New to owning/using metal CNC machines here [I’m a mechanical engineer, which never actually translates to making my own parts] and looking at getting the MR1, mostly as a weekend warrior machine. It’s going to all but sit idle most of the week but I’d really like to develop some machining chops just to in general be a better engineer.
To my knowledge, flood coolant is great for chip removal and keeping things lubricated but it sounds like there is a coolant leak issue out the doors of the MR1 and I’ve heard that if you leave coolant idle for days, it tends to get the machine sticky and nasty. (This is what I’m most concerned about) I’ve also heard that parts have to get a pretty good rinse down otherwise the coolant makes them all sticky.
To consider a different coolant, I’ve heard droplet lubricant (fogbuster etc.) is not great for chip removal but does a great job at keeping things lubricated as long as you aren’t pocketing a deep drill. I’ve heard it’s easier to clean because the part can just get wiped down and that it doesn’t mind sitting for days. It does require an air compressor (which I have).
Finally, there’s the good old manual brush/spray oil lubrication, which I’ve done quite a bit on manual machines but seems to be unheard of on CNC (to be fair, it makes no sense on a fully automated machining center but with this machine, you’re probably not straying too far from it anyways). I’m wondering if this is a practical first approach for this kind of machine and possibility upgrading later.
Thoughts/opinions? Is anyone rolling anything other than the flood coolant? Has anyone at Langmuir done much testing with other coolant methodologies?
I’ve been using Fusion (2270 I think?) after recommendation by @Bigdaddy2166 and others, and I’m quite pleased with it. My machine generally sits all week, and chips will tend to get stuck to things, but they rinse off pretty easily when I get back to it. And it doesn’t seem to stain anything.
Good coolant will completely mitigate issue. You could instead of brushing straight cutting oil on just use flood cutting oil instead of coolant which does really help with cut quality and tool life but is more pricey than coolant and parts will also need a quick scrub to get the oil off. Usually parts washer is best.
A good friend is a machinist in the Navy and recommended the Swiss Lube Synergy 735. It’s pricey at $360 for the five gallon minimum, but it is excellent. Requires deionized water as well.
Since my MR-1 is in my home, lack of smell was important. Also, I’m machining mostly aluminum and this works extremely well for that.
Is anyone using flood cutting oil in their machine? I am currently using coolant, but worried about film build up in the reservoir and growing some nasty stuff in there. I use the machine some what frequently and make sure to run the pump at least once a week, but if I could switch to cutting oil and prevent the need for that, I may be convinced.
Not sure if the stock pump can handle oil, but I am willing to accept the price and parts cleaning if I can prevent the big green glob from growing under my machine.
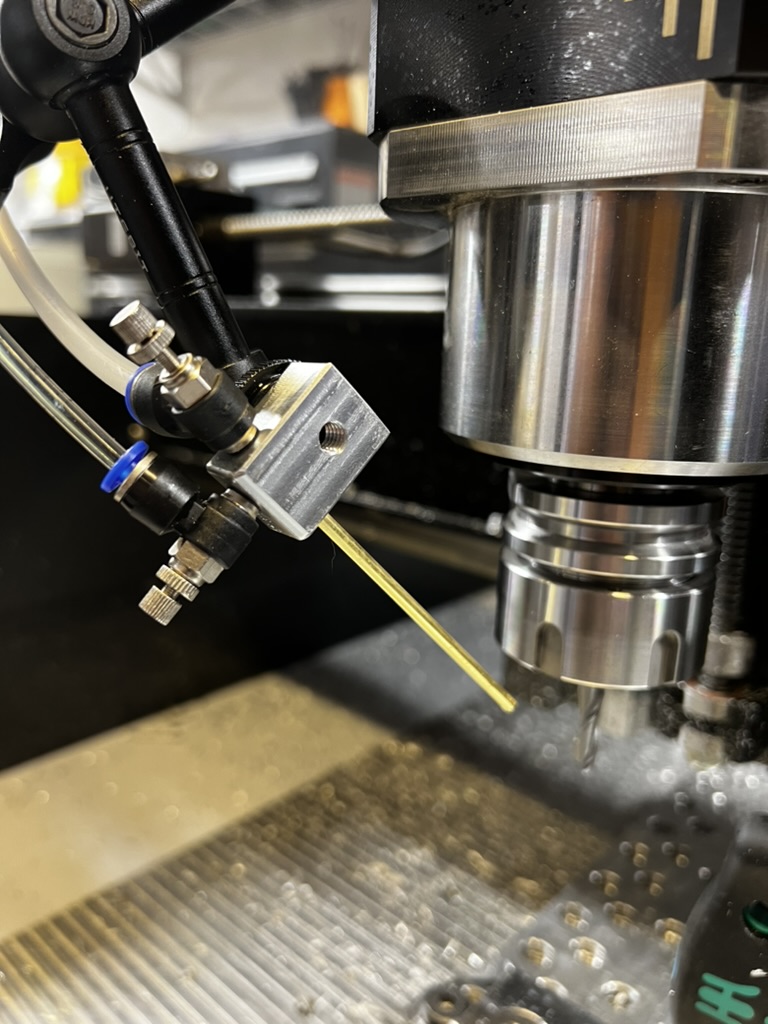
I made a Fogbuster clone and use it on my MR-1. They are pretty easy to make and can do a pretty good job of chip clearing if you make the nozzle long and small in diameter, so that the air comes out at a high speed and with a narrow pattern. I 3D printed the first one which lasted a few months, then made one out of aluminum. The fluid and air are both pressurized and go through needle valves for fine control.
I use KoolMist 77 as the fluid. It is cheap, works well in the Fogbuster, and I had it on hand.
The Fogbuster-clone works much better than my Koolmist system. The difference is that the Fogbuster inserts the fluid into the middle of the airstream and uses a much longer nozzle to have a precisely aimed “beam” of air with coolant drops right at the center. In comparison the Fogbuster applies the coolant to the outside of the air and has a wider pattern that sprays a lot of coolant away from the cutting tool and work.
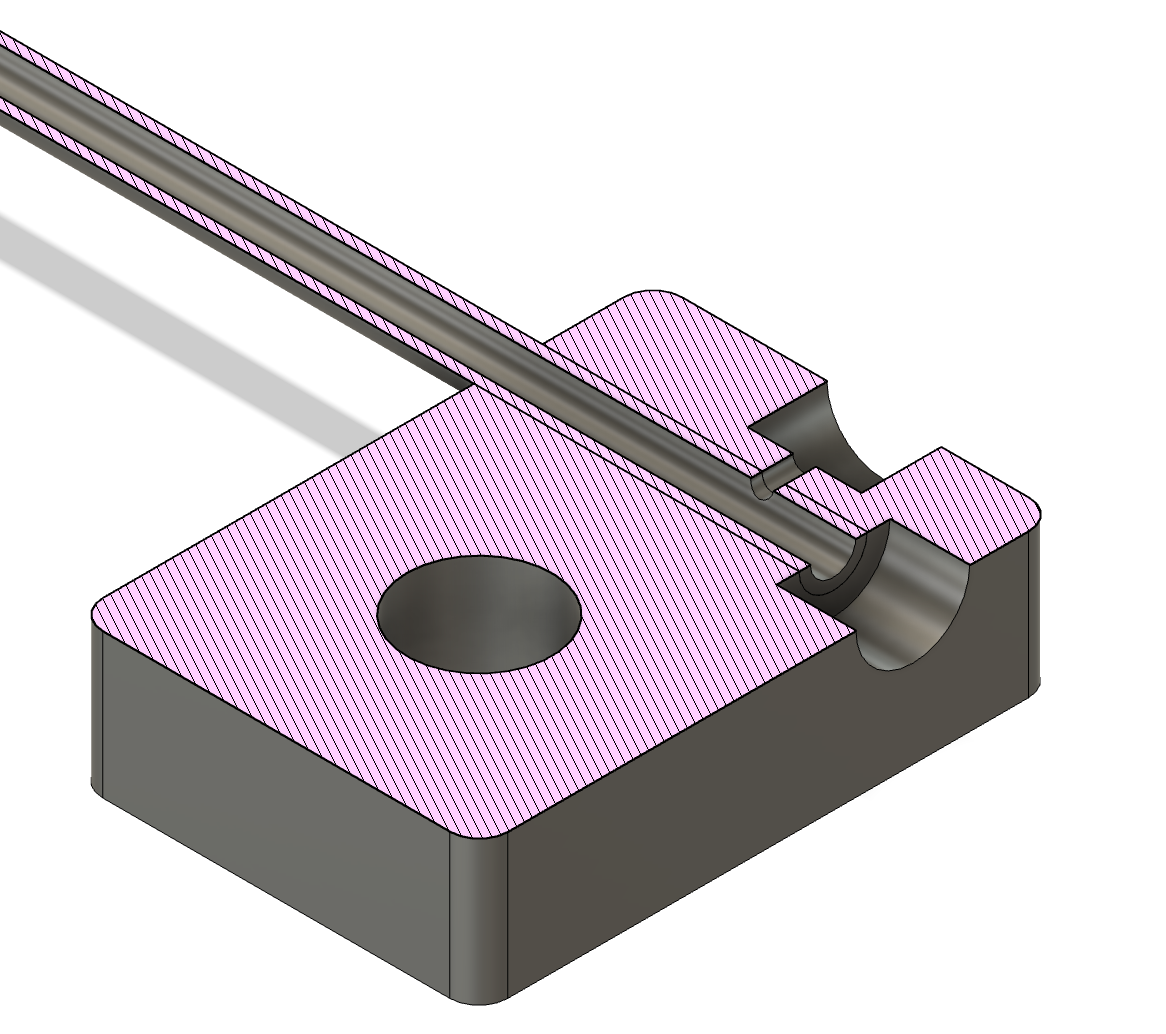
Here is a drawing of my part. It is 1 inch long and 0.7 across. The top and side take M5 threaded quick connect tubing fittings. The nozzle is 2mm ID 3mm OD brass tube which is glued in with loctite. Coolant goes in the top (perpendicular to the nozzle) and air goes in the side (aligned with the nozzle). The big hole is a 1/4" threaded hole for mounting it.
The mounting arm is a knockoff of a SmallRig mounting arm.
I do intend to make a second one since sometimes the object being cut blocks the jet of air.
I run this and spindle air (I’m using a CNCDepot spindle on my machine which requires air for the bearings) off of a fairly modest California Air Tools 2hp compressor (around 5 scfm).