Is there a chart that shows amperage and/or kerf width for different size consumables? It would help to have a reference so I know a ball park of what to set my machine for. I have some .6 tips on the way for some fine cut work and I can’t find what to set my machine to for it.
I’ve tried googling it and I don’t know if I’m just not searching the right words, but I wasn’t finding anything.
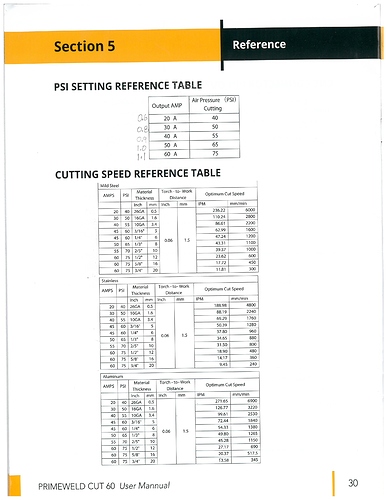
So, going off the Hypertherm chart, their fine cut is based on 45 amps. The part I need to cut, I need to use the .6 tips, which is 20 amps. Do I just run it on 14 gauge, but slow, or set the amperage at 45 amps and speed up the ipm? Will 45 amps blow the tips out super fast?
Edit: I referred to Hypertherm’s chart because Primeweld doesn’t seem to have a setting for 14 gauge
For sure if you use too high of an amperage for an orifice you’re going to cook that tip quick.
In general all hypertherm cut charts or 45 amp or 45 amp consumables 65 amp for 65 amp consumables and 85 amp or 85 amp consumables.
Some of the fine cut products will have a 40 amp cut chart.
And if you’re using a PowerMax 30 XP then they’ll have their own lower amp cut charts.
It is very hard to compare hypertherm cut charts too anything else because hypertherm actually honest about their amperage output.
So if you set your Primeweld to “45 amps” and you set your hypertherm to 45 amps the hypertherm is going to produce 40 plus percent more power.
Because hypotherms actually referring to 45 amps where most b grade plasma cutters have a setting that’s 45 which they want you to assume that it’s amperage where it’s just a number.
This is one of the main reasons why the inches per minute on hypertherm are 40 to 60 %faster than b grade plasmas.
I believe hypertherm probably does everything better on every possible measurable Matrix and they all add up to more power going into the piece with more precision.
You never use tips at higher than rated amps. That’s a good way of destroying tips earIy. I have the PW Cut60 and just use 50 amp tips on everything up to 1/4". Just my personal choice of not stocking so many tip types and constantly changing them for different material thickness. Hypertherm cut charts are irrelevant here. I own a Hypertherm and would never consider it’s chart for another branded machine. Stick to the Cut60 chart, it works every time. If all you ever cut is 14ga then run 40 amp tips at chart settings (have to interpolate in-between steel sizes). I don’t understand why you are using 20amp tips for 14ga; that doesn’t jibe with the cut chart at all. Don’t make your experience harder than it needs to be. Also the 40 PSi rating on the chart for 20 amps is wrong; never go below 50 PSI as per George’s knowledge.
Another nice feature about hypertherm PowerMax products is that they adjust the internal air pressure based on inlet air pressure and consumable wear to keep a consistent cut.
I was going to use the .6 tips because the part that I’m cutting has some fine parts. I tried using .8 tips and some parts fell through. So I figured smaller tips would be better. Or I could cut it out of 16 gauge? I’m still learning this stuff.
Valid purpose. You’ll just need to do some testing, run some straight cuts 3-4" long at different speeds to find the best low dross cut quality at 20amps with those tips. No plasma manufacturer provides every setting for every tip/amp/material/thickness/speed combination (huge time and cost), so that due diligence is on us.
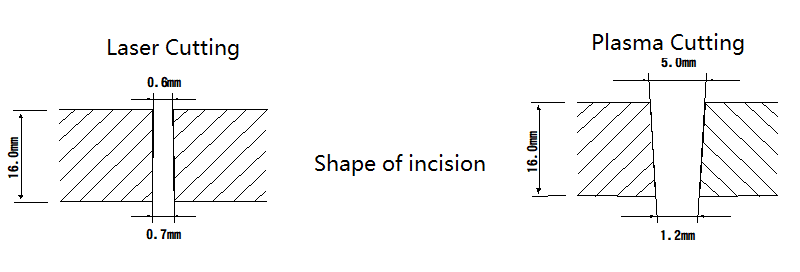
Also depending on your success with the smallest tips is tempering expectations. Plasma is no where near the precision of laser.
This is a good article where it really gets into the differences.
There’s also a huge difference in straight air plasma and high definition plasma which will switch between air and oxygen during the cut to change the characteristics of the cut.
Probably the most complete lists come from a grade plasmas.
ESAB, hypertherm, thermal dynamics and Miller
I think a lot of the problem comes with b grade plasma cutters charts is that if you take two of their plasma cutters off the line they’re not going to perform the same because of component quality whereas if you go to the hypertherm line and you pull off two units they’ll perform almost exactly the same because high quality components and careful manufacturing as well as tuning.
Exactly, hypertherm spends the time and money to create their charts and you pay for that up front.
With most b grade equipment you pay for it after with your time.
I’m not hating on b grade equipment we used to have a Everlast 60s hooked up to the table and I really did like that machine for the money but it was nowhere near the consistency or reliability of my hypertherm which replaced it.
I also have a cut 50 which is a piece of s*** and collects dust.
And a Miller spectrum 375 which I bought for field work on HVAC spiral lock which works very good.
When I do finally end up with an XR I’m really considering putting the spectrum 375 on it cuz I plan on almost exclusively using it for HVAC.
So I’d be cutting 26 gauge to 16 gauge galvanized on it