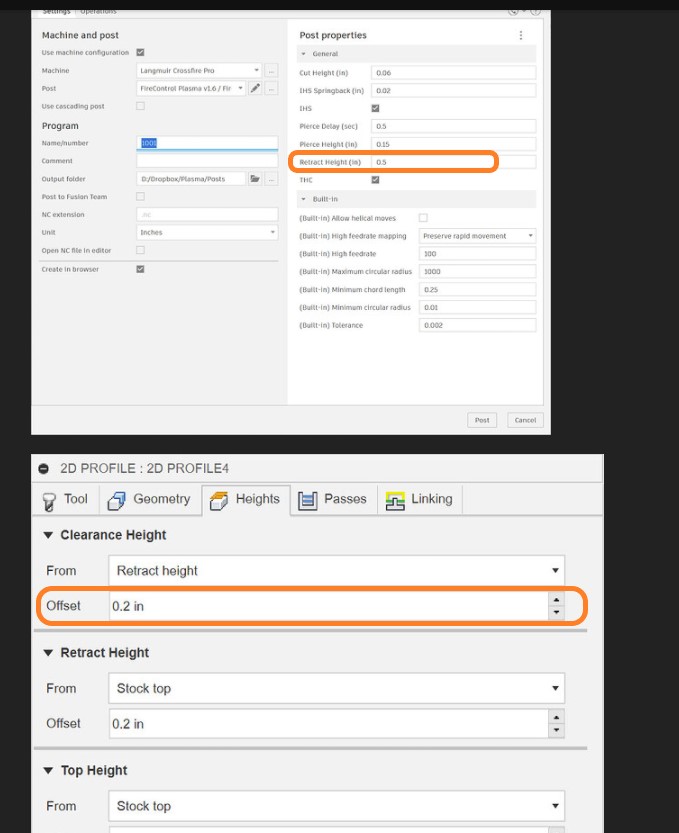
I’ve attached pics of my setting and post info. Don’t freak about the .01 plasma kerf size. I set this so that if I do really small holes and set no leadin/out I do not get errors and skipped pattern.
My hypertherm cut sheet says 325 for the 26 gauge steel I’m using. I have lead in and lead out set to “none”. As I said, I watched most of the cut and all was going fine, but then some circles just happened without the torch firing for that hole. I’m using Hypertherm 45XP at 40amps with new fine cut shielded head. More pics added to OP.
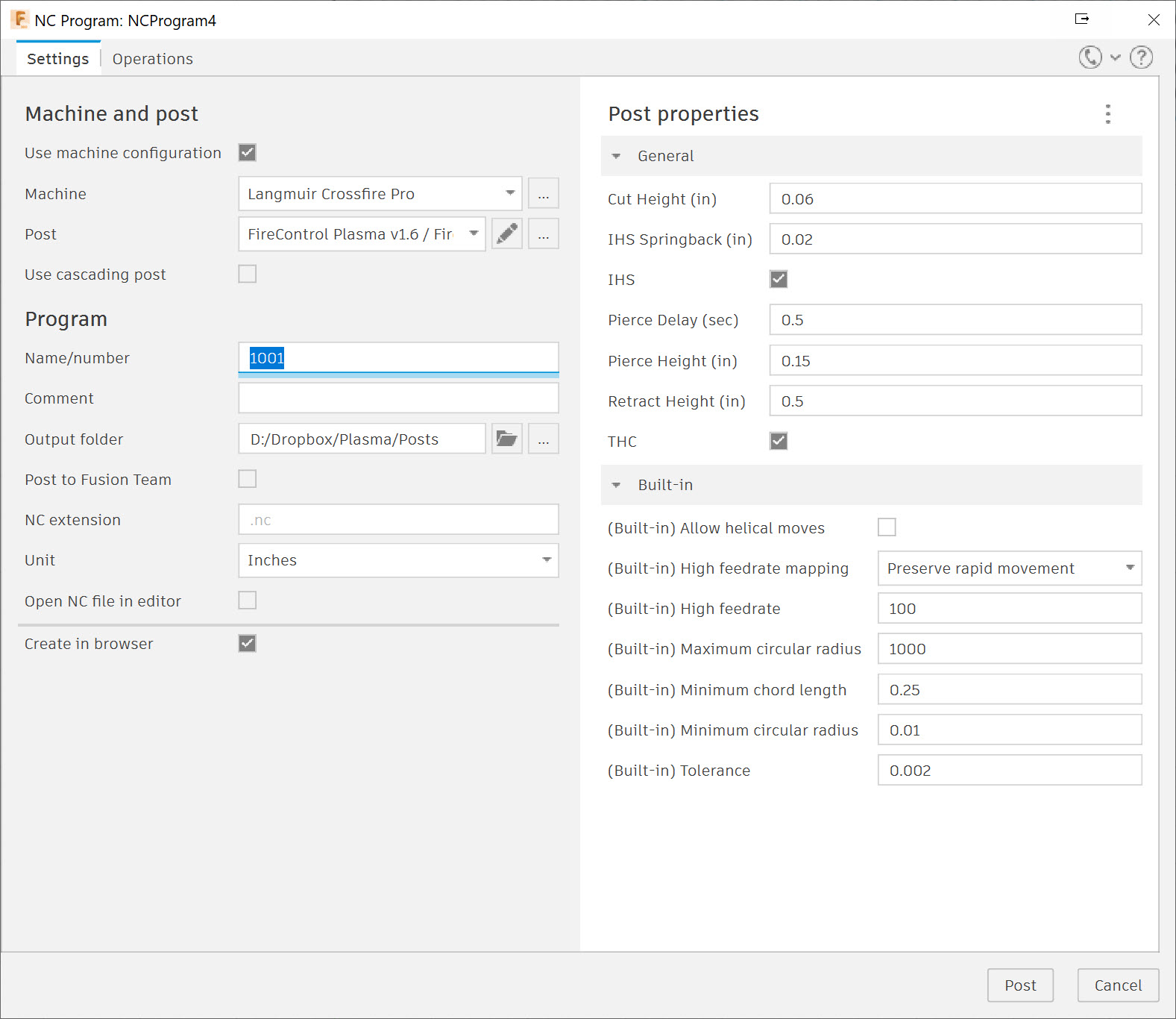
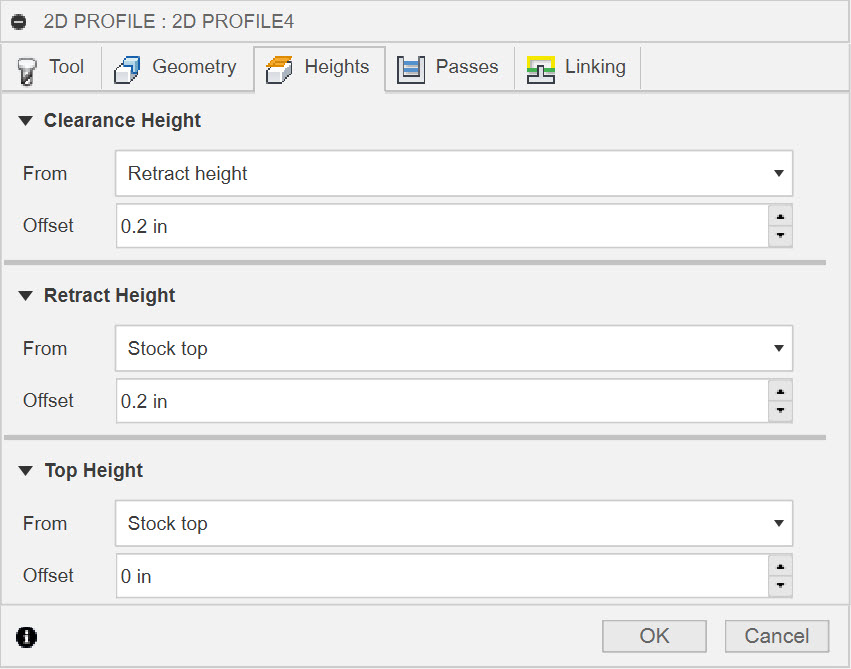
But this question is why would changing any of these settings impact the torch not firing for just some of the holes. What is the communication issue between torch and Crossfire that is directly impacting this? It seems like it might be a pierce height issue, not pierce clearance. My understanding is that pierce clearance just impacts where the cut starts, and it does not seem to me that this would have any impact on whether the torch fires or not.
I tried again at 300 with similar results. I did notice that the head was trying to spark on some of the missed cuts. The metal I am using is coated and I am wondering if that may be the issue. Does the metal to be cut need to be uncoated steel?
It is a flat sheet of coated metal roofing, coated on both sides. I’ve sanded a section and attached the clamp directly.
There are still some holes not cutting, but I can sense a small spark (as if the torch is trying to fire) before if performs the hole routine without making the cut.But then the enxt hole may be fine.
I run a pierce delay of 0.39s on 26 gauge galvanized.
That paint might be throwing you for a loop.
I would slowly bump it up until it’s actually making the Pierce every time.
Not super ideal for small geometry cuz the increase pierced and delay will distort small holes some. But with painted material this might be the evil you have to deal with.