I’m looking for information to do my first cut. I have the crossfire 2x2 with the razorcur45.
what are the air pressure setting?
my THC does not work, first time I tried to jog it up, it went all the way down and got stuck. I called support he said the plastic nut that raise the the was broken and I don’t think so. now the motor don’t even work when I tried to jog, you don’t hear the Z motor, some one said in the forum the driver might be corrupted.
is there some docs that to help you run your first cut, what are the setting on the thickness of the material, speed, amp setting and so on
Welcome to the forum. Sorry you are having these problems. Before answering air pressure and settings, you need to get control of the z-axis.
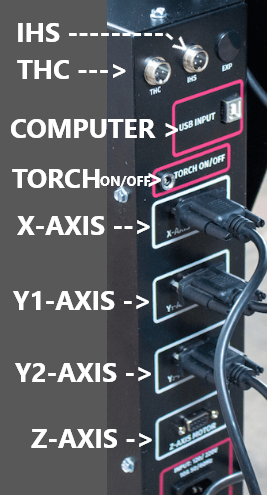
At the enclosure: Plug the z-axis into the x-axis and see if moving in the x direction will move the z axis. This will confirm whether the z-driver is dead if it will move with the x-driver.
thanks Jim,
ok I swapped the x axis for the z axis and z axis is working, it’s going up and down
and the x axis is not working so what do you think is the issue?
thanks
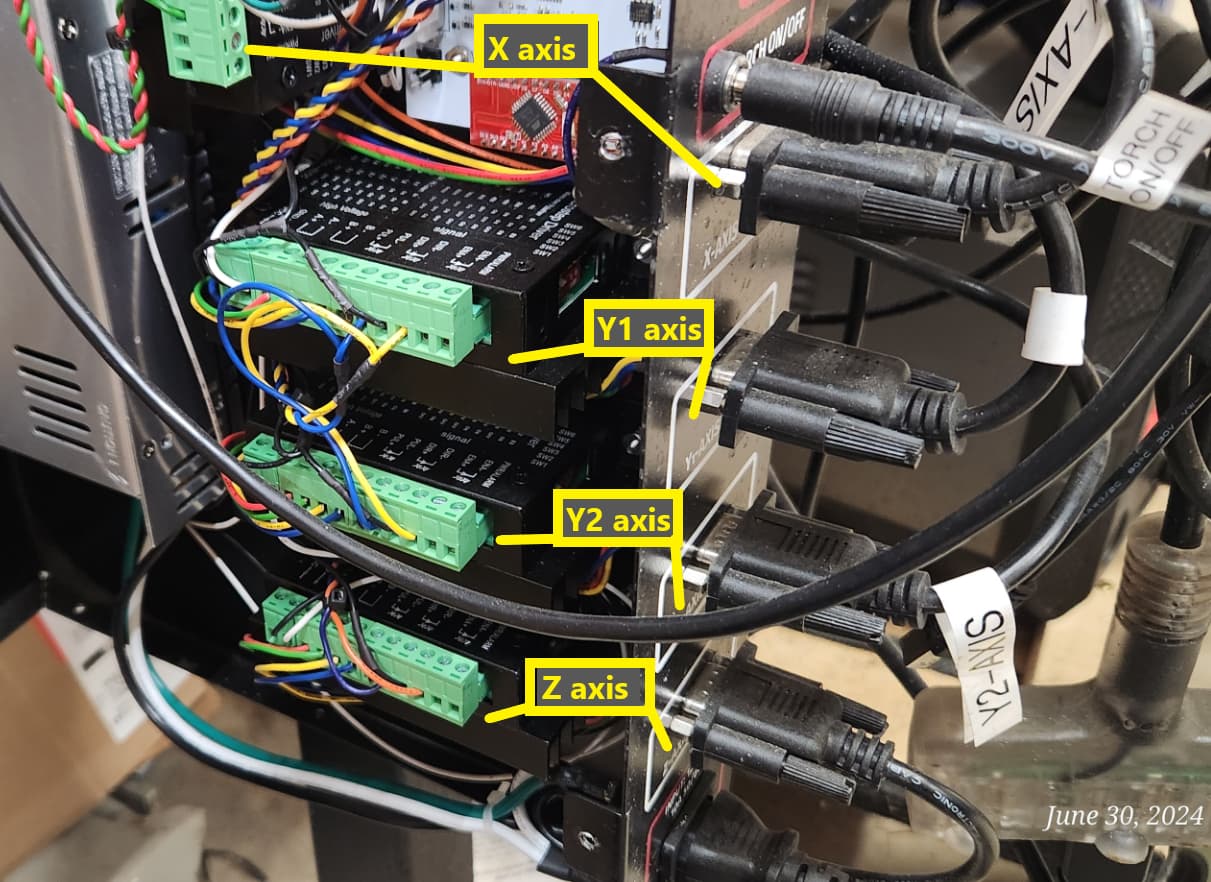
That means the issue is with the driver inside the control box. Open the box and the driver’s should be green boards that are attached to the ports on the back of the box.
Locate the Z axis driver and make sure the little dip switches are in the same positions as the ones on the X axis driver.
If it’s not the switches, the driver may be bad and Langmuir will probably send you a new one after they have you do some tests.
thanks again Jim,
I spoke the Langmuir support, he said that the driver is bad, he’s sending a new one and in the meantime I will be making sure the switch on the driver is properly set and seated. we’ll keep you posted. thank you
Thanks Guys the machine is working now,
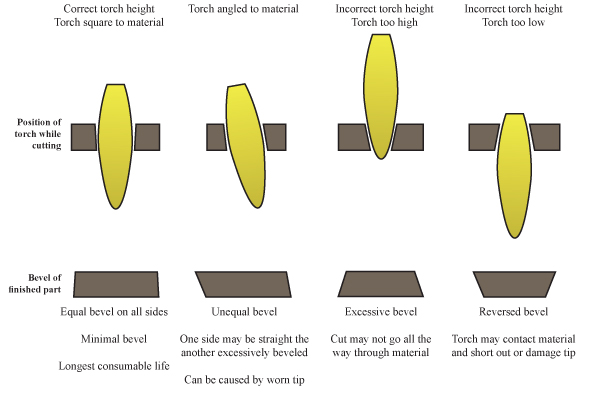
the problem I’m having now is that it cuts in an angle, it’s not straight vertical cut. I have the power setting right for 1/4in mild steel sheet, I cranked the AMP to 45amp,
is the torch moving too fast on the cut?
thanks Kwikfab,
how do you fix this. I believe I have the right torch height, I have z axis, I thought that the machine set the Torch height on its own. the torch is not angled to materiel but the cut bevel is unequal.
The IHS system sets the Z axis zero, but you have to tell it your desired pierce and cut heights in the CAM program(Fusion or Sheetcam).
Cut speed is going to vary depending on the plasma cutter and torch. I cut 1/4" at 45 amps and 60 inches per minute with my current setup. I was cutting it at 40 inches per minute with my old torch at the same 45 amp setting.
You need to do some testing to find the best speed for your plasma cutter.
This is a long post that explains why you cut height might not be exactly what you are setting in the CAM/post processing. Give it a read then move to my second post to determine how to check and how to correct the cut height.
Long story: