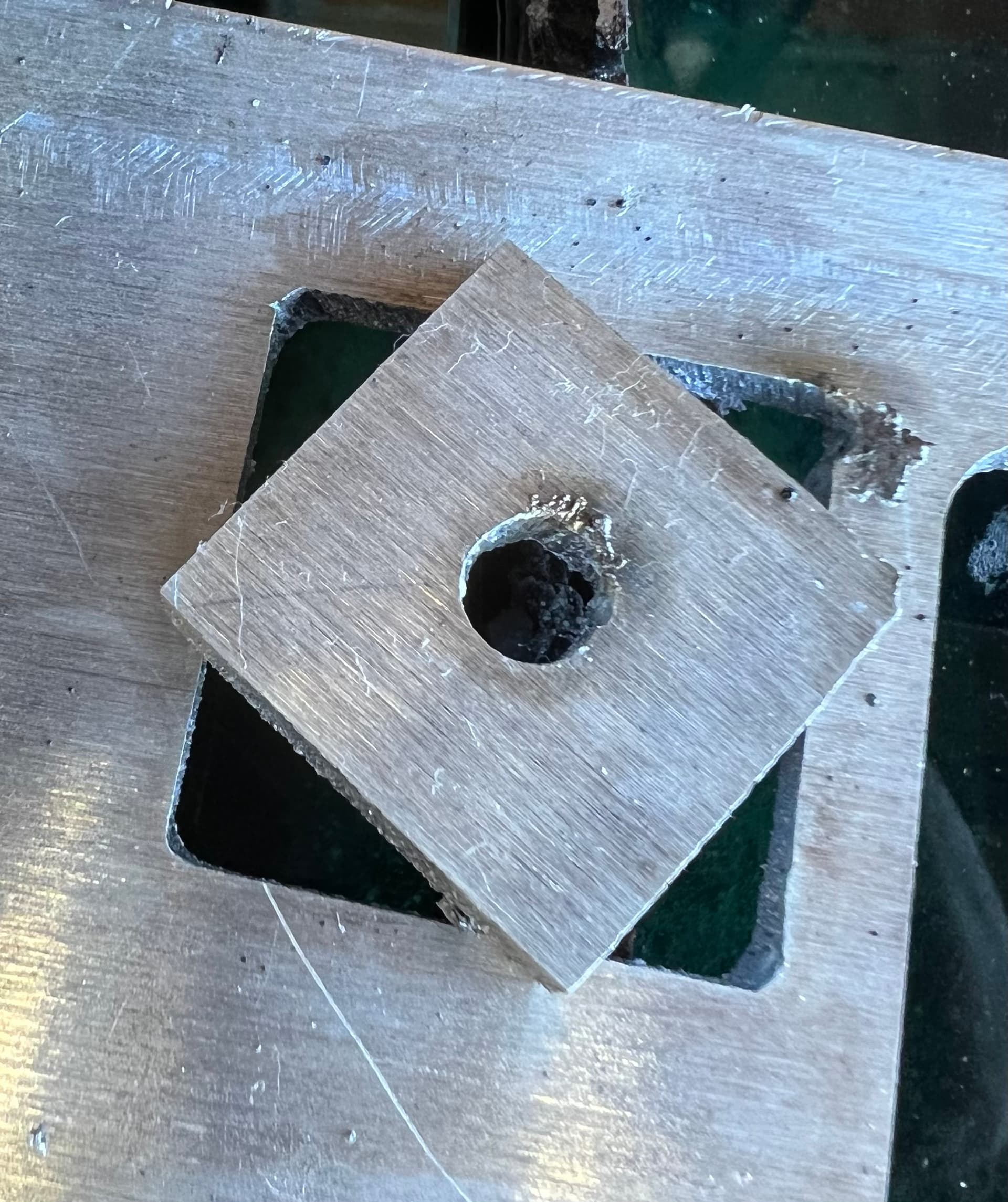
I’m having issue with cutting into 1/8" Aluminum with a Crossfire Pro. I use SheetCAM as my application. I am fully self taught, so I’m sure I made a few mistakes. Here is what my cuts are looking like.
I’m using a Razor Cut 45. Here is my settings below.
45Apms
65PSI
Here is my SheetCAM plasma settings that I use.
Kerf Width: 1.5mm
Feed Rate: 80ipm
Pierce Delay: 0.6s
Pierce Height: 3mm
Plunge Rate: 10ipm
Cut Height: 1.5mm
Pause at end of cut: 0.3s
I’ve successfully been able to cut 1/16" with the same settings except at 100ipm instead.
Unfortunately increasing the plunge rate has only made the cut worse. I’ve also tried increasing the pierce delay but that doesn’t seem to be helping much. I’ve turned off the THC
Also, as @mechanic416 said most people using the RW45 report best results setting the air to 75 psi. You may have to remove the cover to adjust the internal regulator.
Why is your first pierce height 10mm? The second one looks correct at 3.5mm. Did you modify the post processor to give these different values for the first cut loop?
The pierce delay is 2, is that seconds or milliseconds?
I’ve reset my computer as well as the plasma cutter and that seemed to fix the weird pierce height issue.
(v1.6-sc)
G90 G94
G17
G21 (Units: Metric)
H0
G0 X14.2678 Y14.2678
Ran your code (1st post) on my machine. 45 Amps with a PrimeWeld Cut60. Ran ok with exception of the pierce height that @ds690 already mentioned and there is no lead-in or lead-out which made gouges in hole and top right corner. These parts are tiny, surprised it did that well on the hole (≈0.23"/5.8mm)
You may need to look at your setup, air supply and consumables.
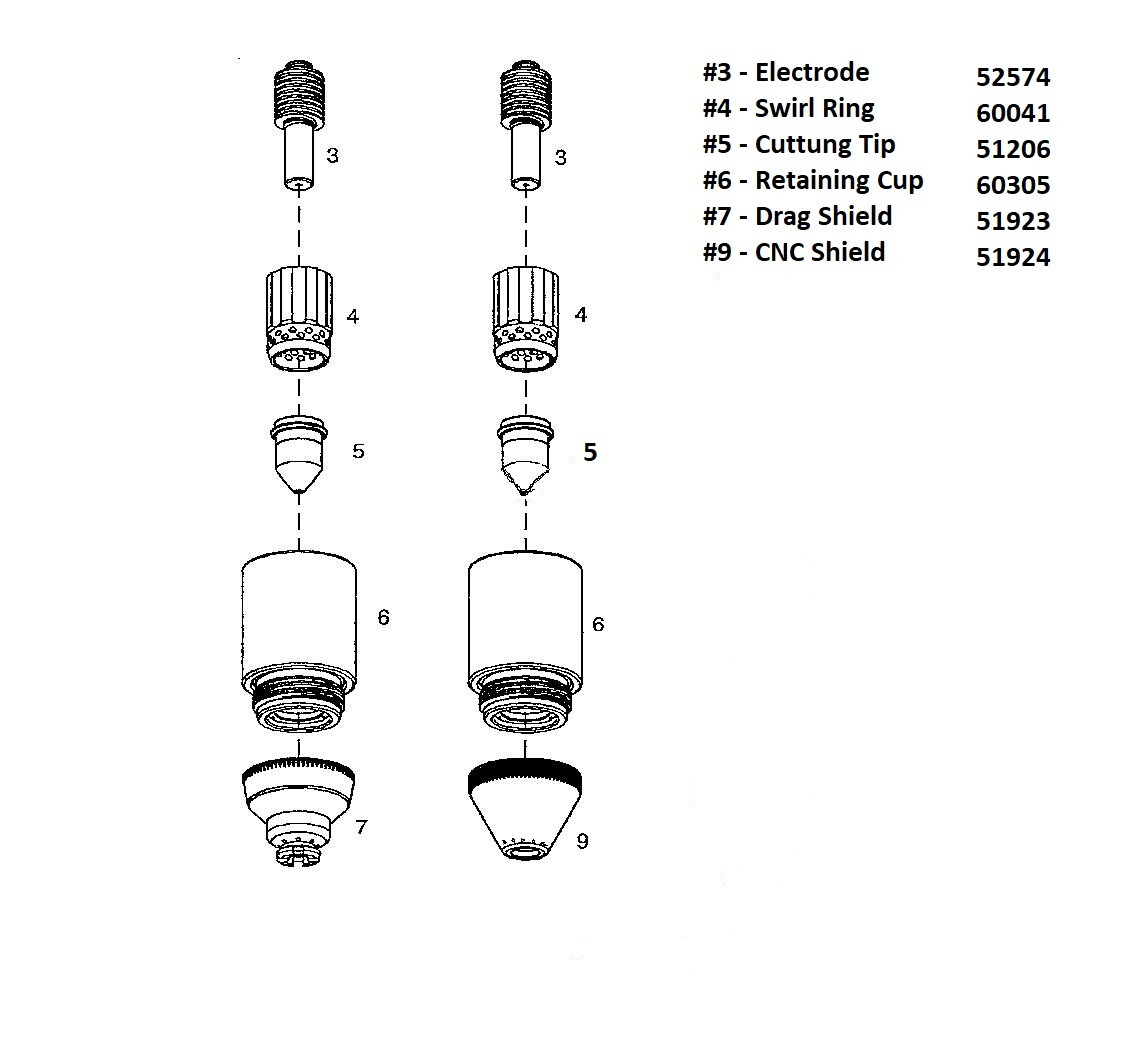
What amp rating does that nozzle have?Looks like your over amping it. 40 amp nozzle won’t last long at 50 amps and so on. Like 72pony said you must be at 75psi. 65 psi seems to low.